
 商标分类
商标分类  商标转让
商标转让 
注塑模具型腔定位结构的制作方法
 2021-02-22 18:02:18|
2021-02-22 18:02:18| 233|
233| 起点商标网
起点商标网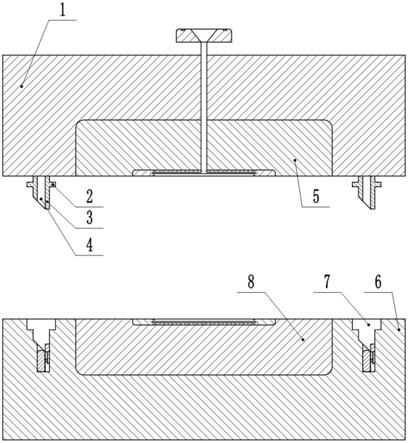
[0001]
本实用新型涉及注塑模具技术领域,具体涉及注塑模具型腔定位结构。
背景技术:
[0002]
注塑模具是一种生产带有塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体指将受热融化的塑料由注塑机高压射入成型腔,经冷却固化后,得到成形品。
[0003]
而当经过高温高压处理的塑料原料进入模具的浇注装置的进料通道前,需要对两个对应的模体,也即是上模和下模进行贴合,贴合过程中难免会产生误差,或者在模具使用久了之后,模具会因为定位装置变形产生误差,而导致的注塑产品的次品率增加。
技术实现要素:
[0004]
本实用新型的目的在于提供一种注塑模具型腔定位结构,解决上模和下模在进行贴合时容易产生误差,造成注塑产品的次品率增加的问题。
[0005]
为解决上述技术问题本实用新型的基础方案如下:
[0006]
注塑模具型腔定位结构,包括上模和下模,还包括传动机构和定位杆,所述上模设有上模仁,下模设有下模仁,所述上模仁和下模仁相对设置,且上模朝向下模的一面上设有导向杆,所述导向杆的侧面设有倾斜的导向面,倾斜的导向面朝向下模设置,且导向杆沿其轴线开有定位孔,所述下模朝向上模的一侧开有与导向杆形状大小相互匹配的导向槽,导向槽底部还开有容纳槽,且导向槽底部设有触发凸台,触发凸台底部通过传动机构与定位杆相连,传动机构和定位杆均设于容纳槽之中,所述定位杆、导向杆和导向槽三者的轴线相互重合,且定位杆与导向杆的定位孔间隙配合。
[0007]
由于导向杆设于上模上,且朝向上下模方向伸展,因此在合模时,上模的导向杆会首先与下模的导向槽接触,由于导向杆的侧面设有倾斜的导向面,当合模出现偏差时,倾斜的导向面首先与导向槽的槽口接触,在合模力的作用下,导向杆逐渐滑入导向槽中,从而带动上模逐渐与下模对齐,使上模仁和下模仁在合模完成时,型腔的位置精度更高。
[0008]
并且在导向杆逐渐与导向槽底部的触发凸台接触时,触发凸台逐渐下降从而依靠与其连接的传动机构带动定位杆进入定位孔中,起到定位的作用,避免上模和下模在注塑时,由于外力或内力作用的抖动而出现偏移现象。
[0009]
并且若是定位杆此时并不能插入定位孔中,则说明上模和下模并没有对齐,而且由于定位杆不能插入定位孔中,因此具有上升趋势的定位杆就会顶住导向杆,使上模停止运动,合模不会成功,因此只有在上模和下模完全对齐的情况下,合模才会成功,才允许进行下一步的注塑成型,以此就可解决上模和下模在进行贴合时容易产生误差,造成注塑产品的次品率增加的问题。
[0010]
进一步,所述导向杆远离下模的一端沿其周向成型有多边形凸台。
[0011]
当导向杆进去导向槽后,多边形凸台也会相应的进入导向槽对应的容纳多边形凸
台的槽内,从而限制上模和下模要其中心线旋转方向的自由度,从而使上模和下模在合模后不会出现转动。
[0012]
进一步,所述传动机构包括主动齿条、齿轮和从动齿条,所述主动齿条的一端与触发凸台的底部固定连接,另一端与齿轮一侧啮合,齿轮远离主动齿条的另一侧与从动齿条啮合,从动齿条远离齿轮的一面与定位杆固定连接。
[0013]
以此方式,当触发凸台受压下行时,就可带动定位杆上行,从而使定位杆进入定位孔中,达到精准定位的目的。
[0014]
进一步,所述定位杆的棱边均倒圆角。
[0015]
定位杆的棱超倒圆角,通过圆角过渡有利于定位杆进入定位孔之中。
[0016]
进一步,所述导向杆和导向槽均至少为两个,导向杆対称设置于上模上,导向槽则设置于下模的对应位置处。
[0017]
以此方式,设置为多杆定位,只有多个导向杆同时进入对应的导向槽中,才能合模成功,可进一步提升定位精度。
[0018]
进一步,所述定位杆质量大于从动齿条和触发凸台二者之和的质量。
[0019]
以此方式,脱模时,由于定位杆质量大于从动齿条和触发凸台二者之和的质量,因此定位杆就会在重力作用下重新下降到原来的位置,并通过传动机构带动触发凸台也回复到导向槽底部,便于下次使用。
附图说明
[0020]
图1为本实用新型注塑模具型腔定位结构实施例的主视剖视图;
[0021]
图2为图1的a处放大图。
具体实施方式
[0022]
下面通过具体实施方式进一步详细说明:
[0023]
说明书附图中的附图标记包括:上模1、六边形凸台2、导向杆3、定位孔4、上模仁5、下模6、导向槽7、下模仁8、触发凸台9、主动齿条10、齿轮11、定位杆12。
[0024]
实施例基本如附图1和附图2所示:注塑模具型腔定位结构,包括上模1、下模6、传动机构和定位杆12,传动机构包括主动齿条10、齿轮11和从动齿条,上模1设有上模仁5,下模6设有下模仁8,上模仁5和下模仁8相对设置,上模1和下模6合模时,上模仁5和下模仁8共同形成型腔,且上模1朝向下模6的一面上设有两个导向杆3,两个导向杆3相对上模1的対称中心线対称设置,且导向杆3上端沿其周向成型有六边形凸台2,导向杆3 的侧面底部设为倾斜的导向面,倾斜的导向面朝向下模6设置,且导向杆3沿其轴线开有定位孔4。
[0025]
下模6朝向上模1的一侧开有与导向杆3形状大小相互匹配的导向槽7,且导向槽7也为两个,并对应于上模1导向杆3的位置,相应的设置于下模6上,导向槽7底部还开有容纳槽,传动机构和定位杆12均设于容纳槽之中,且导向槽7底部设有触发凸台9,触发凸台 9底部与主动齿条10上端固定连接,主动齿条10下端的齿面与齿轮11右侧啮合,齿轮11 左侧则与从动齿条啮合,齿轮11同轴连接有转轴,转轴与容纳槽内壁转动连接,并且从动齿条远离齿轮11的一面与定位杆12固定连接,定位杆12的棱边均倒圆角,定位杆12、导向杆3和导向槽7三者的轴线相互重合,定位杆12与导向杆3的定位孔4间隙配合。而且定位杆12质量大于
从动齿条和触发凸台9二者之和的质量。
[0026]
具体实施过程如下:
[0027]
当上模1和下模6进行合模时,由导向杆3首先进入导向槽7中,若刚开始上模1和下模6的对齐精度不高,在逐渐的合模过程中,导向面与导向槽7的边缘接触会逐渐将上模1 导向正确的位置,并且当导向杆3逐渐与导向槽7底部的触发凸台9接触,就会使触发凸台 9向容纳槽中下降,从而依次带动主动齿条10、齿轮11和从动齿条运动,而触发凸台9的下降在传动机构的带动下就会使定位杆12上升,从而直接插入导向槽7的定位孔4中,起到精确定位的作用。
[0028]
脱模时,由于定位杆12质量大于从动齿条和触发凸台9二者之和的质量,因此定位杆 12就会在重力作用下重新下降到原来的位置,并通过传动机构带动触发凸台9也回复到导向槽7底部,便于下次使用。
[0029]
而若是定位杆12此时并不能插入定位孔4中,则说明上模1和下模6并没有对齐,而且由于定位杆12不能插入定位孔4中,因此具有上升趋势的定位杆12就会顶住导向杆3,使上模1停止运动,合模不会成功,因此只有在上模1和下模6完全对齐的情况下,合模才会成功,才允许进行下一步的注塑成型,以此就可解决上模1和下模6在进行贴合时容易产生误差,造成注塑产品的次品率增加的问题。
[0030]
以上所述的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前实用新型所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本申请给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本申请的障碍。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施例等记载可以用于解释权利要求的内容。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips