
 商标分类
商标分类  商标转让
商标转让 
制造带纹理的模具的方法和由其制成的手套与流程
 2021-02-23 10:02:02|
2021-02-23 10:02:02| 321|
321| 起点商标网
起点商标网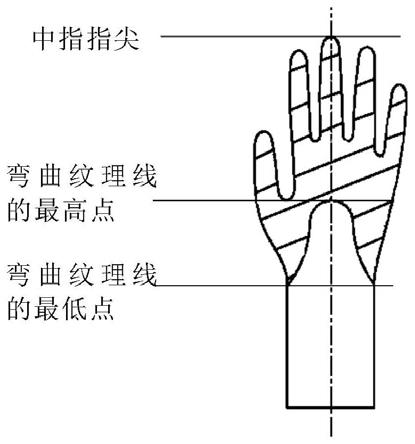
[0001]
本发明涉及一种制造具有选定的带纹理的表面区域的模具和手套的方法。
背景技术:
[0002]
手套不断为我们的日常生活提供帮助,尤其是在健康保健、医疗、工程领域和其他技术领域。应当根据手套的功能、保护和健康需求、舒适性和合身性以及其他重要方面来选择手套。
[0003]
手掌纹理是常见功能特征的示例,其通过使用带纹理的表面覆盖指尖区域直至腕部来提高抓握能力。纹理可以是不规则形状和/或规则形状,并且腕部处的纹理线通常是直线。使用喷砂和/或诸如但不限于喷涂和浸渍的任意陶瓷浆料沉积工艺在手形陶瓷生坯上产生纹理。
[0004]
检查用手套通常配备有手掌纹理特征以提高医疗过程中的抓握性能。然而,对检查用手套的抓握性能的要求低于工业手套。从所有五个指尖到腕部覆盖纹理区域是过量的,因为不是所有的手部区域都参与抓握。检查用手套上的过量纹理区域还会在拉伸时形成应力集中点,从而使检查用手套的机械性能恶化。过量的纹理会降低成本效益,因为它会在手套浸渍过程中引起不必要的乳胶吸收。
[0005]
因此,开发有效的带纹理的手套及其生产方法将是非常有利的。
技术实现要素:
[0006]
本发明公开了一种制造带纹理的模具的方法和由其制成的手套,其中该方法包括:制备手形陶瓷生胚,扫描该手形陶瓷生坯以生成数字3d手形生坯模型,基于该数字3d手形生胚模型对具有弯曲纹理线的一对模版覆盖件进行建模,打印该模版覆盖件,借助于打印的模版覆盖件在手形陶瓷生坯上产生弯曲手掌纹理,在窑中烧制带有弯曲手掌纹理的手形陶瓷生胚,以及将具有弯曲手掌纹理的手形陶瓷模具浸入水性胶体分散剂中以生产具有弯曲手掌纹理的手套。
附图说明
[0007]
从以下本文给出的详细描述和附图中将完全理解本发明,给出这些详细描述和附图仅是为了举例说明,并因此不对本发明形成限制,其中:
[0008]
在附图中:
[0009]
图1是具有弯曲手掌纹理的手套的主视图的示意图。
[0010]
图2是具有弯曲手掌纹理的手套的后视图的示意图。
[0011]
图3是具有弯曲手掌纹理的手套的侧视图的示意图(从拇指方向看)。
[0012]
图4是具有弯曲手掌纹理的手套的俯视图的示意图。
[0013]
图5是具有弯曲手掌纹理的手套的仰视图的示意图。
[0014]
图6是一对模版覆盖件的右半覆盖件和左半覆盖件的示意图。
[0015]
图7是将手形陶瓷生坯组装到一对模版覆盖件的示意图。
具体实施方式
[0016]
本文公开了本发明的优选实施例的详细描述。然而,应当理解,实施例仅仅是本发明的示例,其可以以各种形式呈现。因此,本文公开的细节不应被解释为限制性的,而仅仅是作为权利要求和教导本发明技术领域的技术人员的基础。说明书中使用的数值数据或范围不应解释为限制性的。现在将根据附图来描述优选实施例的以下详细说明。
[0017]
本发明涉及一种带纹理的模具及其制造方法,特别是一种带纹理的模具,其中该带纹理的模具用于生产这样一种手套:该手套在选定区域具有足够纹理以提供抓握能力,并且不会具有过量纹理以至于在拉伸时可能会产生应力集中点进而恶化手套的机械性能。
[0018]
本发明显示通过将具有弯曲纹理线的手形陶瓷模具浸入水性胶体分散剂中来产生手掌带纹理的手套,而不是通过在手套外部产生带纹理的表面层。该途径简化了带纹理的手套的制造过程,因为它仅使用具有弯曲纹理的模具,而不是使用标准模具、然后在手套上沉积增强颗粒/液体、随后固化以形成带纹理的手套表面。
[0019]
工业级手套和检查/医用级手套用于不同的目的并适合于不同的条件。工业手套被设计成可承受汽车修理工、工厂作业、腐蚀性化学品和其他危险条件的特定要求。工业手套被设计成提供足够的保护以防止工具打滑并比大多数检查用手套承受更久的腐蚀暴露。至于检查用手套,它们不需要承受像工业手套那样的危险条件,因为它们的主要功能是防止使用者和患者之间的污染以及在处理医疗设备时为使用者提供足够的抓握。
[0020]
由于对检查用手套的抓握性能的要求低于工业手套,因此本发明聚焦于仅在重要/足够的区域形成纹理,该区域例如但不限于上手掌区域。从指尖到腕部的纹理区域的完全覆盖是过量的,因为并不是所有的手部区域都直接参与抓握。过量的纹理区域会在拉伸时会产生应力集中点,其中应力集中点将最终使手套的机械性能恶化,并导致材料缺陷,例如但不限于磨损和撕裂。
[0021]
通过在选定区域有效地使手套形成纹理,可以更长久地保持手套的耐用性和寿命。此外,由于在手形陶瓷模具制造过程和手套浸渍过程中浪费的材料更少,因此材料和成本效益增加。
[0022]
通过以下方法制备带纹理的手形陶瓷模具和手套:
[0023]
a)通过注浆成型(slip casting),然后从注浆成型脱模后干燥并用海绵擦拭(sponging)来制备手形陶瓷生坯。或者,可以使用其他类型的铸造方法。
[0024]
b)使用诸如但不限于短距离3d扫描、中长距离3d扫描、基于激光的3d扫描以及投射或结构光3d扫描的任意3d技术彻底扫描该手形陶瓷生坯。生成并保存数字3d手形生胚模型。
[0025]
c)将数字3d手形生胚模型导入到任意3d建模软件中,诸如但不限于solid edge、solidworks、creo、autodesk和geomagic,其中该数字3d手形生胚模型在用于手形陶瓷生坯的一对模版覆盖件的3d建模中用作参考。
[0026]
d)使用3d建模软件对模版覆盖件进行建模,其中,建模技术包括建模,诸如但不限于表面建模、自由形式建模和实体建模。模版覆盖件被建模为两个部分,左半覆盖件和右半覆盖件,其中该左半覆盖件和右半覆盖件能进行组装和拆卸。当左半覆盖件组装到右半覆
盖件时,在组件之间有腔体,该腔体允许数字3d手形生坯模型配合在覆盖件之间。模版覆盖件包括手掌和腕部区域之间的弯曲纹理线,其中该弯曲纹理线可以是平滑线、阶梯线、不规则线、几何线或至少两种所述类型的线的组合的形式。
[0027]
e)使用一种或多种诸如但不限于热塑性塑料、树脂、弹性体、金属和金属合金、陶瓷和复合材料的3d可打印材料打印该模版覆盖件。可以使用单一3d可打印材料或至少两种3d可打印材料的组合来打印该模版覆盖件。
[0028]
f)通过将左半覆盖件或右半覆盖件固定到喷砂室的转盘上的固定装置上,将3d打印的模版覆盖件放置在喷砂室中。将手形陶瓷生胚装配至位于转盘上的固定的半覆盖件上。然后在喷砂程序之前,将未固定的半覆盖件装配至手形陶瓷生坯的相对侧以完全覆盖手形陶瓷生坯。或者,可以使用其他掩蔽方法和材料来覆盖手形陶瓷生坯。
[0029]
g)在喷砂室中使用陶瓷珠对被3d打印的模版覆盖件覆盖的手形陶瓷生坯进行喷砂,以在该手形陶瓷生坯上产生弯曲手掌纹理。陶瓷珠的尺寸范围是直径为0.2-1.5mm,且喷砂压力范围为0.1-0.5巴。
[0030]
h)或者,将陶瓷浆料沉积在手形陶瓷生坯上,以产生弯曲手掌纹理。类似地,首先将手形陶瓷生坯放置在3d打印的模版覆盖件的左半覆盖件和右半覆盖件之间的指定的腔体中。通过将10-50%的粘土、10-50%的粘合剂和10-50%的填料与水混合来制备陶瓷浆料,然后使用诸如但不限于喷涂和浸渍的任意陶瓷浆料沉积程序,将该陶瓷浆料沉积在该手形陶瓷生坯上。
[0031]
i)在窑中以范围从1000℃至1500℃的温度烧制具有弯曲手掌纹理的手形陶瓷生坯至多12个小时。
[0032]
j)将具有弯曲手掌纹理的手形陶瓷模具浸入诸如但不限于天然橡胶乳胶和合成乳胶的材料中,以生产具有弯曲手掌纹理的手套。
[0033]
参照附图,图1示出了具有弯曲手掌纹理的手套的主视图。带纹理的表面区域由阴影区域表示,而没有纹理的表面区域由白色区域表示。如图所示,带纹理的表面覆盖了从指尖的顶部到手掌区域,排除了弯曲纹理线的最高点到弯曲纹理线的最低点之间的弯曲区域。
[0034]
图2示出了具有弯曲手掌纹理的手套的后视图,其中后部的带纹理的表面区域的设计类似于前部的带纹理的表面区域的设计。在非限制性示例中,具有弯曲手掌纹理的手套可以是双手通用的,即它可以用于两只手。或者,具有弯曲手掌纹理的手套可以是特定手的,即每个手套是为右手或左手设计的。
[0035]
可以设想的是,具有弯曲手掌纹理的手套有四种标准尺寸:小s、中m、大l和特大xl。但是,尺寸可能会有更多变化。检查用手套上的弯曲纹理线可以位于手掌和腕部区域之间,其中弯曲纹理线的最高点和中指指尖之间的最小垂直距离对于s和m尺寸的手套为120mm,对于l和xl尺寸的手套为130mm。弯曲纹理线的最低点和中指指尖之间的最大垂直距离对于s尺寸的手套为190mm,对于m尺寸的手套为200mm,对于l尺寸的手套为210mm,且对于xl尺寸的手套为220mm。
[0036]
图3是具有弯曲手掌纹理的手套的侧视图的示意图(从拇指方向看)。阴影区域表示带纹理的表面区域,其中可以看到带纹理的表面区域包括从拇指下方直到拇指顶部的区域。图4是具有弯曲手掌纹理的手套的俯视图的示意图,其中每个手指的顶部是带纹理的,
并且可以看到该带纹理的表面区域从所有端部围绕着手套,除了手掌区域和手掌区域的相对侧之外。图5是具有弯曲手掌纹理的手套的仰视图的示意图,其中可以看出,拇指和小指的底部是带纹理的。图6是一对模版覆盖件的右半覆盖件和左半覆盖件的示意图。图7是将手形陶瓷生坯组装到一对模版覆盖件上的示意图。
[0037]
示例1
[0038]
使用喷砂制造带弯曲手掌纹理的手套的方法
[0039]
a)通过注浆成型,然后从注浆成型脱模后干燥并用海绵擦拭,制备手形陶瓷生坯。
[0040]
b)使用短距离3d扫描来彻底扫描该手形陶瓷生坯,其中生成并保存数字3d手形生坯模型。
[0041]
c)将该数字3d手形生坯模型导入到诸如solidworks之类的软件中,其中该数字3d手形生坯模型在用于该手形陶瓷生坯的一对模版覆盖件的3d建模中用作参考。
[0042]
d)使用solidworks对模版覆盖件进行建模,其中建模技术包括表面建模、自由形式建模和实体建模。模版覆盖件被建模为两个部分,左半覆盖件和右半覆盖件,其中该左半覆盖件和右半覆盖件能进行组装和拆卸。当左半覆盖件组装到右半覆盖件时,在组件之间有腔体,该腔体允许数字3d手形生坯模型配合在覆盖件之间。模版覆盖件包括手掌和腕部区域之间的弯曲纹理线,其中该弯曲纹理线可以是平滑线、阶梯线、不规则线、几何线或至少两种所述类型的线的组合的形式。
[0043]
e)使用热塑性塑料打印模版覆盖件。
[0044]
f)通过将左半覆盖件或右半覆盖件固定到喷砂室的转盘上的固定装置上,将3d打印的模版覆盖件放置在喷砂室中。将手形陶瓷生胚装配至位于转盘上的固定的半覆盖件上。然后在喷砂程序之前,将未固定的半覆盖件装配至手形陶瓷生坯的相对侧以完全覆盖该手形陶瓷生坯。
[0045]
g)在喷砂室中使用陶瓷珠对被3d打印的模版覆盖件所覆盖的手形陶瓷生坯进行喷砂,以在该手形陶瓷生坯上产生弯曲手掌纹理。陶瓷珠的尺寸范围是直径为0.2-1.5mm,且喷砂压力范围为0.1-0.5巴。
[0046]
h)在窑中以范围从1000℃至1500℃的温度烧制具有弯曲手掌纹理的手形陶瓷生坯至多12小时。
[0047]
i)将具有弯曲手掌纹理的手形陶瓷模具浸入腈类橡胶乳胶中,以生产具有弯曲手掌纹理的手套。
[0048]
示例2
[0049]
通过沉积陶瓷浆料制造带弯曲手掌纹理的手套的方法
[0050]
a)通过注浆成型,然后从注浆成型脱模后干燥并用海绵擦拭,制备手形陶瓷生坯。或者,可以使用其他类型的铸造方法。
[0051]
b)使用短距离3d扫描来彻底扫描该手形陶瓷生坯,其中生成并保存数字3d手形生坯模型。
[0052]
c)将该数字3d手形生坯模型导入到诸如solidworks之类的软件中,其中该数字3d手形生坯模型在用于该手形陶瓷生坯的一对模版覆盖件的3d建模中用作参考。
[0053]
d)使用solidworks对模版覆盖件进行建模,其中建模技术包括表面建模、自由形式建模和实体建模。模版覆盖件被建模为两个部分,左半覆盖件和右半覆盖件,其中该左半
覆盖件和右半覆盖件能进行组装和拆卸。当左半覆盖件组装到右半覆盖件时,在组件之间有腔体,该腔体允许数字3d手形生坯模型配合在覆盖件之间。模版覆盖件包括手掌和腕部区域之间的弯曲纹理线,其中该弯曲纹理线可以是平滑线、阶梯线、不规则线、几何线或至少两种所述类型的线的组合的形式。
[0054]
e)使用热塑性塑料打印模版覆盖件。
[0055]
f)在手形陶瓷生坯上沉积陶瓷浆料以产生弯曲手掌纹理。首先将手形陶瓷生坯放置在3d打印的模版覆盖件的左半覆盖件和右半覆盖件之间的指定的腔体中。通过将10-50%的粘土、10-50%的粘合剂和10-50%的填料与水混合来制备陶瓷浆料,然后通过喷涂将该陶瓷浆料沉积在手形陶瓷生坯上。
[0056]
g)在窑中以范围从1000℃至1500℃的温度烧制具有弯曲手掌纹理的手形陶瓷生坯至多12小时。
[0057]
h)将具有弯曲手掌纹理的手形陶瓷模具浸入腈类橡胶乳胶中,以生产具有弯曲手掌纹理的手套。
[0058]
本文所使用的术语仅出于描述特定示例实施例的目的,而无意于进行限制。如本文所使用的,单数形式的“一”、“一种”和“该”也可以旨在包括复数形式,除非上下文另外明确指出。术语“包括”、“包含”、“含有”和“具有”是包容性的,并因此指定了所述特征、整数、步骤、操作、元件和/或组件的存在,但不排除存在或增加一个或多个其他特征、整数、步骤、操作、元件和/或组件和/或它们的组。
[0059]
本文描述的方法步骤、过程和操作不应被解释为必须以所讨论或示出的特定顺序执行,除非明确地标识为执行顺序。还应理解,可以采用附加或替代步骤。使用表述“至少”或“至少一个”意味着使用一个或多个元件,该使用可以是在实施例之一中,以实现一个或多个期望的目的或结果。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips