
 商标分类
商标分类  商标转让
商标转让 
一种镜片注塑自动化设备及其控制方法与流程
 2021-02-22 21:02:33|
2021-02-22 21:02:33| 404|
404| 起点商标网
起点商标网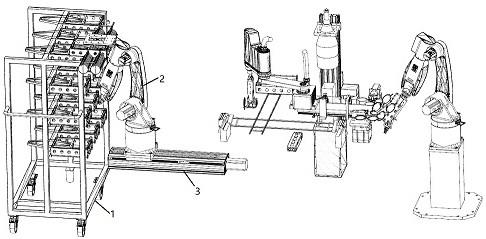
[0001]
本发明属于镜片注塑技术领域,尤其涉及一种镜片注塑自动化设备及其控制方法。
背景技术:
[0002]
目前:在光学领域我们通常会用到注塑镜片,由塑料颗粒通过注塑机经由模具注塑成型。通常一个镜片模具包含多个模穴,一次注塑可成型多个镜片。镜片之间有分支和水口连接在一起。注塑完成后,连接在一起的镜片需要每个单独从水口上剪切下来,以便后续的工艺生产。而且每一个镜片,都需要进行检查,确保镜片完整无瑕疵。检查好的镜片,需要统一挂置在相应的治具上,进行后续的批量处理。现有的镜片注塑设备自动化程度较低,主要依靠人工来进行操作。包括人工剪水口,人工检查镜片,人工挂置镜片等。劳动量大,效率低下,而且容易出错。人工剪水口时可能导致镜片划伤,人工用肉眼检查镜片时,会有误判漏判现象,极大影响了后续产品的良率,造成极大的财产损失。
[0003]
通过上述分析,现有技术存在的问题及缺陷为:现有的镜片注塑设备自动化程度较低,效率低下,容易出错,通过人工用肉眼检查镜片时,会有误判漏判现象,极大影响了后续产品的良率,造成极大的财产损失。
[0004]
解决以上问题及缺陷的难度为:镜片的规格和尺寸多样,镜片和水口连接的距离和位置也不同。要想实现自动切水口,就无法用一套相同的模具进行水口冲切。而且水口连接部分的空间很小,也无法用气剪实现。
[0005]
要对每一个镜片都进行品检,镜片透明度高,要求检测的瑕疵精度也高,而镜片带有弧度,常用的视觉检测手段很难满足要求。
[0006]
当前镜片生产的这些环节还是极大的依赖人工来实现,市场上还没有一套相关的设备可以完成上述镜片工序的自动化。
技术实现要素:
[0007]
针对现有技术存在的问题,本发明提供了一种镜片注塑自动化设备及其控制方法。
[0008]
本发明是这样实现的,一种镜片注塑自动化设备设置有:框体;所述框体设置在注塑机侧面,所述框体和注塑机之间设置有注塑机器人,所述注塑机器人用于在注塑机中取出镜片,并且重新定位镜片;所述框体内部设置有:注塑机器人,设置在注塑机侧面,用于在注塑机中取出镜片,并且重新定位镜片;切水口机构,用于对镜片进行精确夹取,并对多个镜片中间连接处进行切除水口;除尘模块,用于通过除尘装置对镜片进行除尘;
检测模块,用于通过品检机构对镜片进行瑕疵检测;插片机器人,用于对取走品检好的镜片,并调整好姿态移动到插片框位置,依次进行插片;取框模块,用于通过取框机器人将装满的插片框放置到进料推车上,并取一个新的空框继续插片。
[0009]
进一步,所述注塑机器人为六轴机器人,所述六轴机器人上端通过螺栓连接有翻转装置和气动夹爪组件。
[0010]
进一步,所述切水口机构包括伺服组件和热冲切组件,所述热冲切组件通过螺栓固定在伺服组件上端。
[0011]
进一步,所述热冲切组件和伺服组件之间通过螺栓固定有冲切隔热板。
[0012]
进一步,所述品检机构包括光学系统和工控机。
[0013]
进一步,所述插片机器人为四轴scara机器人,所述四轴scara机器人末端工装带有翻转和夹爪。
[0014]
进一步,所述取框模块包括取框机器人、导轨和进料推车,所述取框机器人下端滑动设置在导轨上端,所述进料推车设置在导轨外端一侧。
[0015]
本发明的另一目的在于提供一种镜片注塑自动化设备的控制方法,所述镜片注塑自动化设备的控制方法包括:步骤一,当开启注塑机并按下启动按钮,设备通过和注塑机通讯获得注塑完成和开模信号;步骤二,注塑机器人伸入到注塑机中取出镜片,并且重新定位镜片,然后移动到切水口位置;步骤三,切水口机构对镜片进行精确夹取,由伺服组件或热冲切刀切除水口,剪切后的镜片被移送到除尘工位进行除尘;步骤四,镜片经过除尘后,送到检测机构进行瑕疵检测,检测完成,镜片被送到插片工位;步骤五,插片机器人依次取走品检好的镜片,并调整好姿态移动到插片框位置,依次进行插片;步骤六,镜片插满一框后,取框机器人将该插片框放置到推车上,并取一个新的空框继续插片。
[0016]
进一步,步骤二中,所述镜片为一出四模型。
[0017]
进一步,步骤三中,切除水口时的水口料头由注塑机器人取走丢弃。
[0018]
结合上述的所有技术方案,本发明所具备的优点及积极效果为:本发明配合单台注塑机,实现注塑机取片、自动取膜、贴膜、自动切水口、自动品检、自动插片、自动上下料框等功能。
[0019]
本发明适配立式卧式等所有类型及吨位的注塑机,能够和注塑机配合,快速精准从注塑机中自动取出镜片。对于偏光镜片,还能够完成自动送膜、取膜、贴膜功能。
[0020]
本发明能把取出的镜片自动切除水口。对于普通镜片,设备不需更换任何配件只需选择程序,就可以适用于1出4、1出6、1出8等不同外径、不同弯度、不同排列的镜片。对于不同规格的偏光镜片,需要更换切刀组件。
[0021]
本发明能够实现瑕疵自动检测。可根据不同的镜片需求,设置对应的参数,就可以实现瑕疵检测分拣。
[0022]
本发明能够实现全自动插片,插片速度约3秒/片。可适配两种不同的插片框。
[0023]
本发明能够配合推车实现插片框的自动上下料,一个推车可放置10-12个插片框,通过6轴机械人完成精确的上下料框。
[0024]
附图说明
[0025]
为了更清楚地说明本申请实施例的技术方案,下面将对本申请实施例中所需要使用的附图做简单的介绍,显而易见地,下面所描述的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下还可以根据这些附图获得其他的附图。
[0026]
图1是本发明实施例提供的镜片注塑自动化设备的结构示意图;图2是本发明实施例提供的框体的结构示意图;图3是本发明实施例提供的翻转装置的结构示意图;图4是本发明实施例提供的切水口机构的结构示意图;图中:1、进料推车;2、取框机器人;3、导轨;4、框体;5、注塑机器人;6、注塑机;7、翻转装置;8、气动夹爪组件;9、伺服组件;10、热冲切组件;11、冲切隔热板。
[0027]
图5是本发明实施例提供的镜片注塑自动化设备的控制方法流程图。
[0028]
图6是本发明实施例提供的切水口前的镜片的结构示意图;图7是本发明实施例提供的切水口后的镜片的结构示意图;
具体实施方式
[0029]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0030]
针对现有技术存在的问题,本发明提供了一种镜片注塑自动化设备及其控制方法,下面结合附图对本发明作详细的描述。
[0031]
如图1和图2所示,本发明实施例提供过的镜片注塑自动化设备中的框体4和注塑机器人5设置在注塑机6侧面,框体内部设置有切水口机构、除尘模块、检测模块、插片机器人和取框模块。
[0032]
注塑机器人为六轴机器人,六轴机器人上端通过螺栓连接有翻转装置7和气动夹爪组件8,如图3所示。
[0033]
如图4所示,切水口机构包括伺服组件9和热冲切组件10,热冲切组件10通过螺栓固定在伺服组件9上端。热冲切组件10和伺服组件9之间通过螺栓固定有冲切隔热板11。
[0034]
进一步,品检机构包括光学系统和工控机。
[0035]
进一步,插片机器人为四轴scara机器人,四轴scara机器人末端工装带有翻转和夹爪。
[0036]
进一步,取框模块包括取框机器人、导轨和进料推车,取框机器人下端滑动设置在
导轨上端,进料推车设置在导轨外端一侧。
[0037]
具体目标参数如下:1.对象:注塑机生产的太阳镜片;2.功能:实现注塑机取片、贴膜、切水口、品检、插片、自动上下料框等功能;3.效率:3~5秒/片;4.良率:大于95%;(不包含注塑本身产生的不良)5.时长:设备可24小时不间断运行;6.操作:1个工人可看管10-15台机;设备参数:1.外形尺寸:长*宽*高=3.8*1.1*1.8(米)说明:此外形尺寸为大概尺寸,具体大小最终以实物为准;2.耗电量:6kw说明:将设备的工作速度调至最快,所有动力部件打开,设备的平均功率约为6kw。
[0038]
3.耗气量:60l/min说明:此耗气量为平均耗气量,会根据使用情况的变化而不同;4.噪声:50db说明:此为在安装平稳条件下的正常工作平均噪声,噪声主要来源为吹气除尘;如图5所示,本发明实施例提供的镜片注塑自动化设备的控制方法包括:s101,当开启注塑机并按下启动按钮,设备通过和注塑机通讯获得注塑完成和开模信号;s102,注塑机器人伸入到注塑机中取出镜片,并且重新定位镜片,然后移动到切水口位置;s103,切水口机构对镜片进行精确夹取,由伺服组件或热冲切刀切除水口,剪切后的镜片被移送到除尘工位进行除尘;s104,镜片经过除尘后,送到检测机构进行瑕疵检测,检测完成,镜片被送到插片工位;s105,插片机器人依次取走品检好的镜片,并调整好姿态移动到插片框位置,依次进行插片;s106,镜片插满一框后,取框机器人将该插片框放置到推车上,并取一个新的空框继续插片。
[0039]
本发明实施例中的步骤s102中,镜片为一出四模型。如图6所示,为镜片切水口之前的结构示意图,图7为切水口后的镜片结构示意图。
[0040]
本发明实施例中的步骤s103中,切除水口时的水口料头由注塑机器人取走丢弃。
[0041]
设备上电后,先将空的插片框推车推到设备指定位置,一个推车可放置多个插片框。设备感应到推车,6轴搬运机械手启动,从推车上按序取走料框并放置到翻转定位机构,将框重新定位并翻转。
[0042]
操作员在触摸屏上选择好镜片模具型号,整个设备以及机器人都会按照设定好的程序动作。当开启注塑机并按下启动按钮,设备通过和注塑机通讯获得注塑完成和开模信号,然后机器人伸入到注塑机中取出镜片,并且重新定位镜片,然后移动到切水口位置。
[0043]
切水口机构对镜片进行精确夹取,由伺服组件或热冲切刀切除水口,剪切后的镜
片被移送到除尘工位。水口料头由注塑机器人取走丢弃。
[0044]
镜片经过除尘后,送到检测机构进行瑕疵检测。检测完成,镜片被送到插片工位。插片机器人依次取走品检好的镜片,并调整好姿态移动到插片框位置,依次进行插片。镜片插满一框后,取框机器人2将该插片框放置到推车上,并取一个新的空框继续插片。
[0045]
在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0046]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips