
 商标分类
商标分类  商标转让
商标转让 
用于自动调谐注射模制机的系统和方法与流程
 2021-02-22 21:02:20|
2021-02-22 21:02:20| 387|
387| 起点商标网
起点商标网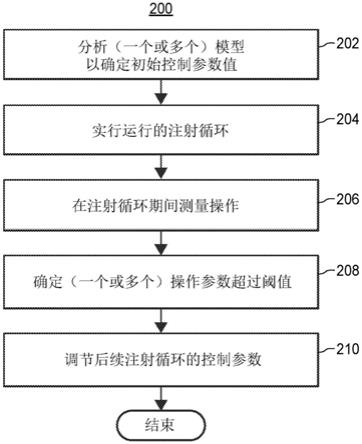
用于自动调谐注射模制机的系统和方法
[0001]
相关申请的交叉引用
[0002]
本非临时申请要求2018年6月29日提交的题为“用于自动调谐注射模制机的系统和方法(systems and approaches for autotuning an injection molding machine)”的美国临时申请第62/692,265号的申请日的权益,所述申请的全部内容由此以引用的方式并入。
技术领域
[0003]
本公开大体上涉及注射模制,并且更具体地,涉及用于响应于改变操作参数自动调谐注射模制机的控制参数的方法。
背景技术:
[0004]
注射模制为一种通常用于大批量制造由热塑性材料构造成的零件的技术。在重复注射模制过程期间,通常以小粒料或珠粒形式的热塑性树脂被引入到注射模制机中,所述注射模制机在热和压力下使粒料熔融。在注射循环中,将熔融材料强力注射到具有特定期望腔形状的模腔中。注射的塑料在压力下保持在模腔中,并且随后冷却,然后作为凝固零件被移除,所述凝固零件具有非常类似于模具的腔形状的形状。单个模具可具有任何数量的单独的腔体,所述腔可通过将熔融树脂流引导到腔中的浇口连接到流道。典型的注射模制过程大体上包括四个基本操作:(1)在注射模制机中加热塑料,以使塑料在压力下流动;(2)将熔融的塑料注射到已关闭的限定在两个半模之间的一个或多个模腔中;(3)在压力下使塑料在一个或多个腔中冷却并硬化;和(4)打开半模并从模具顶出零件。
[0005]
在这些系统中,控制系统根据注射模式控制注射模制过程,所述注射模式定义一系列用于控制注射模制机的各个部件的参数的设定点值。举例来说,注射循环可由固定的和/或可变的熔体压力分布来驱动,由此控制器使用在喷嘴处感测的压力作为输入,用于确定施加到材料上的驱动力。
[0006]
模制条件的变化可显著影响熔融塑料材料的特性。作为实例,树脂批次之间的材料规格差异和环境条件的变化(例如温度或湿度的变化)可提高或降低熔融塑料材料的粘度。当熔融塑料材料的粘度变化时,模制零件的质量可受到影响。举例来说,如果熔融塑料材料的粘度增加,那么在填充后,由于需要较高的压力,模制零件可“压紧不足”或较不致密,以达到最佳零件质量。相反,如果熔融塑料材料的粘度降低,那么当将较薄的熔融塑料材料压入模腔的接缝中时,模制零件可经历溢料。此外,与原始材料混合的回收塑料可影响组合塑料材料的熔体流动指数(mfi)。两种材料的混合不一致还可在循环之间产生mfi变化。
[0007]
一些传统注射模制机不调节注射循环来考虑材料特性的这些变化。结果,这些注射模制可生产质量较低的零件,必须在质量控制检查期间将其移除,由此导致操作低效。此外,因为注射模制运行可包括数百个(如果不是数千个)注射循环,所以注射模制机的环境条件在运行的每个注射循环中可能不是恒定的。因此,即使注射循环在运行开始时被调适
成考虑环境因素,但是变化的环境条件仍可导致在运行后期实行的注射循环期间生产质量较低的零件。
[0008]
此外,依赖于基于固定的熔体压力模式的注射循环,注射循环可能不能够适当地注射具有变化特性的材料(例如,再研磨料、可生物降解和/或可再生材料)。另外,尽管一些系统可使用可调节的熔体压力模式,但是当材料规格(例如,粘度和零件密度)确实发生变化时,这些系统通常不能维持材料公差。结果,这些系统可生产尺寸不一致的零件,由此进一步增加了操作低效。
技术实现要素:
[0009]
在本发明范围内的实施例涉及控制注射模制机,以通过基于注射模制机的操作自动重新调谐注射模制机的控制参数来生产可重复地一致的零件。用于控制注射模制机的系统和方法包括首先获得注射模制机、模具和/或材料的模型以确定注射模制机的初始控制参数集合。举例来说,控制参数可包括用于比例积分微分(pid)控制器的熔体压力分布和/或增益值。在注射循环期间测量注射模制机的操作。当操作在预期的操作范围外时,自动调谐控制参数(例如,基于注射模制机的当前操作调节)。
[0010]
与在注射循环的运行的各个注射循环中的注射模制过程的传统固定控制相比,自动调谐控制参数可减少发生振荡的数量和/或减少发生的振荡的幅度。减少振荡改善注射模制机的性能与由注射循环定义的设定点匹配的紧密程度。自动调谐控制参数还使注射模制机达到稳态值,所述稳态值与注射循环定义的那些值匹配更紧密。结果,改善注射模制机生产模制零件的一致性。
[0011]
在各个实施例中,注射模制机的控制器能够可操作地连接到一个或多个传感器,所述传感器监测注射模制机的操作条件。举例来说,一个传感器可监测螺杆位置;另一个传感器可监测螺杆旋转的速度;再另一个传感器可监测模腔压力;并且又另一个传感器可监测热塑性材料或加热的机筒的温度。控制器可获得由一个或多个传感器产生的传感器数据,以确定注射模制机的操作是否在预期的操作范围内。
[0012]
在一些实施例中,控制器将单个参数与阈值比较。举例来说,过冲压力可超过阈值量,稳态压力的误差可超过阈值量,或注射模制机周围环境的湿度可已偏移超出阈值量。在附加或替代实施例中,控制器可组合传感器数据以产生与阈值比较的复合度量或评分。举例来说,可将传感器数据组合以确定指示熔融材料的粘度的度量。在一些实施例中,由其各自的模型指示的注射模制机、模具和/或熔融材料的特性中的一个或多也用于确定复合度量。
[0013]
在一些实施例中,应用一种或多种机器学习技术以确定复合度量和/或与所述复合值比较的阈值。举例来说,在一些实施方案中,监测多个不同注射模制机、模具和熔融材料的多个注射循环的性能。因此,此历史数据可用作训练机器学习算法的输入,以使在其各自模型中编译的注射模制机、模具和/或熔融材料的特性和其对测量的对根据注射循环控制的响应的影响相关。
[0014]
因此,控制器可确定以比常规可能的精度更高的精度来调节注射模制过程的控制参数的需要。而且,当与依赖于人工监测注射模制机的传统注射模制系统相比较时,本发明技术使得能够基于超出能够人工观察的那些关系的关系来确定调节控制参数的需要。
[0015]
另外,当遵循相同的注射模式时,不同的注射模制机、模具和/或热塑性材料可呈现不同的性能特性。举例来说,一些注射模制机可比其它注射模制机更频繁地使用。因此,根据由磨损引起特定影响,在注射模制机中的移动零件可呈现更高或更低抵抗力。作为另一个实例,不同的注射模制机可由不同的公司使用不同的方法制造。这些差异可通过注射模制机的模型量化和表示。
[0016]
在一些实施例中,模具也可被建模。模具的模型可包括与通过注射模制机实行的历史注射循环相关联的数据。举例来说,数据可包括实行模制循环的注射模制机的标识符、在模制循环的过程内感测的多个注射压力或注射速度值,或当实行模制循环时注射模制机的其它特性。
[0017]
在一些其它实施例中,熔融材料也可被建模。熔融材料的模型可包括与材料关联的mfi和/或在熔融材料mfi和再磨研料与未使用的熔融材料的比之间的相关性。
[0018]
在各个实施例中,控制器还可操作地连接到模型数据库,所述数据库存储表示注射模制机、模具和/或熔融材料的模型。控制器可获得与相关注射模制机、模具和/或熔融材料对应的模型。除了从一个或多个传感器获得的传感器数据之外,当自动确定对一个或多个控制参数的调谐调节时,控制器可分析注射模制机的模型。
[0019]
分析注射模制机、模具和/或熔融材料的模型以确定复合评分和/或调节控制参数,通过对特定的操作设备定制控制,进一步减少在设定点模式和所显示响应之间的误差。因此,提高模制产品的一致性,由此使得能够生产可达到比使用传统技术可达到的更紧的公差。
附图说明
[0020]
尽管本说明书通过特别指出并明确要求保护被视为本发明的主题的权利要求书作出结论,但相信通过以下结合附图的描述将更全面地理解本发明。为了更清楚地示出其它元件的目的,可通过省略选择的元件来简化一些附图。在一些图中这样省略元件未必指示特定元件在任何示例性实施例中存在或不存在,除非可能在相应文字描述中明确如此描绘。所有附图都不一定按比例绘制。举例来说,在附图中元件中的一些的尺寸和/或相对定位可相对于其它元件放大以有助于改善对本发明的各个实施例的理解。
[0021]
图1a说明根据本公开的各种实施例具有联接的到其上的控制器的实例注射模制机的示意图;
[0022]
图1b说明根据本公开的各种实施例具有联接的到其上的控制器和pid控制器的实例注射模制机的示意图;
[0023]
图2a说明通过根据本公开的构造的注射模制机实行的注射循环的在设定点压力值和感测的压力值之间的比较绘图;
[0024]
图2b说明图2a的比较绘图的特定方面;
[0025]
图3说明操作参数度量和注射循环的运行的注射循环指数的比较绘图;和
[0026]
图4说明用于自动调谐注射模制过程的控制参数的示例性方法。
具体实施方式
[0027]
详细地参考附图,图1a说明用于大批量生产热塑性零件(例如,101级或30级注射
模具,或“超高生产率模具”),尤其但不必须是l/t比为100或更大的薄壁零件的示例性注射模制机10。注射模制机10大体上包括注射系统12和夹紧系统14。热塑性材料可热塑性粒料16的形式引入注射系统12。可将热塑性粒料16放入料斗18中,料斗18将热塑性粒料16进料到注射系统12的加热机筒20中。热塑性粒料16在被进料到加热机筒20之后,可通过柱塞(如往复式螺杆22)被驱动到加热机筒20的端部。加热机筒20的加热和通过往复式螺杆22的热塑性粒料16的压缩使热塑性粒料16熔融,以形成熔融的热塑性材料24。熔融的热塑性材料通常在约130℃到约410℃的温度下加工。
[0028]
往复式螺杆22迫使熔融的热塑性材料24朝向喷嘴26以形成热塑性材料的射入,热塑性材料24将经由一个或多个浇口注射到模具28的一个或多个模腔32中。熔融的热塑性材料24可通过浇口30注射,所述浇口30将熔融的热塑性材料24的流动引导到模腔32。在其它实施例中,喷嘴26可通过进料系统(未示出)与一个或多个浇口30分开。模腔32在模具28的第一和第二模具侧25、27之间形成,并且第一和第二模具侧25、27通过压力机或夹紧单元34在压力下保持在一起。压力机或夹紧单元34在模制过程期间施用夹紧力,所述夹紧力大于用于分离两个半模25、27的注射压力施加的力,从而将第一和第二模具侧25、27保持在一起,同时熔融的热塑性材料24被注射到模腔32中。在典型的高可变压力注射模制机中,按压通常施加30,000psi或更大,因为夹紧力与注射压力直接相关。为了支撑这些夹紧力,夹紧系统14可包括模框和模座。
[0029]
一旦将射入的熔融的热塑性材料24注射到一个或多个模腔32中,往复式螺杆22停止向前行进。熔融的热塑性材料24采用模腔32的形式,并且熔融的热塑性材料24在模具28内冷却,直到热塑性材料24凝固。一旦热塑性材料24已经凝固,压力机34释放第一和第二模具侧25、27,第一和第二模具侧25、27彼此分开,并且成品零件可从模具28顶出。模具28可包括多个模腔32以提高整体生产率。多个模腔的腔的形状可彼此相同、相似或不同。(后者可被认为是模腔家族)。
[0030]
控制器50通信地连接到注射模制机10,并且被配置为实行存储在非暂时性存储器中的一组计算机可读指令,以使注射模制机10实行注射循环(即,上述注射模制过程)。为了实行注射循环,控制器50可实施注射模式,所述喷射模式包括形成注射模式的控制参数的一个或多个设定点值。在一些实施例中,注射模式定义基本恒定的压力分布。当然,注射模式可定义其它压力分布(例如,传统的高压注射模制过程)。
[0031]
控制器50还通信地联接到一个或多个传感器52,如所说明的喷嘴传感器,以测量注射模制机10的操作。尽管图1a仅描绘喷嘴传感器和螺杆位置传感器,但是应了解,控制器50可监测由任何数量的传感器52产生的数据。在各个实施例中,传感器52可包括被配置成监测注射模制机10的操作的任何数量的温度传感器、压力传感器、速度传感器和/或位置传感器。此外,传感器52可包括监测注射模制机10周围的环境的传感器。举例来说,传感器52可包括湿度传感器、温度传感器、高度传感器、气压计和/或地震检波器。
[0032]
根据公开的实施例,控制器50还可操作地连接到模型数据库66,所述模型数据库66存储指示注射模制机10、模具28和/或熔融热塑性材料24(或在一些实施例中,在料斗16中的热塑性粒料18)的特性的模型。举例来说,注射模制机10的模型可指示注射模制机10的一个或多个部件的抵抗力、使用注射模制机10实行的注射循环的数量、通过注射模制机10引入的一个或多个过程变量的已知误差、注射模制机10的吹扫罐压力,和/或注射模制机10
的冒口压力。作为另一个实例,模具28的模型可指示模具28的模具壁的抵抗力、使用模具28实行的注射循环的数量,和/或制成模具28的材料。作为又另一个实例,熔融热塑性材料24的模型可指示mfi和/或指示基于引入到料斗18的再磨研料的量mfi如何让变化的因子。尽管图1a将模型数据库66描绘为单个实体,但是在一些实施例中,可使用任何数量的数据库实体将模型数据库66可分成冗余或使其冗余。填充模型数据库66的数据可存储在非暂时性计算机可读数据存储介质上,如读取/写入数据存储介质,其与注射模制机10的一个或多个部件、模具28和/或含有热塑性材料24的热塑性粒料18储存容器或袋相关联
[0033]
在实行注射循环的运行之前,控制器50可获得和分析注射模制机10、模具28和/或熔融热塑性材料24的模型,以设定注射模制机的一个或多个控制参数的初始值。举例来说,控制参数可与部件设定点模式相关联,所述模式定义在注射循环的过程内的特定控制参数的一系列设定点值(如熔融压力、注射速度、通过夹紧单元34施加的保持压力和/或螺杆22的位置)。控制参数还可包括在整个注射循环中基本恒定的参数(如,加热的机筒20的温度)。另外地或可替代地,控制器50可分析任何环境传感器52,以设定一个或多个控制参数的初始值。
[0034]
在一些实施例中,控制器50通过将模型数据和/或传感器数据输入到机器学习模型中来确定初始值。在这些实施例中,机器学习模型可在使用相同或其它注射模制机、模具和/或材料实行的先前注射循环的历史数据上训练。基于在模型数据和/或传感器数据之间的训练的关系,机器学习模型可产生一组初始值,所述初始值最小化在注射模制机10的预期操作和由注射循环指示的注射模式之间的误差和/或生产更一致的模制零件。
[0035]
在图1b中所说明的实施例中,控制器50还可操作地连接到比例积分微分(pid)控制器60。在这些实施例中,pid控制器60被配置成控制注射模制过程的特定控制参数。在操作中,pid控制器60经由加法器或比较器55将控制参数的一个或多个设定点值58(如在注射模式中包括的目标设定点值)与控制参数的测量值比较。举例来说,pid控制器60可被配置成控制注射压力或注射速度。因此,传感器52中的一个可被配置成监测注射压力或注射速度。在一些实施例中,传感器数据直接传送到比较器55。在其它实施例中,传感器数据传达到控制器50和/或pid控制器60,其将传感器数据路由到比较器55。
[0036]
在控制器50确定注射模制过程的控制参数的初始值之后,控制器50实行注射循环的运行(即,一系列使用注射模制机10依次实行的注射循环)。如本文所描述,在运行的过程中,注射模制机10的操作改变。举例来说,熔融材料24的粘度可改变,环境温度可改变,或痕量的熔融材料24可沉积在模具28上。结果,初始值可能不再是用于经由初始注射模式操作注射模制机10的最佳值。因此,在运行的每个注射循环之后,控制器50可被配置成分析先前注射循环的操作参数,以自动确定是否应调节(例如“自动调谐”)注射模制过程的控制参数。
[0037]
参考图2a,说明在由注射模制机10实行的注射循环的设定点熔体压力值102(例如,熔体压力控制参数)和感测的熔体压力值104(例如,测量的操作参数)之间的比较绘图。应了解,尽管所说明的绘图基于基本上恒定的压力分布,但是所公开的技术可应用到任何合适的压力分布。在实施基本上恒定的压力分布的实施例中,感测的熔体压力值104可由传感器52的喷嘴传感器产生,并且在注射循环的实行期间传送到控制器50。在注射循环的初始阶段,压力快速增加到设定点值(设定点p
填充
)。在填充阶段,随着模腔32被填充,压力保持
在稳态压力值。当熔融材料24接近模腔32的端部时,压力减小到第二较低的设定点值(设定点p
保持
)。在压紧和保持阶段,随着在模腔32中的熔融材料24冷却,压力保持在稳态压力值。在材料24冷却之后,打开模具28,从模腔32顶出模制零件。
[0038]
然而,如所说明,感测的熔体压力值104与设定点压力值102不匹配。因此,在一些实施例中,控制器50被配置成分析这些差异以确定调节控制参数的需要。举例来说,控制器50可确定指示设定点p填充和测量的p填充之间的差异或设定点p
保持
和测量的p
保持
之间的差异的度量。作为另一个实例,控制器50可确定指示在设定点压力值102和感测的压力值104之间的误差103的总量的度量。
[0039]
根据本公开的方面,当注射模制机10呈现阶跃响应(如由设定点值102指示的阶跃响应)时,感测的压力值104不立即达到稳态值102。相反,如图2b中所说明,响应过冲稳态值102并且呈现减小的振荡的误差直到达到稳态值。因此,尽管图2a说明在没有过冲的情况下的感测的压力曲线104,但是感测的压力曲线实际上呈现由如图2b所示的压力曲线105指示的振荡误差。与压力曲线105的阶跃响应相关联的过冲压力和设定点102之间的差异被称作“p
过冲”。类似地,当控制器50补偿过冲压力时,压力曲线105再次超过设定点值102。压力曲线105超过设定点102的量之间的差异被称作“p
下冲”。因此,在一些实施例中,控制器可被配置成确定基于p
过冲
或p
下冲
值的度量以确定调节控制参数的需要。
[0040]
应了解,图2a和2b仅说明一些实例操作参数,其可通过控制器50分析以确定调节控制参数的需要。在各个实施例中,控制器50可分析其它操作参数(如注射速度、螺杆位置、夹紧压力等)以确定调节控制参数的需要。
[0041]
不管特定的操作参数如何,控制器50都可将操作参数的值与阈值比较,以确定调节控制参数的需要。参考图3,说明操作参数度量和注射循环的运行的注射循环指数的比较绘图。操作参数度量值114(说明为“x”)表示在运行的每个注射循环期间的操作参数的值。控制器50已定义期望的操作范围,其包括上限阈值112a和下限阈值112b。因此,控制器50可检测度量的值何时超过阈值112a(如值114b所说明)。作为响应控制器50自动调谐控制参数。结果,如所说明,下一个值114在阈值112a和112b内。
[0042]
应了解,术语“超过阈值”不一定是指操作参数超过预期的操作的上限,如阈值112a。在其他情况下,控制器50可基于度量超过下限阈值112b的来确定调节控制参数的需要。
[0043]
图4说明用于自动调谐注射模制过程的控制参数的示例性方法200。方法200可由可操作地连接到图1a或1b的注射模制机10的控制器50执行。
[0044]
实例方法200开始于控制器50分析注射模制10、模具28和熔融材料24中的至少一个的模型以确定注射模制机10的一个或多个控制参数的初始值(框202)。如上文所描述,控制器50可从模型数据库66获得模型。除了在模型中包括的任何数据之外,控制器50还可分析由传感器52产生的数据,所述传感器52包括被配置成感测与注射模制机10相关联的环境条件的传感器。在一些实施例中,控制器50利用模型数据(和任何传感器数据)作为机器学习算法的输入,以产生一个或多个控制参数的初始值。
[0045]
在框204,控制器50在注射模制机10处实行注射循环的运行。在运行的每个注射循环期间,注射模制机10根据注射模式将熔融材料24注射到模具28的腔32中。注射模式可定义一个或多个控制参数的一个或多个设定点模式。举例来说,注射模式可定义用于熔融压
力、螺杆位置、螺杆速度、保持或夹紧压力等的设定点模式。
[0046]
在框206,控制器50在注射循环的运行的特定注射循环期间测量注射模制机10的操作。在一些实施例中,在控制器50完成控制注射模制机10实行特定注射循环之后,控制器50测量注射模制机50的操作。为了测量注射模制机10的操作,控制器50可获得由传感器52感测的数据,所述传感器52被配置成监测注射模制过程的各种条件。
[0047]
在框208,控制器50确定一个或多个操作参数超过阈值。操作参数可包括稳态误差、过冲压力、下冲压力、环境参数等。因此,控制器50可将特定操作参数的值与阈值比较。在一些实施例中,阈值可指示熔融材料24的粘度和/或模制零件重量(其可用作零件与零件一致性的指示)在预期的操作范围外。
[0048]
另外地或可替代地,控制器50可组合操作参数中的两个或更多个以产生复合度量。在一些实施例中,控制器50为各个操作参数分配权重或加权函数以将操作参数组合成复合度量。举例来说,权重或加权函数可指示特定操作参数影响熔融材料24的粘度和/或模制零件重量的量。因此,在这些实施例中,控制器50复合度量与阈值比较。
[0049]
在一些实施例中,控制器50应用机器学习算法以确定复合度量。更具体地,控制器50可应用机器学习技术以确定组合成复合度量的操作参数的权重和/或加权函数。在一些实施例中,确定用于开发复合度量的权重的机器学习模型可为与用于确定初始控制值的模型不同的机器学习模型。在这些实施例中,尽管机器学习模型可基于在使用相同或不同注射模制机、模具和/或熔融材料实行的先前注射循环期间收集的数据训练,但是确定与操作参数相关联的权重的机器学习模型可被配置成确定自动调谐控制参数的需要,但不一定调谐到的控制参数的特定值。在其它实施例中,相同的机器学习模型确定权重或加权函数以组合操作参数以产生复合度量以及调谐到的控制参数的值。
[0050]
在框210,一旦确定一个或多个操作参数超过阈值,控制器50就调节注射循环的运行的后续注射循环的一个或多个控制参数。在一些实施例中,控制器50调节用于形成注射模式的控制参数的一个或多个设定点模式。在如图1b中所说明包括可操作地连接到注射模制机10的pid控制器60的实施例中,控制器50可调节pid控制器60的增益中的一个或多个。为此目的,pid控制器60可包括一个或多个接口以接收配置比例、积分和/或微分增益的命令。接口可包括应用层接口(如应用程序编程接口(api))和通信接口(如有线或无线通信链路)。控制器50可产生以由pid控制器60的api限定的格式调节比例、积分和/或微分增益的命令并且经由有线或无线通信链路将命令传输到pid控制器60。
[0051]
在一些实施例中,控制器50应用机器学习算法确定对控制参数的调节。举例来说,控制器50可利用用于产生控制参数的初始值的机器学习算法确定调节。如上文所描述,注射模制机10的环境和/或操作在运行的整个过程中变化。因此,当控制器50利用更新的操作数据集合作为输入时,机器学习算法可产生不同的控制参数值集合。控制器50可分析控制参数值的此输出集合以确定对一个或多个控制参数的调节。结果,当控制器50控制注射模制机10实行后续注射循环时,改善模制部件的一致性。
[0052]
应了解,运行可包括操作参数可继续改变的足够数量的注射循环,由此使注射模制机10的操作在预期的操作范围外。因此,控制器50可被配置成在运行的每个后续注射循环之后实行与框206到210相关联的动作。
[0053]
应理解,术语“控制参数”大体上是指通过控制器控制的注射模制过程的输入,并
且术语“操作参数”大体上是指在操作期间注射模制过程的测量特性。在一些实施例中,注射模制过程的相同特性可为控制参数和操作参数。举例来说,熔体压力可与控制参数(例如,设定点值或注射模式)和操作参数(例如,经由物理或虚拟传感器感测的压力值)相关联。
[0054]
所属领域的技术人员将认识到,在不脱离本发明的范围的情况下,可关于上文所描述的实施例作出各种修改、改变和组合,并且这类修改、改变和组合被视为在本发明概念的范围内。
[0055]
在本专利申请的末尾的专利权利要求并不旨在根据35u.s.c.
§
112(f)解释,除非传统装置加功能措辞明确地叙述,如“用于
……
装置”或“用于
……
的步骤”措辞明确在一项或多项权利要求中叙述。本文所描述的系统和方法涉及计算机功能的改善,并且改善传统计算机的功能。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips