
 商标分类
商标分类  商标转让
商标转让 
用于检查容器的设备及具有该设备的吹塑成型机的制作方法
 2021-02-22 18:02:11|
2021-02-22 18:02:11| 281|
281| 起点商标网
起点商标网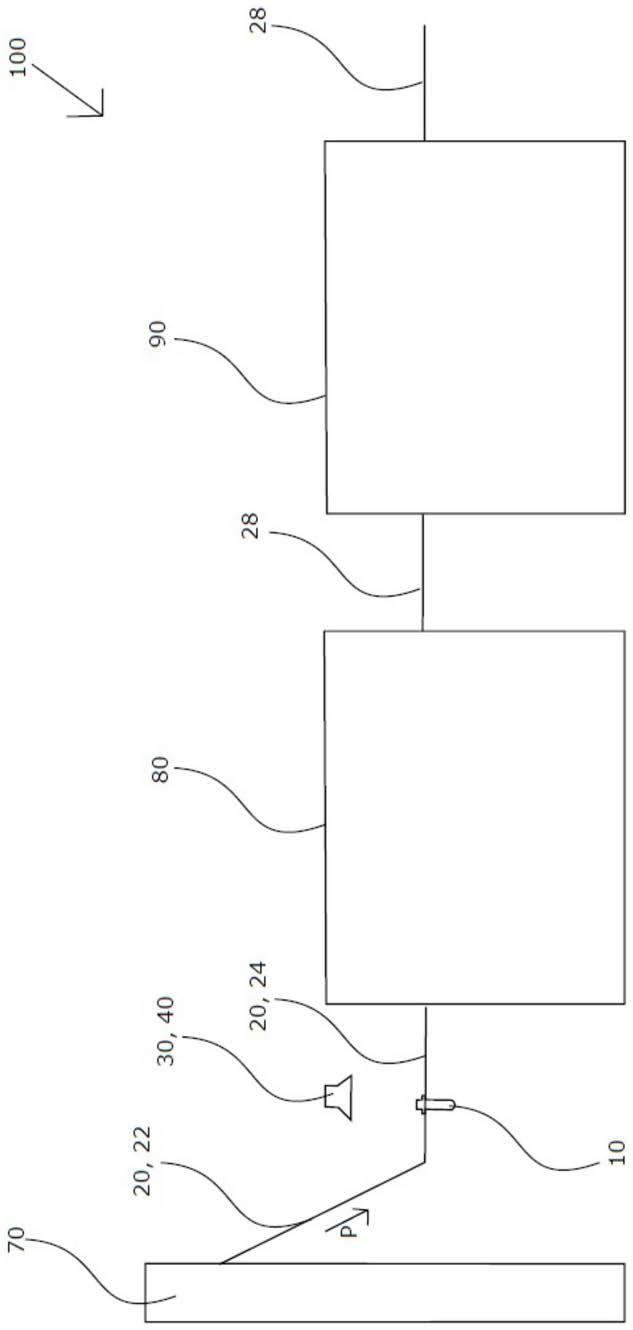
[0001]
本实用新型涉及一种用于检查容器的设备并且特别是用于检查预成型坯件的设备,其中,在此处确定用于检查的特征值。
背景技术:
[0002]
从申请人的现有技术中已知用于对容器,特别是对预成型坯件进行一般性检查的设备。由这些预成型坯件例如制造出所述的容器,其方式是例如由热塑性的塑料模制加工出这些预成型坯件并且然后例如通过拉伸吹塑工艺进一步成型为容器。
[0003]
为了检查或控制这些预成型坯件,已经从内部的现有技术中已知一些设备,这些设备承担该任务。在这种情况下可能的是,确定预成型坯件的各种各样的缺陷类型,例如支承环的密封表面、侧壁、螺纹或着色。然而,内部的现有技术没有提供用于测量预成型坯件的口部区域的椭圆度的令人满意的解决方案。此外,所描述的过程同样可以用于检查或测量预成型坯件的支承环的椭圆度。
[0004]
在这种情况下,例如不能够精确地确定,是否在测量的口部区域的椭圆度的情况下该椭圆度确实存在,或者是否该椭圆度是由于预成型坯件的运动,例如摇摆运动或跳跃式的运动而发生的并且因此所测量的椭圆度是一种光学的错误效果。
技术实现要素:
[0005]
本实用新型的目的在于克服来自已知的现有技术中的缺点,从而针对例如预成型坯件的口部区域的椭圆度(然而一般地针对容器的口部区域的椭圆度)可以做出明确的说明。
[0006]
根据本实用新型,该目的通过本实用新型一方面的主题实现。本实用新型的有利实施方式和改进方案是本实用新型其他方面的主题。
[0007]
根据本实用新型的用于检查容器,特别是预成型坯件的设备具有输送装置,所述输送装置沿着预定的输送路径单独地输送所述预成型坯件。一个(第一)检查装置检测用于预成型坯件的第一特征值并且一个(第二或另外的)检查装置检测至少一个用于预成型坯件的摇摆位置和/或升高位置和/或照片偏移量的其他的特征值。
[0008]
根据本实用新型,存在处理器装置,所述处理器装置在考虑所述其他的特征值下确定所述特征值。
[0009]
所述摇摆位置可以尤其是但不仅仅是相对于理想位置的摇摆位置,也就是说,例如是相对于塑料预成型坯件或容器的垂直方位的摇摆位置。
[0010]
在这种情况下,所述输送装置可以被设计成一种滑槽,从而预成型坯件借助于它们的支承环搁置在所述滑槽的支撑件上并且预成型坯件的剩余部分位于所述滑槽的导轨状的结构之间。有利地,预成型坯件被连续地输送,例如以在180毫秒和40毫秒之间的(时间)间隔。
[0011]
在本实用新型的一个优选的实施方式中,由检查装置检测的值允许推断出预成型
坯件的口部区域的椭圆度。为此目的,例如可以存在两个检查装置。然而要明确地指出的是,不排除包含多于两个检查装置的不同的数量,特别是多个。也可以仅仅涉及一个检查装置,也就是说,第一检查装置和第二检查装置可以是相同的装置。例如,检查装置也可以成对地出现。因此,在该描述的过程中,在使用术语检查装置的情况下,多个检查装置也应该理解为例如两个或更多个检查装置。
[0012]
在本实用新型的一个优选的实施方式中,由检查装置检测的值允许推断出预成型坯件的支承环的椭圆度。
[0013]
优选地,存在的检查装置中的一个检查装置是图像采集装置。更优选地,两个或所有检查装置是图像采集装置。
[0014]
在另一个有利的实施方式中,第一检查装置从与第二检查装置不同的方向观察容器。第二个检查装置也可以被看着是和/或被称为位置检查装置。
[0015]
在另一个优选的实施方式中,至少一个检查装置与所述预成型坯件的输送路径垂直地进行布置,以便使至少一个检查装置的观察方向垂直地指向所述预成型坯件上。特别优选地,至少一个检查装置沿着其纵向方向观察所述塑料预成型坯件。在这种情况下,纵向方向优选地被理解为在容器或塑料预成型坯件的理想位置上的纵向方向。该理想位置也可以是倾斜的位置,例如当在其内部输送容器的槽道是倾斜地(而不是水平地)延伸的时候。
[0016]
进一步优选地,所述检查装置为此能够检查或确定其他的误差,这些其他的误差不涉及口部区域或支承环的椭圆度。在这种情况下,这些其他的误差例如可以是预成型坯件的长度、颜色或可能存在的曲率,但是不限于这些。
[0017]
进一步优选的是,例如两个检查装置彼此垂直地布置。优选地,检查装置的相应的观察方向彼此垂直地布置。进一步优选地,所述观察方向在一定的范围内,特别是在预成型坯件的区域中相互交叉。
[0018]
有利地,在这种情况下,例如一个检查装置被布置在输送路径上方而另一个检查装置被布置在输送路径的侧面上,其中,两个检查装置的观察方向指向预成型坯件。有利地,例如可以不仅从上方而且从侧面观察或检查预成型坯件的口部区域。有利地,检查装置沿着预成型坯件的纵向方向观察。进一步有利地,该检查装置从上方观察预成型坯件并且因此优选地被布置在预成型坯件的输送路径的上方。
[0019]
也可以设置一个检查装置,但是该检查装置(例如借助于镜子)从不同的方向拍摄容器或塑料预成型坯件的两个照片。
[0020]
在另一个优选的实施方式中,另一个检查装置被布置在预成型坯件的输送路径的侧面上。但是,进一步优选地,所述另一个检查装置也可以不布置在“上部的”检查装置的侧面上或预成型坯件的输送路径的侧面上,而是布置在预成型坯件的下方。优选地,这个布置在输送路径下方的检查装置的观察方向同样指向预成型坯件,并且因此同样沿着预成型坯件的纵向方向观察。在该实施方式中,检查装置可以彼此间不以90
°
的角度进行布置,而是以180
°
的角度来布置,使得检查装置的观察方向被指向相应不同的检查装置上并且在预成型坯件的输送路径的这些检查装置之间延伸。
[0021]
由于检查装置具有足够的景深,因此在这种情况下可以相对自由地选择各个检查装置到待检查的预成型坯件或其输送路径的距离。但是应该在正常的距离上,例如在几厘米的范围内选择该距离。有利地,在与预成型坯件的输送路径相距100厘米至1厘米之间,优
选地在 80厘米至7厘米之间,优选地在60厘米至10厘米之间和特别优选地在30厘米至15厘米之间的距离下布置所述检查装置。
[0022]
在另一个优选的实施方式中,检查装置仅仅被布置在输送路径的上方。在这种情况下,多个检查装置因此可以沿着预成型坯件的输送路径一个接一个地布置。在这种情况下,检查装置例如可以检测预成型坯件的第一特征值并且在此之后检查随后的预成型坯件的所述其他的特征值。然而,如上面所提及到的那样,也可以设想仅仅存在一个检查装置,该检查装置实施整个检查。
[0023]
优选地,至少一个检查装置检查预成型坯件的轮廓。特别优选地,至少一个检查装置检查预成型坯件的口部区域的轮廓。有利地,在此涉及的是布置在预成型坯件的上方,特别是在预成型坯件的输送路径的上方的那个检查装置。有利地,检查装置检查预成型坯件的口部区域的几何构造。
[0024]
如前面已经提及到的那样,优选地,检查装置可以布置在预成型坯件的上方并且因此沿着其纵向方向从上方来观察或定向。同时优选地,另一个检查装置被布置在预成型坯件的侧面上或布置在预成型坯件的输送路径的侧面上,使得所述检查装置的观察方向被彼此垂直地布置并且以有利的方式在预成型坯件的区域中彼此相交。优选地,侧面的检查装置在这种情况下例如检查预成型坯件在下部区域中的轮廓,因为在这里可以更容易或更清楚地识别出与理想位置的可能的偏差。此外,这种优选的设计方案提供了检查包括口部区域在内的整个容器轮廓的可能性。因此可以检查或确定预成型坯件的倾斜位置、触发偏移量,和预成型坯件的升高位置。这将在后面参考附图变得更加明显。
[0025]
在另一个有利的实施方式中,可能的是,一个检查装置被布置在输送路径的上方,该检查装置检查口部区域,而另一个检查装置被布置在所述预成型坯件的下方并且在这种情况下例如被指向预成型坯件的一个喷溅点。因此可以同时地从上方和下方检查预成型坯件。
[0026]
在另一个有利的实施方式中,至少一个检查装置与控制装置相耦联。该控制装置在这种情况下可以基于由上面所述的处理器装置评估的检查结果来执行或让其执行由此导致的动作。在另一个有利实施方式中,所述控制装置和所述处理器装置形成一个单元。在这种情况下,所述术语单元不仅可以理解为,所述处理器装置和所述控制装置被包围在装置一个仪器内部并且因此例如被所述仪器的相同的壁围住,而且可以理解为,所述处理器装置和所述控制装置是同一个仪器,该仪器不及可以作为处理器装置来工作,也可以作为控制装置来工作。
[0027]
优选地,所述处理器装置以这样的方式进行设计,即基于检查结果,例如拍摄的图像,可以确定预成型坯件的位置。有利地,所述处理器装置以这样的方式进行设计,即确定预成型坯件的实际位置与预成型坯件的理想位置的偏差。进一步有利地,为此目的,一个检查装置检测预成型坯件的绝对位置。
[0028]
预成型坯件有利地在其检查期间借助于其支承环搁置在输送装置的支撑件上,如上面提及的那样,搁置在滑槽的支撑件上。在这种情况下,输送装置的直的区域或支撑件连接到滑槽的倾斜的区域上并且该支撑件同样属于滑槽或一般地属于输送装置。
[0029]
例如,预成型坯件可以沿着滑槽的倾斜的区域向下滑落或滑动并且该倾斜的区域过渡到直的区域中。通过这种过渡,可以实现预成型坯件的跳跃式的运动。在这种情况下,
在所述直的区域中例如可以布置所述检查装置。
[0030]
此外,检查装置可以完全被布置在滑槽的倾斜的区域中。在这样的设计方案中,检查装置优选地同样是倾斜地定向的,使得拍摄的照片最终看起来也是直的。
[0031]
跳跃式的运动也可以通过预成型坯件的圆柱形部分的相对于支承环较小的直径引起。在这种情况下,由于动态压力(背压)的限制,各个预成型坯件的支承环被推动而彼此重叠起来并且因此产生相对于实际的输送装置的倾斜位置或升高位置。从附图中可以更清楚地看出这一事实。
[0032]
然而,此外,也可以完全去除前面所提及的滑槽并且取而代之地例如使用辊式分选机,该辊式分选机将预成型坯件带到所期望的间距和方位上。在这种情况下,检查装置可以直接地连接到所述辊式分选机的连接头上。
[0033]
根据本实用新型,预成型坯件的理想位置是如此地限定的,即预成型坯件的支承环以最大可能的面积搁置(例如在导轨或类似物上)(或塑料预成型坯件的纵向方向垂直于导轨的延伸方向延伸)。口部区域的几何形状可以在预成型坯件的理想位置的情况下,或在支承环在支撑件上的最大支撑面的情况下通过所述检查装置来准确地确定(支承环具有一些区域,这些区域不搁置在导轨上)。
[0034]
根据本实用新型如此地限定预成型坯件的实际位置,即支承环不完全地或不以几何上可能的最大面积搁置在输送装置的支撑件上(或它的纵向方向不是与所述支撑件的延伸方向相垂直地延伸的)。实际位置也通过这样的情况产生,即倾斜的预成型坯件不能够被精确地触发。因此,所描述的椭圆度可以附加地通过如下的情况产生,即出现在输送方向上被偏移的照片。
[0035]
实际状况或实际位置的另一种扭曲是由于这样的情况产生的,即彼此上下叠置的支承环将待检查的表面,例如预成型坯件的口部区域带到更靠近检查装置的地方并且由此相应的直径被扭曲或被扩大。在这种情况下,在检查装置和检查区域之间的距离或扫描间距越短或者检查装置越靠近待检查的预成型坯件进行布置,则这种影响就变得越严重。
[0036]
对预成型坯件的不完全的支撑例如可以通过跳跃式的运动发生。预成型坯件的这种跳跃式的运动或摇摆/倾斜又可以由于输送运动而产生。这种情况下,这种摇摆运动通常平行于输送方向(因为在该方向上产生这样的加速度,即这些加速度使塑料预成型坯件摇摆。该跳跃式的运动导致的结果是,通过布置在口部区域上方的检查装置检查的口部区域看起来是椭圆形的或具有一定的椭圆度或是过大的。
[0037]
在另一个有利的实施方式中,处理器装置能够确定预成型坯件的倾斜角度和/或升高位置 (大致相对于预成型坯件的规定位置)。在这种情况下,预成型坯件的倾斜角度或升高位置对应于用于将支承环最大可能地支撑在输送装置的支撑件上的误差角度或升高位置。在这种情况下,支承环的完全的支撑应理解为,支承环以最大可能的面积搁置在支撑件上并且不会由于摇摆运动而从支撑件上抬起。
[0038]
在这种情况下,预成型坯件的倾斜角度是由于摇摆运动引起的倾斜而产生的。该倾斜角度将在后面在附图中更详细地描述和进一步阐明。在这种情况下,该倾斜角度可以以不同的方式来确定。
[0039]
例如,如上面已经提到的那样,检查装置可以垂直于输送路径进行布置并且因此相对于预成型坯件也垂直地进行布置。在这种情况下,检查装置可以不仅在预成型坯件的
纵向方向上间隔开地布置,例如布置在预成型坯件的上方或下方,但是或者也可以布置在预成型坯件的侧面。这些布置方式的组合也是完全可以想象的而绝不会被排除。在这种情况下,如在上面已经提到的那样,检查装置例如在纵向方向上与预成型坯件的距离可以被认为是相对非关键的或可以被相对自由地选择,因为检查装置具有相应的景深。
[0040]
此外,完全可以想到的是,例如将检查装置布置在预成型坯件的下方并且因此从下方观看这些预成型坯件。在这种情况下,更确切地说,可以将检查装置聚焦到或定向到预成型坯件的喷溅点上并且例如可以借助于处理器装置基于检测到的喷溅点的位置来确定相应的倾斜角度。此外可以想到的是,基于支承环的位置来确定所述倾斜角度。因此,例如也可以基于支承环从支撑件上的提升来确定所述倾斜角度。
[0041]
在另一个有利的实施方式中,处理器装置能够基于检查装置的照片来确定是否存在预成型坯件的口部区域的椭圆度,或者是否所述椭圆度(作为光学的错误效果)是由预成型坯件的运动引起的。这意味着检查装置拍摄预成型坯件的口部区域的照片,例如图像采集。如果口部区域的该照片是在预成型坯件仍处于不是输送运动的运动,例如摇摆运动中时拍摄的,则口部区域由于倾斜而自动呈现为椭圆形。
[0042]
处理器装置现在能够基于检查装置的照片来确定口部区域的这种椭圆度是否实际存在,或者这种椭圆度是否由“光学错觉”或光学的错误效果引起。
[0043]
因此可以有利地确定,是否确实存在椭圆形的口部区域,或者是否这种椭圆度是由于预成型坯件的摇摆运动或跳跃式的运动引起的。为此目的,处理器装置可以基于检查装置的照片,更确切地说,基于由该照片确定的错误角度或倾斜角度,来确定一个校正因子,由此可以矫正由检查装置拍摄的照片。因此,处理器装置能够确定,是否实际地存在口部区域的椭圆度、较短的扫描距离或触发偏移量,也就是说,照片偏移量,或者它们借助于所述校正因子而“消失”或仅由于摇摆运动而产生。
[0044]
为了能够尽可能准确地确定或评估检查装置的图像采集,各个检查装置的拍摄优选地同时地进行或者在微小的时间偏差下进行。
[0045]
例如内部测量已经表明,已经在倾斜角度或倾角为9
°
时就在理想的预成型坯件的25毫米的口部区域中达到0.3毫米的椭圆度。推算到70毫米长的预成型坯件,这对应于在预成型坯件的下部的点处大约10毫米的偏移量。
[0046]
在一个优选的实施方式中,所述设备具有排出装置(用于排出容器,特别是塑料预成型坯件)。该排出装置在这种情况下例如可以与上面所述的控制装置相连接,或者控制装置可以操作或激活排出装置。在这种情况下可以有利地基于处理器装置的评估来激活所述控制装置。因此有利地,如果其检查装置的照片的评估显示出存在口部区域的椭圆度,那么就可以从所述设备中排出预成型坯件。
[0047]
本申请此外涉及一种吹塑成型机的布置。所述吹塑成型机在这种情况下具有收集装置,所述收集装置接收并且单独地释放多个预成型坯件。在所述收集装置的下游连接有加热装置,所述加热装置加热所述预成型坯件。在该加热装置的下游又连接有吹塑成型装置,所述吹塑成型装置将所述预成型坯件吹制成型成容器。所述预成型坯件在这种情况下借助于输送装置沿着预定的输送路径被输送通过各个装置。一个如前面描述的检查装置在这种情况下至少被布置在所述加热装置的前面。
[0048]
优选地,在前面所述的输送装置的情况下,在此并非强制性地涉及同一个输送装
置或也并非强制性地涉及同一种输送方式。因此,例如在收集装置之后,可以布置某种类型的滑槽,所述滑槽接收预成型坯件并且然后基于重力沿着该滑槽输送所述预成型坯件。此外,例如可以存在夹紧装置,该夹紧装置夹紧预成型坯件并且然后沿着预定的输送路径输送预成型坯件,例如以星状输送装置的方式输送。
[0049]
优选地,所述输送装置从一组输送装置中选取,所述一组输送装置包括输送槽道、具有夹紧元件的链式输送机、输送导轨或类似部件。
[0050]
如在上面提到的那样,有利地,至少在加热装置的前面布置有如在上面描述的检查装置。有利地,也可以将多个这样的检查装置沿着预成型坯件的输送路径进行布置。因此,例如可以将一个检查装置布置在加热装置的前面并且将一个另外的检查装置布置在加热装置的后面。因此,可以在将预成型坯件插入到加热装置中之前对该预成型坯件进行检查并且例如在确定了椭圆度的情况下将该预成型坯件排出。也可能的是,在预成型坯件被加热之后再一次检查预成型坯,以便排出由于加热的变形而具有椭圆度的预成型坯件。
[0051]
本申请此外涉及一种用于检查预成型坯件的方法,其中,所述预成型坯件借助于输送装置沿着预定的输送路径被单独地输送。在这种情况下,由一个(第一)检查装置检测用于所述预成型坯件的第一特征值并且由一个(特别是第二或另外的)检查装置检测至少一个用于所述预成型坯件的摇臂位置的其他的特征值。根据本实用新型,所述特征值在考虑所述其他的特征值下由处理器装置来确定。
[0052]
相对于现有技术,本实用新型提供了各种优点。一种如所建议的设备例如可以被直接地布置在输送装置上,例如辊式分选机或滑槽上。此外,在一种如所建议的设备中,预成型坯件的平静稳定的输送不是不要的,因为摇摆运动或由此导致的关于口部区域的光学效应可以被检测、被确定并且一并包括到检查结果中。此外,本实用新型提供了更紧凑地设计整个系统的可能性,因为,如在上面提到的那样,不必存在平静稳定的输送。借助于根据本实用新型的装置也可以减少或避免由于错误地测量的椭圆度而导致的预成型坯件的错误排出。
附图说明
[0053]
其他的优点和实施方式从附图中得出。
[0054]
在附图中所示:
[0055]
图1显示了具有滑槽的吹塑成型机的示意图,
[0056]
图2显示了具有辊式分选机的吹塑成型机的示意图,
[0057]
图3显示了用于在容器的理想位置上检查容器的设备的示意图,
[0058]
图4显示了用于在容器的实际位置上检查容器的设备的示意图,
[0059]
图4a显示了由于被推成彼此叠置的支承环而导致的预成型坯件的倾斜位置的示意图,
[0060]
图4b显示了由于被推成彼此叠置的支承环而导致的预成型坯件的升高位置的示意图,以及
[0061]
图5a-d显示了检查装置的不同的布置。
[0062]
附图标记列表
[0063]1ꢀꢀꢀꢀꢀꢀꢀꢀ
设备
[0064]
10
ꢀꢀꢀꢀꢀꢀꢀ
预成型坯件
[0065]
12
ꢀꢀꢀꢀꢀꢀꢀ
口部区域
[0066]
14
ꢀꢀꢀꢀꢀꢀꢀ
支承环
[0067]
20
ꢀꢀꢀꢀꢀꢀꢀ
输送装置
[0068]
22
ꢀꢀꢀꢀꢀꢀꢀ
倾斜的区域
[0069]
24
ꢀꢀꢀꢀꢀꢀꢀ
直的区域
[0070]
25
ꢀꢀꢀꢀꢀꢀꢀ
支撑件
[0071]
25
’ꢀꢀꢀꢀꢀ
支撑件
[0072]
26
ꢀꢀꢀꢀꢀꢀꢀ
辊式分选机
[0073]
27
ꢀꢀꢀꢀꢀꢀꢀ
图像触发装置
[0074]
28
ꢀꢀꢀꢀꢀꢀꢀ
输送装置
[0075]
30
ꢀꢀꢀꢀꢀꢀꢀ
第一检查装置
[0076]
40
ꢀꢀꢀꢀꢀꢀꢀ
第二检查装置
[0077]
50
ꢀꢀꢀꢀꢀꢀꢀ
控制装置
[0078]
52
ꢀꢀꢀꢀꢀꢀꢀ
处理器装置
[0079]
54
ꢀꢀꢀꢀꢀꢀꢀ
连接线路
[0080]
60
ꢀꢀꢀꢀꢀꢀꢀ
排出装置
[0081]
70
ꢀꢀꢀꢀꢀꢀꢀ
收集装置
[0082]
80
ꢀꢀꢀꢀꢀꢀꢀ
加热装置
[0083]
90
ꢀꢀꢀꢀꢀꢀꢀ
吹塑成型装置
[0084]
100
ꢀꢀꢀꢀꢀꢀ
吹塑成型机
[0085]
a
ꢀꢀꢀꢀꢀꢀꢀꢀ
喷溅点
[0086]
l
ꢀꢀꢀꢀꢀꢀꢀꢀ
纵向方向
[0087]
l
’ꢀꢀꢀꢀꢀꢀ
纵向方向
[0088]
p
ꢀꢀꢀꢀꢀꢀꢀꢀ
输送路径
[0089]
t
ꢀꢀꢀꢀꢀꢀꢀꢀ
输送方向
[0090]
α
ꢀꢀꢀꢀꢀꢀꢀ
倾斜角度
具体实施方式
[0091]
图1示出了吹塑成型机100的示意图,该吹塑成型机具有收集装置70,在该收集装置中容纳有多个容器或预成型坯件10。在该收集装置70上连接有输送装置20,该输送装置在该视图中被设计为滑槽20。在这种情况下,所述滑槽具有倾斜的区域22,该倾斜的区域然后过渡到直的区域24中,但是该直的区域同样属于输送装置20。输送装置20在这种情况下可以具有彼此间隔开的支撑件25,25',相应的预成型坯件10被在这些支撑件之间引导。在这种情况下,预成型坯件10沿着倾斜的区域22向下滑移并且然后沿着直的区域24滑动,其中,在这种情况下可以发生预成型坯件10的在上面描述的摇摆运动。如在更上面已经提到的那样,所述摇摆运动也完全可以由于其他的情况而发生。
[0092]
在这种情况下,所述直的区域可以附加地具有在这里未示出的工作单元或主动的输送单元,例如空气输送器,该输送单元沿着输送路径p输送预成型坯件。
[0093]
在该视图中可以看出,预成型坯件10在第一检查装置30和第二检查装置40下方滑动过去或被输送过去,该第一检查装置30和第二检查装置40检查该预成型坯件10。然而,为了清楚明了起见,在这里仅仅示出了一个检查装置,其中,在这里,如在上面已经描述的那样,完全可以并且优选地设置多个检查装置,这一点应该可以通过附图标记30,40表示出来。
[0094]
虽然根据图1,第一检查装置30和第二检查装置40被布置在输送装置20的直的区域24 中,但是在这里要明确地指出,将第一检查装置30和第二检查装置40布置在输送装置20的倾斜的区域22中也完全是有利的,如这一点在更上面已经公开的那样。这一点可以适用于所有的附图,例如图4,4a,4b。因此,相应的附图仅仅显示了输送装置20的直的路线,因为这可以更容易且更清楚地进行展示。
[0095]
接下来,将预成型坯件10供应到加热装置80,由此用热量对预成型坯件10进行加载。在加热装置80之后连接有吹塑成型装置90,该吹塑成型装置将预成型坯件10吹制成型。在这种情况下,如图所示,在加热装置80和吹塑成型装置90之间以及在该吹塑成型装置90之后可以布置其他的输送装置28,例如星状输送装置或类似输送装置,但是不排除其他不同的输送装置。也可能的是,将这些检查装置设置在这些其他的输送装置的区域中,或者将这些检查装置不仅设置在在图1中所示的区域中而且沿着输送装置28进行设置。
[0096]
图2示出了吹塑成型机100的另一个视图,但是在这里该吹塑成型机具有辊式分选机26。预成型坯件10在这里也沿着输送路径p进行输送。可以再次将收集装置70连接在该辊式分选机的前面。预成型坯件10可以从辊分选机26出发被传递给输送装置20,其中,在这里容器或预成型坯件10在从辊式分选机26传递给传输装置20期间也被置于摇摆运动中。同样,在该实施方式中,预成型坯件10被从检查装置的旁边引导通过。
[0097]
其余所示的单元对应于图1,因此在这里不对这些单元再次进行描述,以避免冗余。虽然在这里输送装置20被设计成直的,但是该输送装置当然也可以被设计成倾斜的并且因此具有一定的倾斜度。
[0098]
图3示出了用于在容器的理想位置上在容器沿着输送方向t进行输送期间检查容器的设备1的示意图。如上面已经提到的那样,容器可以是预成型坯件10。容器或预成型坯件10 的理想位置可以如此地来限定,即预成型坯件10例如在输送方向t上不进行摇摆运动,而是通过它的支承环14完全地(或在最大可能的范围内)搁置在输送装置20的支撑件25上。在支承环14的这种完全的支撑的情况下,第一检查装置30和第二检查装置40可以特别好地或几乎没有触发偏移量地检查预成型坯件10。如在图3中所示的那样,在这里也从上方检查预成型坯件10的口部区域12,或者图像采集装置由图像触发装置27精确地控制。在这种情况下,第一检查装置30和第二检查装置40也在这里再次被布置在预成型坯件10的上方并且沿着预成型坯件的纵向方向l观看。如上面已经提到的那样,根据该实用新型,该检查装置也完全可以是多个检查装置,也可以涉及不同方式的布置,这一点应该通过双重的附图标记30 和40表示出来。
[0099]
所述的其他检查装置在这里可以从侧面设置在塑料预成型坯件的输送路径的旁边。
[0100]
图4示出了用于在容器的实际位置上在容器沿着输送方向t进行输送期间检查容器的设备1的示意图。容器或预成型坯件10的实际位置可以如此地来限定,即预成型坯件10
例如在输送方向t上进行摇摆运动并且因此支承环14不是完全地搁置在支撑件20,25上。
[0101]
由第一检查装置30和第二检查装置40检查的口部区域12由于光学效应而看起来是椭圆形的,即使该口部区域在理想位置上时不是椭圆形的。实际位置与理想位置的不同在于用以完全支撑支承环的误差角度或倾斜角度α。换句话说,倾斜角度α通过纵向方向l'(预成型坯件10的纵向方向)与纵向方向l(第一检查装置30和第二检查装置40的观察方向)的偏差来确定。一个未示出的处理器装置能够基于检查结果例如图像采集来确定该倾斜角度α并且矫正例如该所拍摄的图像。因此,即使在实际位置上也可以对以下情况做出明确的决定,即预成型坯件10的口部区域12的椭圆度是存在或是不存在。
[0102]
图4a示出了由于被推成彼此叠置的支承环14而导致的预成型坯件10的倾斜位置的示意图。在这里可以看出,一个预成型坯件10的一个支承环14在另一个预成型坯件10的另一个支承环14的下面,所述另一个预成型坯件沿着输送方向t已经推到先提及的预成型坯件10 的前面。支承环14的这种彼此叠置的推进例如可以在一个未示出的收集装置中发生,因为在这里预成型坯件10被在动态压力(背压)下收集。此外,这种彼此叠置的推进造成的后果是,在输送方向t上位于前面的预成型坯件10不是直接地布置在输送装置20的支撑件25上。如先前根据图4所示的那样,在这里也可以相应地确定倾斜角度α。
[0103]
图4b示出了由于被推成彼此叠置的支承环而导致的预成型坯件的升高位置的示意图。在这种情况下,预成型坯件10的支承环14不仅已经被推到位于其之前的支承环14上面而且已经被推到位于其之后的支承环14上面,从而中间的支承环14并且因此整个预成型坯件10从输送装置20或支撑件25上提升起来并且因此整体上处于更靠近第一检查装置30和第二检查装置40。如上面提到的那样,这造成的结果是,中间的预成型坯件10的口部区域12的照片被扩大地示出,这可能导致检查的失真。
[0104]
同样,在此处应该再次明确地指出,在这里示出的视图不仅可以布置在输送装置的倾斜的区域中而且可以布置在输送装置的直的区域中。或者,也可以在输送路径的整体上倾斜的布置期间来获取对倾斜位置或升高位置的确定。
[0105]
图5a-5d示出了第一检查装置30和第二检查装置40的各种不同的布置。在这些图中,为了更好地概述起见,预成型坯件10分别被在理想位置上示出。在这些图中,输送方向分别指向绘图平面内,因此输送方向未示出。
[0106]
图5a示出了一个实施方式,在该实施方式中仅仅设置了一个检查装置。在这种情况下,这个检查装置被布置在预成型坯件10的上方,该预成型坯件通过它的支承环14支撑在支撑件25,25'上并且沿着该支撑件在绘图平面的方向上被输送。在这种情况下,检查装置沿着纵向方向l观看。检查装置在输送期间检查预成型坯件10的口部区域12并且能够借助于处理器装置52来确定是否存在口部区域的椭圆度。在这种情况下,处理器装置52被直接地布置在检查装置上或里面。
[0107]
图5b示出了另一个实施方式,其中,在这里存在两个检查装置(即第一检查装置30和第二检查装置40)。在这种情况下,第一检查装置30再次被布置在预成型坯件10的上方并且沿着纵向方向l观看。第二检查装置40与该纵向方向l垂直地例如横向于输送方向地进行布置。在上面提到的并且在此处未示出的倾斜角度例如可以通过检查装置40来确定,例如基于支承环40的位置。
[0108]
然而,这两个检查装置也可以彼此耦联,使得处理器装置可以基于这两个检查装
置的检查结果,例如图像采集,如更上面所描述的那样来确定倾斜角度α。因此,同样在该实施方式中,口部区域12的椭圆度也可以通过在此处在外部示出的处理器装置52来确定。处理器装置52在此处通过连接线路54与相应的两个检查装置有线地连接。然而,也可以进行不同的设计,例如设计成无线的。但是,第二检查装置40也可以在塑料预成型坯件10的纵向方向l上被布置在不同的位置上,例如布置在更深处。塑料预成型坯件的输送路径在此处与图平面垂直地延伸。
[0109]
图5c示出了另一个实施方式,其中,在这里存在两个检查装置(即第一检查装置30和第二检查装置40)。在这种情况下,第一检查装置30被再次布置在预成型坯件10的上方并且沿着纵向方向l观看。第二检查装置40相对于第一检查装置30垂直地进行布置并且同样沿着纵向方向l观看,但是在相反的方向上。在上面和在这里同样没有示出的倾斜角度在这里可以例如通过第二检查装置40来确定,该检查装置在该实施方式中例如指向预成型坯件 10的喷溅点a。在这里示出的视图中,如在上面提到的那样,示出了预成型坯件10的理想位置,因此喷溅点a与纵向方向l重合。
[0110]
但是,在实际位置上,该喷溅点a与纵向方向l是间隔开的,由此可以确定预成型坯件 10的倾斜角度并且因此可以确定用于确定口部区域的椭圆度的校正因子。同样,在此处,处理器装置52再次被在外部示出。为了清楚起见,在此处没有示出在处理器装置52和两个检查装置之间的可能存在的连接线路,也有可能的是,处理器装置52以无线方式与两个检查装置相连接。
[0111]
图5d示出了检查装置的另一种可能的布置。在这种情况下,第一检查装置30被布置在要被输送的预成型坯件10的下方,其中,所述第一检查装置在此处从下方沿着预成型坯件的纵向方向l观看。第二检查装置40在此处如根据图5b所示的那样,被布置在预成型坯件10 的输送路径的侧面上。
[0112]
为了清楚明了起见,在各个附图中没有明确地给出检查装置的观察方向。然而,应该注意的是,各个检查装置分别指向预成型坯件。
[0113]
申请人保留要求保护所有在申请文件中公开的对于本实用新型必要的特征的权利,只要这些特征是单独地或组合地相对于现有技术是新颖的。此外应该指出,在各个附图中也已经描述了一些特征,这些特征在本身单独考虑下可能是有利的。技术人员立即认识到,在一个附图中描述的某个特定的特征即使没有采用来自该附图中的其他的特征仍然可以是有利的。此外,技术人员认识到,也可以通过在单个的附图中或在不同的附图中示出的多个特征的组合产生优点。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips