
 商标分类
商标分类  商标转让
商标转让 
一种滚压折边装置的制作方法
 2021-02-22 18:02:32|
2021-02-22 18:02:32| 347|
347| 起点商标网
起点商标网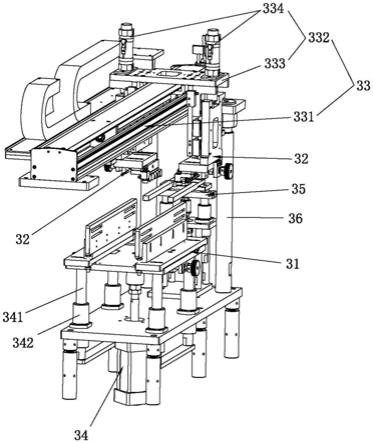
[0001]
本实用新型涉及电池生产技术领域,尤其是指一种滚压折边装置。
背景技术:
[0002]
锂电池是常见的提供电能的小装置,广泛应用于手机、笔记本电脑、汽车动力、充电储能等设备中。随着锂电池的发展,铝塑膜软包锂电池的应用越来越多。锂电池折边是软包锂电池生产的重要工序,折边的效果是控制软包装电池外形尺寸的关键影响因素,折边不到位将直接影响客户是否能顺利的将电池成品装配进电子设备产品中。在实际的生产中,为了保证折边的精确,就必须使用有效的折边装置。目前,现有折边技术的折边精度较差,且容易刮伤铝塑膜壳导致漏液,难以保证锂电池的质量。因此,缺陷十分明显,亟需提供一种解决方案。
技术实现要素:
[0003]
为了解决上述技术问题,本实用新型的目的在于提供一种滚压折边装置。
[0004]
为了实现上述目的,本实用新型采用如下技术方案:
[0005]
一种滚压折边装置,其包括支架、设置于支架的支撑座、位于支撑座的上方的滚压折边机构及装设于支架并用于驱动滚压折边机构与支撑座的支撑面滚动抵触的滚压驱动机构,所述滚压折边机构包括与滚压驱动机构的输出端连接的安装座及均转动设置于安装座的多个带有不同锥度滚压面的滚压辊轮,多个滚压辊轮的中心轴线在同一平面上,多个滚压辊轮的滚压面的锥度沿着安装座的长度方向从大到小排列设置。
[0006]
进一步地,所述安装座包括基板、滑动连接于基板的第一调节板及装设于基板的第一调位组件,所述第一调节板装设于第一调位组件的输出端,多个滚压辊轮转动连接于第一调节板。
[0007]
进一步地,所述滚压折边机构还包括转动设置于安装座的预辊轮,所述预辊轮设置有预滚面,所述预辊轮的中心轴线与滚压辊轮的中心轴线夹角设置,所述预辊轮位于具有最大锥度滚压面的滚压辊轮的外侧。
[0008]
进一步地,所述滚压折边机构的数量为两个,两个滚压折边机构对称地连接于滚压驱动机构的输出端。
[0009]
进一步地,所述支撑座包括两个支撑板,两个支撑板平行且间距设置,两个支撑板分别与两个滚压折边机构一一对应设置。
[0010]
进一步地,所述支撑座还包括底板、调位机构及两个第二调节板,两个第二调节板对称地滑动连接于底板,所述调位机构装设于底板,所述调位机构用于调节两个调节板之间的距离,两个支撑板分别装设于两个第二调节板。
[0011]
进一步地,所述滚压折边装置还包括装设于支架并用于驱动支撑座靠近或远离滚压辊轮的支撑升降驱动器。
[0012]
进一步地,所述滚压驱动机构包括装设于支架的横向驱动模组及装设于横向驱动
模组的输出端的纵向驱动模组,所述安装座与纵向驱动模组的输出端连接。
[0013]
进一步地,所述滚压折边装置还包括位于支撑座的一侧的按压机构,所述按压机构装设于支架。
[0014]
进一步地,所述按压机构包括装设于支撑座的按压支撑块、装设于支架的按压驱动器及装设于按压驱动器的输出端的按压板,所述按压板位于按压支撑块的上方,按压驱动器用于驱动按压板靠近或远离按压支撑块。
[0015]
本实用新型的有益效果:本实用新型的结构简单,通过多个带有不同锥度滚压面的滚压辊轮在支撑座的支撑面上滚动以对电池铝塑膜壳的90
°
侧边进行叠合折边,折边的稳定性好,折边效率高,保证了折边的精度,折边质量好。
附图说明
[0016]
图1为本实用新型的立体结构示意图。
[0017]
图2为本实用新型的另一视角的立体结构示意图。
[0018]
图3为本实用新型的支撑座和支撑升降驱动器的立体结构示意图。
[0019]
图4为本实用新型的滚压折边机构和纵向驱动模组的立体结构示意图。
[0020]
图5为本实用新型的安装座、滚压辊轮、预辊轮和电池的立体结构示意图。
[0021]
图6为本实用新型的滚压折边过程的示意图。
[0022]
附图标记说明:
[0023]
31、支撑座;311、支撑板;312、底板;313、第二调位组件;314、第二调节板;32、滚压折边机构;321、安装座;322、滚压辊轮;323、滚压面;324、基板;325、第一调节板;326、第一调位组件;327、预辊轮;328、预滚面;33、滚压驱动机构;331、横向驱动模组;332、纵向驱动模组;333、移动板;334、纵向气缸;34、支撑升降驱动器;341、导杆;342、导套;35、按压机构;351、按压支撑块;352、按压驱动器;353、按压板;36、支架。
具体实施方式
[0024]
为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
[0025]
如图1至图6所示,本实用新型提供的一种滚压折边装置,其包括支架36、设置于支架36的支撑座31、位于支撑座31的上方的滚压折边机构32及装设于支架36并用于驱动滚压折边机构32与支撑座31的支撑面滚动抵触的滚压驱动机构33,所述滚压折边机构32包括与滚压驱动机构33的输出端连接的安装座321及均转动设置于安装座321的多个带有不同锥度滚压面323的滚压辊轮322,多个滚压辊轮322的中心轴线在同一水平面上,多个滚压辊轮322的滚压面323的锥度沿着安装座321的长度方向从大到小排列设置,多个滚压辊轮322的滚压面323的锥度从大到小排列方向与滚压叠合折边的方向相同,即滚压辊轮322沿着安装座321从外向内滚动。本实施例中,以滚压折边装置对带有90
°
侧边的电池铝塑膜壳进行滚压叠合折边(折边的角度为90
°
,使得电池铝塑膜壳的侧边处于叠合的状态)为例进行说明。
[0026]
实际工作时,滚压驱动机构33驱动安装座321连带多个滚压辊轮322远离支撑座31,使得滚压辊轮322与支撑座31处于打开状态,机械手或夹料装置将电池夹持至支撑座31与滚压折边机构32之间,使得电池铝塑膜壳的90
°
侧边位于支撑座31与滚压辊轮322之间,
支撑座31对电池的电池铝塑膜壳的90
°
侧边进行支撑,然后滚压驱动机构33驱动安装座321连带多个滚压辊轮322靠近电池铝塑膜壳的90
°
侧边移动,直至具有最大锥度滚压面323的滚压辊轮322先与电池铝塑膜壳的90
°
侧边和支撑座31的支撑面抵触,使得滚压辊轮322与支撑座31处于闭合状态,此时滚压驱动机构33驱动安装座321连带多个滚压辊轮322沿着支撑座31的支撑面滚动,以将电池铝塑膜壳的90
°
侧边滚压叠合折边,由于多个滚压辊轮322的滚压面323的锥度从大到小排列,所以在滚压叠合折边的过程中,电池铝塑膜壳的90
°
侧边的夹角逐渐减小,直至电池铝塑膜壳的侧边处于叠合的状态,从而完成对电池铝塑膜壳的90
°
侧边进行叠合折边加工。
[0027]
本实用新型的结构简单,通过多个带有不同锥度滚压面323的滚压辊轮322在支撑座31的支撑面上滚动以对电池铝塑膜壳的90
°
侧边进行叠合折边,折边的稳定性好,折边效率高,保证了折边的精度,折边质量好。
[0028]
当滚压折边机构32的数量为一个时,滚压驱动机构33驱动滚压折边机构32依次对电池铝塑膜壳的两个90
°
侧边进行叠合折边;当滚压折边机构32的数量为两个时,两个滚压折边机构32对称地连接于滚压驱动机构33的输出端,滚压驱动机构33驱动两个滚压折边机构32分别对电池铝塑膜壳的两个90
°
侧边进行叠合折边,一次性即可完成电池的两侧叠合折边,大大地提高了叠合折边的效率。
[0029]
本实施例中,所述安装座321包括与移动板333滑动连接的基板324、滑动连接于基板324的第一调节板325及装设于基板324的第一调位组件326,所述第一调节板325装设于第一调位组件326的输出端,多个滚压辊轮322转动连接于第一调节板325。通过第一调位组件326对第一调节板325在基板324上的横向位置,以调节多个滚压辊轮322的横向位置;当滚压折边机构32的数量为两个时,可以根据实际所需叠合折边的电池的宽度,通过第一调位组件326能够调节两个滚压折边机构32的滚压辊轮322之间的距离,以适用于对不同宽度规格的电池进行滚压叠合折边。
[0030]
具体地,所述第一调位组件326包括与基板324转动连接的螺杆及与螺杆螺纹连接的移动螺母,所述移动螺母装设于第一调节板325,螺杆的中心轴线与滚压辊轮322的中心轴线平行,所述螺杆远离第一调节板325的一端装设有驱动件,所述驱动件为手轮或电机。实际调节时,驱动件驱动螺杆转动,转动螺杆与移动螺母螺纹连接,使得移动螺母带动第一调节板325沿着螺杆移动,移动的第一调节板325带动多个滚压辊轮322移动,以调节多个滚压辊轮322的横向位置。
[0031]
为了进一步提高滚压叠合折边的稳定性以及叠合折边的质量,本实施例中,所述滚压折边机构32还包括转动设置于安装座321的预辊轮327,所述预辊轮327设置有预滚面328,所述预辊轮327的中心轴线与滚压辊轮322的中心轴线夹角设置,所述预辊轮327位于具有最大锥度滚压面323的滚压辊轮322的外侧。具体地,所述预辊轮327的中心轴线竖直设置,所述预滚面328为锥面,所述预辊轮327转动连接于第一调节板325。在滚压辊轮322对电池铝塑膜壳的90
°
侧边进行滚压之前,预辊轮327对电池铝塑膜壳的90
°
侧边预先滚压一定角度,起到导向、过渡的作用,以保证滚压辊轮322对电池铝塑膜壳的侧边进行滚压叠合折边的精度和质量。
[0032]
本实施例中,所述支撑座31包括两个支撑板311,两个支撑板311平行且间距设置,两个支撑板311分别与两个滚压折边机构32一一对应设置。实际工作时,一个滚压折边机构
32的预辊轮327、滚压辊轮322与一个支撑板311的支撑面滚动抵触,以对电池铝塑膜壳的一90
°
侧边进行叠合折边。
[0033]
本实施例中,所述支撑座31还包括底板312、调位机构及两个第二调节板314,两个第二调节板314对称地滑动连接于底板312,所述调位机构装设于底板312,所述调位机构用于调节两个第二调节板314之间的距离,两个支撑板311分别装设于两个第二调节板314。具体地,所述调位机构包括两个第二调位组件313,两个第二调位组件313分别与两个第二调节板314驱动连接,所述第二调位组件313的结构与第一调位组件326的结构相同。根据不同宽度规格的电池,通过调位机构对两个第二调节板314之间的距离进行调节,以使两个支撑板311能够对不同宽度规格的电池的侧边进行支撑,使用范围广。
[0034]
本实施例中,所述滚压折边装置还包括装设于支架36并用于驱动支撑座31靠近或远离滚压辊轮322的支撑升降驱动器34,所述支撑升降驱动器34为气缸,所述底板312与气缸的活塞杆连接。通过支撑升降驱动器34驱动支撑座31升降,提高了支撑座31的灵动性,便于机械手或夹料装置将电池夹持至支撑座31与滚压折边机构32之间,以便于支撑座31对电池的侧边进行支撑。
[0035]
具体地,所述底板312装设有导杆341,所述支架36装设有导套342,所述导杆341与导套342滑动连接,提高了底板312升降的稳定性。
[0036]
本实施例中,所述滚压驱动机构33包括装设于支架36的横向驱动模组331及装设于横向驱动模组331的输出端的纵向驱动模组332,所述安装座321与纵向驱动模组332的输出端连接。具体地,所述纵向驱动模组332包括与横向驱动模组331驱动连接的移动板333及装设于移动板333的两个纵向气缸334,两个滚压折边机构32的安装座321分别连接于两个纵向气缸334的活塞杆,横向驱动模组331的驱动方向与支撑板311的长度方向平行,纵向驱动模组332的驱动方向为竖直方向。纵向驱动模组332用于驱动多个滚压辊轮322与支撑板311的支撑面抵触,横向驱动模组331用于驱动多个滚压辊轮322沿着支撑板311的支撑面滚动。
[0037]
本实施例中,所述滚压折边装置还包括位于支撑座31的一侧的按压机构35,所述按压机构35装设于支架36,所述按压机构35包括装设于支撑座31的按压支撑块351、装设于支架36的按压驱动器352及装设于按压驱动器352的输出端的按压板353,所述按压板353位于按压支撑块351的上方,按压驱动器352用于驱动按压板353靠近或远离按压支撑块351,所述按压驱动器352为气缸。在滚压辊轮322对电池铝塑膜壳的90
°
侧边进行滚压叠合折边之前,按压机构35的按压驱动器352驱动按压板353靠近按压支撑块351移动,直至按压板353将电池的极片按压在按压支撑块351上,以保证电池在滚压叠合折边过程中的稳定性,进一步提高滚压叠合折边的质量。
[0038]
本实施例中的所有技术特征均可根据实际需要而进行自由组合。
[0039]
上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips