
 商标分类
商标分类  商标转让
商标转让 
一种磨砂膜的全自动生产线及其生产工艺的制作方法
 2021-02-22 21:02:37|
2021-02-22 21:02:37| 494|
494| 起点商标网
起点商标网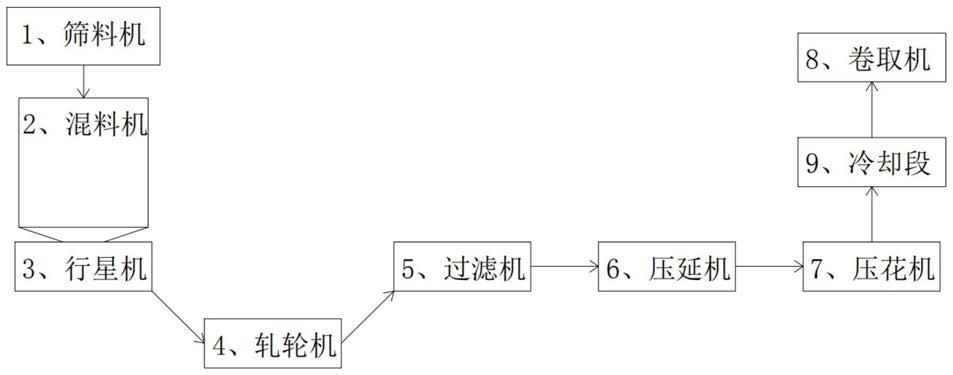
[0001]
本发明涉及塑料加工技术领域,特别是一种磨砂膜的全自动生产线及其生产工艺。
背景技术:
[0002]
在现代的建筑工艺中,随着工艺的进步以及科学的发展,对于建筑施工的周期要求越来越短,而建筑施工中使用的材料越方便于安装,越能缩短工期,而在现阶段的建筑装修中,地面或者墙面多采用光滑的地板砖或者墙砖进行铺设,不仅施工时间较慢,而且地表或者墙面过于光滑,人们非常容易在地面上摔倒,且砖缝间容易藏污纳垢,影响室内环境卫生,影响人们的身体健康,鉴于此,针对上述问题深入研究,遂有本案产生。
技术实现要素:
[0003]
本发明的目的是为了解决上述问题,设计了一种磨砂膜的全自动生产线及其生产工艺,解决了现阶段的建筑装修中,地面或者墙面多采用光滑的地板砖或者墙砖进行铺设,不仅施工时间较慢,而且地表或者墙面过于光滑,人们非常容易在地面上摔倒,且砖缝间容易藏污纳垢,影响室内环境卫生,影响人们的身体健康的问题。
[0004]
实现上述目的本发明的技术方案为:一种磨砂膜的生产工艺,包括如下步骤:步骤s1、原料过筛称取,步骤s2、原料预混,步骤s3、挤出成型,步骤s4、压延压花,步骤s5、成卷;
[0005]
步骤s1:将原料分别进行称取后投入到筛料机内进行筛分;
[0006]
步骤s2:筛分后的原料直接进入混料机内,混料机的工作温度设定在100-105℃,搅拌转速设定为240r/s,高温高速混料30-40min后逐步降温至20-25℃,进行低速混搅,混搅转速60r/s;
[0007]
步骤s3:将混合后的物料加入行星机进行密炼后进入轧轮机挤出成型,成型的条形板加入到过滤机内进行过滤,行星机的主螺杆温度设定范围140-160℃,转速控制在20-30r/s,套筒温度设定在180-190℃;
[0008]
步骤s4:将步骤s3得到的物料在压延机上压延成薄膜,并且通过压花机压出相应的磨砂花纹;
[0009]
步骤s5:将薄膜在成卷机上进行成卷。
[0010]
所述步骤s1中原料按质量分数计包括:pvc树脂60-70份、uv树脂为10-15份、有机锑稳定剂为1-3份、增塑剂为3-5份、加工助剂为2.5份、增韧剂为1-5份、润滑剂为1-3份、增强改性单体5-10份。
[0011]
所述步骤s2中的混料机工作温度设定在102℃,搅拌转速设定为240r/s,高温高速混料40min后逐步降温至23℃,进行低速混搅,混搅转速60r/s。
[0012]
所述步骤s3中行星机的主螺杆温度设定在146℃,转速控制在20r/s,套筒温度设定在185℃。
[0013]
所述增强改性单体采用丙烯酸甲酯、丙烯腈或者四羟基三聚氰胺。
[0014]
一种磨砂膜的全自动生产线,包括筛料机、混料机、行星机、轧轮机、过滤机、压延机、压花机以及成卷机,所述筛料机的下料口与混料机连接,所述轧轮机进料端与混料机的下料口连接,所述轧轮机的下料口与过滤机的上料口连接,所述过滤机的下料口与压延机连接,所述压花机与压延机的下料口连接,所述成卷机安装于压花机下游,且成卷机上料口与压花机下料口间设有冷却段;
[0015]
所述混料机的上料口以及下料口上分别设有一对调控结构,所述混料机上设有高效温控混料机构;
[0016]
所述高效温控混料机构包括:混料罐、扣盖、搅拌轴、混料电机、若干插头、若干电加热棒、若干导热杆以及控制器;
[0017]
所述混料罐内为空腔结构,所述扣盖扣合在混料机上,所述扣盖中心开设有插装槽,所述搅拌轴插装于插装槽内,所述搅拌轴顶端与混料电机的驱动端连接,所述混料电机安装于扣盖顶面,所述扣盖底面与混料罐上顶边沿对应位置安装有若干插头,所述混料罐顶沿开设有若干插孔,若干电加热棒嵌装于若干所述插孔内,若干所述导热杆与若干电加热棒底端连接,所述扣盖上设有控制器,所述控制器与各个插头连接。
[0018]
所述调控结构包括:一对导轨、一对滑杆、截断板、调节杆以及电动推杆;
[0019]
所述混料罐上料口一侧延伸出一对对称的导轨,一对所述滑杆装配于一对所述导轨上,一对所述滑杆上设有截断板,所述截断板与上料口的开口匹配,所述调节杆连接于一对所述滑杆之间,所述电动推杆安装于一对所述导轨之间且其伸缩端与调节杆连接。
[0020]
所述搅拌轴上套设有若干搅拌叶,若干搅拌叶呈环形阵列排列。
[0021]
所述电动推杆上设有固定座安装于上料口外壁上。
[0022]
若干所述导热杆从混料罐侧壁一直延伸至混料罐的底面。
[0023]
利用本发明的技术方案制作的磨砂膜,采用自动化的加工生产线以及工艺,从而增加了生产的效率,降低了综合的成本,通过在原料内引入改性单体以及增加增韧剂的用量,加强磨砂膜的结构强度以及韧性,并且利用精确控制技术适当提高加工过程中的温度以及各种变量,进一步加强磨砂膜的硬度,可以保证在作为地面使用时磨砂膜的磨损率降低。
附图说明
[0024]
图1为本发明所述一种磨砂膜的全自动生产线及其生产工艺的生产线连接示意图。
[0025]
图2为本发明所述一种磨砂膜的全自动生产线及其生产工艺的工艺流程图。
[0026]
图3为本发明所述一种磨砂膜的全自动生产线及其生产工艺的主视结构示意图。
[0027]
图4为本发明所述一种磨砂膜的全自动生产线及其生产工艺的侧视结构示意图。
[0028]
图5为本发明所述一种磨砂膜的全自动生产线及其生产工艺的俯视结构示意图。
[0029]
图中:1、筛料机;2、混料机;3、行星机;4、轧轮机;5、过滤机;6、压延机;7、压花机;8、成卷机;9、冷却段;201、混料罐;202、扣盖;203、搅拌轴;204、混料电机;205、插头;206、电加热棒;207、导热杆;208、控制器;209、导轨;2010、滑杆;2011、截断板;2012、调节杆;2013、电动推杆;2014、固定座;2015、搅拌叶。
具体实施方式
[0030]
下面结合附图对本发明进行具体描述,如图1-5所示,一种磨砂膜的生产工艺,包括如下步骤:步骤s1、原料过筛称取,步骤s2、原料预混,步骤s3、挤出成型,步骤s4、压延压花,步骤s5、成卷;步骤s1:将原料分别进行称取后投入到筛料机1内进行筛分;步骤s2:筛分后的原料直接进入混料机2内,混料机2的工作温度设定在100-105℃,搅拌转速设定为240r/s,高温高速混料30-40min后逐步降温至20-25℃,进行低速混搅,混搅转速60r/s;步骤s3:将混合后的物料加入行星机3进行密炼后进入轧轮机4挤出成型,成型的条形板加入到过滤机5内进行过滤,行星机3的主螺杆温度设定范围140-160℃,转速控制在20-30r/s,套筒温度设定在180-190℃;步骤s4:将步骤s3得到的物料在压延机6上压延成薄膜,并且通过压花机7压出相应的磨砂花纹;步骤s5:将薄膜在成卷机8上进行成卷;所述步骤s1中原料按质量分数计包括:pvc树脂60-70份、uv树脂为10-15份、有机锑稳定剂为1-3份、增塑剂为3-5份、加工助剂为2.5份、增韧剂为1-5份、润滑剂为1-3份、增强改性单体5-10份;所述步骤s2中的混料机2工作温度设定在102℃,搅拌转速设定为240r/s,高温高速混料40min后逐步降温至23℃,进行低速混搅,混搅转速60r/s;所述步骤s3中行星机3的主螺杆温度设定在146℃,转速控制在20r/s,套筒温度设定在185℃;所述增强改性单体采用丙烯酸甲酯、丙烯腈或者四羟基三聚氰胺;一种磨砂膜的全自动生产线,包括筛料机1、混料机2、行星机3、轧轮机4、过滤机5、压延机6、压花机7以及成卷机8,所述筛料机1的下料口与混料机2连接,所述轧轮机4进料端与混料机2的下料口连接,所述轧轮机4的下料口与过滤机5的上料口连接,所述过滤机5的下料口与压延机6连接,所述压花机7与压延机6的下料口连接,所述成卷机8安装于压花机7下游,且成卷机8上料口与压花机7下料口间设有冷却段9;所述混料机2的上料口以及下料口上分别设有一对调控结构,所述混料机2上设有高效温控混料机2构;所述高效温控混料机2构包括:混料罐201、扣盖202、搅拌轴203、混料电机204、若干插头205、若干电加热棒206、若干导热杆207以及控制器208;所述混料罐201内为空腔结构,所述扣盖202扣合在混料机2上,所述扣盖202中心开设有插装槽,所述搅拌轴203插装于插装槽内,所述搅拌轴203顶端与混料电机204的驱动端连接,所述混料电机204安装于扣盖202顶面,所述扣盖202底面与混料罐201上顶边沿对应位置安装有若干插头205,所述混料罐201顶沿开设有若干插孔,若干电加热棒206嵌装于若干所述插孔内,若干所述导热杆207与若干电加热棒206底端连接,所述扣盖202上设有控制器208,所述控制器208与各个插头205连接;所述调控结构包括:一对导轨209、一对滑杆2010、截断板2011、调节杆2012以及电动推杆2013;所述混料罐201上料口一侧延伸出一对对称的导轨209,一对所述滑杆2010装配于一对所述导轨209上,一对所述滑杆2010上设有截断板2011,所述截断板2011与上料口的开口匹配,所述调节杆2012连接于一对所述滑杆2010之间,所述电动推杆2013安装于一对所述导轨209之间且其伸缩端与调节杆2012连接;所述搅拌轴203上套设有若干搅拌叶2015,若干搅拌叶2015呈环形阵列排列;所述电动推杆2013上设有固定座2014安装于上料口外壁上;若干所述导热杆207从混料罐201侧壁一直延伸至混料罐201的底面。
[0031]
本实施方案的特点为,包括如下步骤:步骤s1、原料过筛称取,步骤s2、原料预混,步骤s3、挤出成型,步骤s4、压延压花,步骤s5、成卷;步骤s1:将原料分别进行称取后投入到筛料机1内进行筛分;步骤s2:筛分后的原料直接进入混料机2内,混料机2的工作温度设定在100-105℃,搅拌转速设定为240r/s,高温高速混料30-40min后逐步降温至20-25℃,进行
低速混搅,混搅转速60r/s;步骤s3:将混合后的物料加入行星机3进行密炼后进入轧轮机4挤出成型,成型的条形板加入到过滤机5内进行过滤,行星机3的主螺杆温度设定范围140-160℃,转速控制在20-30r/s,套筒温度设定在180-190℃;步骤s4:将步骤s3得到的物料在压延机6上压延成薄膜,并且通过压花机7压出相应的磨砂花纹;步骤s5:将薄膜在成卷机8上进行成卷;该磨砂膜,采用自动化的加工生产线以及工艺,从而增加了生产的效率,降低了综合的成本,通过在原料内引入改性单体以及增加增韧剂的用量,加强磨砂膜的结构强度以及韧性,并且利用精确控制技术适当提高加工过程中的温度以及各种变量,进一步加强磨砂膜的硬度,可以保证在作为地面使用时磨砂膜的磨损率降低。
[0032]
通过本领域人员,将本案中所有电气件与其适配的电源通过导线进行连接,并且应该根据实际情况,选择合适的控制器,以满足控制需求,具体连接以及控制顺序,应参考下述工作原理中,各电气件之间先后工作顺序完成电性连接,其详细连接手段,为本领域公知技术,下述主要介绍工作原理以及过程,不在对电气控制做说明。
[0033]
实施例:根据说明书附图1-5可知,本案设计了一种磨砂膜的生产工艺以及其磨砂膜的全自动生产线,其中全自动生产线主要包括包括筛料机1、混料机2、行星机3、轧轮机4、过滤机5、压延机6、压花机7以及成卷机8,筛料机1的下料口与混料机2连接,轧轮机4进料端与混料机2的下料口连接,轧轮机4的下料口与过滤机5的上料口连接,过滤机5的下料口与压延机6连接,压花机7与压延机6的下料口连接,成卷机8安装于压花机7下游,且成卷机8上料口与压花机7下料口间设有冷却段9,在具体实施过程中,分如下步骤匹配全自动生产线使用;
[0034]
步骤一:将原料分别进行称取后投入到筛料机1内进行筛分,原料按质量分数计包括:pvc树脂60-70份、uv树脂为10-15份、有机锑稳定剂为1-3份、增塑剂为3-5份、加工助剂为2.5份、增韧剂为1-5份、润滑剂为1-3份、增强改性单体5-10份,增强改性单体采用丙烯酸甲酯、丙烯腈或者四羟基三聚氰胺中的一种或者几种;
[0035]
步骤二:筛分后的原料直接进入混料机2内,混料机2的工作温度设定在102℃,搅拌转速设定为240r/s,高温高速混料40min后逐步降温至23℃,进行低速混搅,混搅转速60r/s;
[0036]
步骤三:将混合后的物料加入行星机3进行密炼后进入轧轮机4挤出成型,成型的条形板加入到过滤机5内进行过滤,行星机3的主螺杆温度设定范围146℃,转速控制在20r/s,套筒温度设定在185℃;
[0037]
步骤四:将步骤三得到的物料在压延机6上压延成薄膜,并且通过压花机7压出相应的磨砂花纹;
[0038]
步骤五:将薄膜在成卷机8上进行成卷;
[0039]
根据说明书附图3-5可知,混料机2的上料口以及下料口上分别设有一对调控结构,混料机2上设有高效温控混料机2构;
[0040]
根据说明书附图3-5可知,上述高效温控混料机2构包括:混料罐201、扣盖202、搅拌轴203、混料电机204、若干插头205、若干电加热棒206、若干导热杆207以及控制器208,其连接关系以及位置关系如下;
[0041]
混料罐201内为空腔结构,扣盖202扣合在混料机2上,扣盖202中心开设有插装槽,搅拌轴203插装于插装槽内,搅拌轴203顶端与混料电机204的驱动端连接,混料电机204安
装于扣盖202顶面,扣盖202底面与混料罐201上顶边沿对应位置安装有若干插头205,混料罐201顶沿开设有若干插孔,若干电加热棒206嵌装于若干插孔内,若干导热杆207与若干电加热棒206底端连接,扣盖202上设有控制器208,控制器208与各个插头205连接;
[0042]
在具体实施过程中,搅拌轴203上套设有若干搅拌叶2015,若干搅拌叶2015呈环形阵列排列,通过混料电机204转动驱动搅拌轴203转动,进而驱动搅拌叶2015转动对物料进行搅拌,而混料电机204安装在扣盖202上,同混料电机204共同安装的还有插头205,插头205筒控制器208连接,控制器208接通外部电源,对插头205起到开关作用,电加热棒206嵌装于插孔内,并且底端与导热杆207连接,当扣盖202扣装在混料罐201上时,利用插头205对准插孔,并且插头205与电加热棒206连接,控制器208控制开启电加热棒206,使得电加热棒206发热,并且向混料罐201内壁传导热量,对物料进行加热,同时由于导热杆207从混料罐201侧壁一直延伸至混料罐201的底面,因而能对混料罐201进行全方位的内部加热,从而有效提高物料温度,加快高温高速搅拌的进程;
[0043]
根据说明书附图3-5可知,上述调控结构包括:一对导轨209、一对滑杆2010、截断板2011、调节杆2012以及电动推杆2013,其连接关系以及位置关系如下;
[0044]
混料罐201上料口一侧延伸出一对对称的导轨209,一对滑杆2010装配于一对导轨209上,一对滑杆2010上设有截断板2011,截断板2011与上料口的开口匹配,调节杆2012连接于一对滑杆2010之间,电动推杆2013安装于一对导轨209之间且其伸缩端与调节杆2012连接;
[0045]
在具体实施过程中,通过电动推杆2013的伸缩端动作带动调节杆2012动作,进而带动滑杆2010在导轨209内滑动,从而带动截断板2011关闭或者开启进料口,电动推杆2013上设有固定座2014安装于上料口外壁上,从而使得进料口开启或者关闭,进而控制混料罐201的进料或者出料;
[0046]
综上所述总体可知,使用本案所设计的设备按照本案工艺加工的磨砂膜,采用自动化的加工生产线以及工艺,从而增加了生产的效率,降低了综合的成本,通过在原料内引入改性单体以及增加增韧剂的用量,加强磨砂膜的结构强度以及韧性,并且利用精确控制技术适当提高加工过程中的温度以及各种变量,进一步加强磨砂膜的硬度,可以保证在作为地面使用时磨砂膜的磨损率降低。
[0047]
上述技术方案仅体现了本发明技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本发明的原理,属于本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips