
 商标分类
商标分类  商标转让
商标转让 
一种热塑性预浸料成型复合材料制品的制造方法与流程
 2021-02-22 20:02:37|
2021-02-22 20:02:37| 278|
278| 起点商标网
起点商标网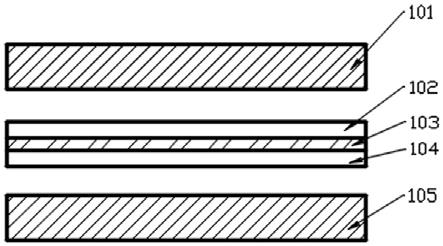
[0001]
本发明属于热塑性预浸料成型复合材料成型技术领域,具体涉及一种热塑性预浸料成型复合材料制品的制造方法。
背景技术:
[0002]
随着我国复合材料事业的不断发展,越来越多的复合材料制品被广泛应用于建材、体育、汽车、航空航天等各行各业。由于传统的热固性复合材料本身具有不溶、不熔的特性,几乎无法二次成型,并且热固性制品破坏很难修复,废品不可回收,长期大量使用会对环境造成极大隐患。近年来,随着热塑性材料成型技术的不断发展,热塑性复合材料的年用量已经超越了热固性复合材料。
[0003]
相比于传统的热固性复合材料,热塑性复合材料具有加热可熔融的特性,能够在高温下成为粘流状态,重新获得加工性能;而在温度降低时,材料又重新固化,获得使用性能。基于此,热塑性材料具有良好的二次成型性能,并且热塑性制品能够进行熔融连接、修复,废品可回收利用,是一种环保材料。伴随许多高性能的热塑性材料不断被开发,热固性材料相对于热塑性材料的性能优势也在逐渐削弱,而且热塑性材料成型快、成型方式多样化,更适用于自动化生产。
[0004]
当前,热塑性预浸料的成型方式普遍还是使用一组模具,将模具先加热后冷却,这种方法成型效率低,能源消耗较大。或者是利用多套设备,将每一组工序单独处理,这种方法设备成本较高。
技术实现要素:
[0005]
为了解决上述技术问题,本发明提供一种操作方便、成本低的热塑性预浸料成型复合材料制品的制造方法,它生产效率高,耗能低,能降低热塑性预浸料成型复合材料制品的价格。
[0006]
本发明采用的技术方案是:一种热塑性预浸料成型复合材料制品的制造方法,包括如下步骤:1)将热塑性预浸料按设计形状进行裁剪,并且按照铺层设计方案进行叠放;2)将铺层叠放好的材料进行超声点焊形成毛坯,并对毛坯定型;3)将毛坯夹放在两块钢板之间,然后一起送入成型设备的加热模具,对毛坯进行加热处理;4)将毛坯从钢板间取出,放入成型设备的低温模具内,然后模具闭合,进行成型固化;5)将成型固化得到的半成品进一步进行轮廓修整和表面处理,制得成品。
[0007]
6)将产品进行检验,合格后包装入库。
[0008]
上述的热塑性预浸料成型复合材料制品的制造方法中,步骤3)、4)中的成型设备包括加热模具和低温模具,所述的加热模具包括高温模板和平面模板,高温模板和平面模板平行设置;高温模板内设有加热器;所述的低温模具包括低温模板及成型模板;所述的成
型模板和平面模板固定安装在隔热板的底面和顶面上;高温模板位于平面模板上方,低温模板位于成型模板下方。
[0009]
上述的热塑性预浸料成型复合材料制品的制造方法中,步骤2)中,对毛坯定型时,将毛坯装入真空袋内,然后对真空袋抽真空,实现毛坯定型。
[0010]
上述的热塑性预浸料成型复合材料制品的制造方法中,步骤3)中对毛坯进行加热处理时,加热温度为230-400℃,加热时间为2-5min。
[0011]
上述的热塑性预浸料成型复合材料制品的制造方法中,步骤4)中低温模具内温度为80-200℃,合模时间为5-8min。
[0012]
与现有技术相比,本发明的有益效果是:本发明采用集成加热模具和低温模具的成型设备进行制造,简化了生产工序,降低了生产成本;而且本发明的成型设备的加热模具和低温模具通过隔热板隔开,能独立保持恒温,设备不需要频繁的进行升温降温操作,从而降低了功耗。
附图说明
[0013]
图1是本发明采用的成型设备的结构示意图。
[0014]
图2是本发明实施例1生产的c型件产品的结构图。
[0015]
图3是本发明实施例2生产的l型件产品的结构图。
[0016]
图4是本发明实施例1生产的弧面板产品的结构图。
具体实施方式
[0017]
下面结合附图和实施例对本发明做进一步的说明如图1所示,本发明采用的成型设备包括加热模具和低温模具,所述的加热模具包括高温模板101和平面模板102,高温模板101和平面模板102平行设置;高温模板内设有加热器;所述的低温模具包括低温模板105及成型模板104;所述的成型模板104和平面模板102固定安装在隔热板103的底面和顶面上;高温模板101位于平面模板102上方,低温模板105位于成型模板104下方,该设备可以通过改变成型模板104和低温模板105中间的型腔来成型不同的产品。
[0018]
实施例1以聚醚醚酮制造图2所示的c型件为例,其包括如下步骤:(1)裁剪、叠放:将聚醚醚酮单向预浸料按设计形状(方形)进行裁剪,得到16层预浸布,并且按照铺层设计方案[452/90/-452/90/02]
s
进行叠放。
[0019]
(2)平面毛坯制作:将铺层叠放好的材料进行超声点焊形成毛坯,并将毛坯装入真空袋内,然后对真空袋抽真空,实现毛坯定型。
[0020]
(3)加热处理:将毛坯夹放在两块钢板之间,然后一起送入成型设备的加热模具,对毛坯进行加热处理,加热温度为350-400℃,加热时间为2-5min。
[0021]
(4)低温成型:将毛坯从钢板间取出,放入成型设备的低温模具内,然后模具闭合,进行成型固化,低温模具内温度为150-200℃,合模时间为5-8min。
[0022]
(5)制品修整:将成型固化得到的半成品进一步进行轮廓修整和表面处理,制得成品,如图2所示。
[0023]
(6)检验入库:将产品进行检验,合格后包装入库。
[0024]
实施例2以聚苯硫醚制造图3所示的l型件为例,其包括如下步骤:(1)裁剪、叠放:将聚苯硫醚单向预浸料按按设计形状(方形)进行裁剪,得到12层预浸布,并且按照铺层设计方案[45/90/-45/90/02]
s
进行叠放。
[0025]
(2)平面毛坯制作:将铺层叠放好的材料进行超声点焊形成毛坯,并将毛坯装入真空袋内,然后对真空袋抽真空,实现毛坯定型。
[0026]
(3)加热处理:将毛坯夹放在两块钢板之间,然后一起送入成型设备的加热模具,对毛坯进行加热处理,加热温度为300-350℃,加热时间为2-5min。
[0027]
(4)低温成型:将毛坯从钢板间取出,放入成型设备的低温模具内,然后模具闭合,进行成型固化,低温模具内温度为100-150℃,合模时间为5-8min。
[0028]
(5)制品修整:将成型固化得到的半成品进一步进行轮廓修整和表面处理,制得成品,如图3所示。
[0029]
(6)检验入库:将产品进行检验,合格后包装入库。
[0030]
实施例3以尼龙6制造图4所示的弧面板为例,其包括如下步骤:(1)裁剪、叠放:将尼龙6单向预浸料按按设计形状(方形)进行裁剪,得到12层预浸布,并且按照铺层设计方案[45/0/-45/902/0]
s
进行叠放。
[0031]
(2)平面毛坯制作:将铺层叠放好的材料进行超声点焊形成毛坯,并将毛坯装入真空袋内,然后对真空袋抽真空,实现毛坯定型。
[0032]
(3)加热处理:将毛坯夹放在两块钢板之间,然后一起送入成型设备的加热模具,对毛坯进行加热处理,加热温度为230-280℃,加热时间为2-5min。
[0033]
(4)低温成型:将毛坯从钢板间取出,放入成型设备的低温模具内,然后模具闭合,进行成型固化,低温模具内温度为80-130℃,合模时间为5-8min。
[0034]
(5)制品修整:将成型固化得到的半成品进一步进行轮廓修整和表面处理,制得成品,如图4所示。
[0035]
(6)检验入库:将产品进行检验,合格后包装入库。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 复合材料

 热门咨询
热门咨询




tips