
 商标分类
商标分类  商标转让
商标转让 
一种模具的制作方法
 2021-02-22 14:02:34|
2021-02-22 14:02:34| 227|
227| 起点商标网
起点商标网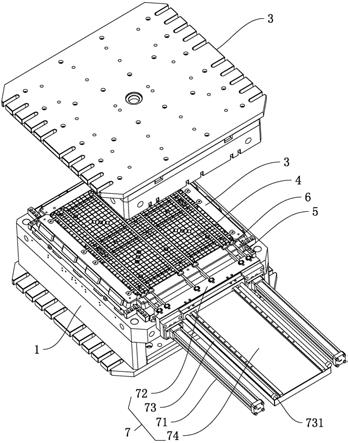
[0001]
本实用新型涉及模具技术领域,尤其是涉及一种模具。
背景技术:
[0002]
模具是指工业生产中用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。
[0003]
现有技术中,存在一种产品及其制造该产品的一种模具,如图6所示,一种产品上开设有贯通槽60,如图7和图8所示,该模具包括工作台10、下型模20和上型模30,所述下型模20固定设置在工作台10上,所述上型模30和下型模20相对的一侧均形成有造型槽40,所述下型模20的边框处开设有滑移槽201,所述滑移槽201内滑移设置有用于形成贯通槽60的插接棒50,且所述插接棒50通过螺栓固定在下型模20的边框上。
[0004]
采用上述方案,将熔融状态的材料注入下型模中的造型槽内,然后利用驱动机构驱动上型模竖直向下移动,直至上型模与下型模相抵接;待材料冷却后材料即刻成型,在取出成型产品时,先移走上型模,然后,解除螺栓对插接模的固定作用,之后从滑移槽中拔出插接模,即可将冷却成型后产品从下型模中取出;然而,由于滑移槽与插接模之间存在一定的间隙,导致在拔出插接模的过程中,插接模极易出现晃动,而导致插接模与贯通槽的内壁之间产生碰撞,导致贯通槽的形状被破坏,存在待改进之处。
技术实现要素:
[0005]
针对上述技术问题,本实用新型目的在于提出一种模具,利用导向块有助于降低插接棒在插拔的过程中晃动的幅度,特别地,将该导向块设置在滑移槽中靠近造型槽的一侧,提高对插接棒的导向作用,有助于防止插接棒在插拔的过程中与贯通槽的内壁产生碰撞,有助于保护贯通槽的形状。
[0006]
本实用新型的上述技术目的是通过以下技术方案得以实现的:
[0007]
一种模具,包括工作台、上型模和下型模,所述下型模固定设置在工作台上,所述上型模与下型模相对的一侧均设置有造型槽,所述下型模的边框上设置有滑移槽,所述滑移槽内滑移设置有用于形成贯通槽的插接棒,所述滑移槽内靠近造型槽的一侧通过螺栓固定有导向块,所述导向块上开设有导向槽,所述插接棒插接导向槽内并与导向槽形成滑移配合。
[0008]
通过采用上述技术方案,实际使用中,工作人员将熔融状态的材料注入下型模中的造型槽内,然后利用驱动机构驱动上型模竖直向下移动,直至上型模与下型模相抵接;待材料冷却后材料即可成型,在取出成型产品时,先利用驱动机构移走上型模,接着再拔出插接棒,在拔出插接棒时,利用导向块与插接棒之间形成的滑移配合,可有效地降低插接棒在滑移槽中滑移时晃动的幅度,特别地,将该导向块设置在滑移槽中靠近造型槽的一侧,提高
对插接棒的导向作用,进而有助于防止插接棒在插拔的过程中与贯通槽的内壁产生碰撞,有助于保护贯通槽的形状。
[0009]
本实用新型在一较佳示例中可以进一步配置为:所述工作台上设置有用于驱动插接棒滑移的导向驱动组件。
[0010]
通过采用上述技术方案,实际使用中,工作人员可利用导向驱动组件,驱动插接棒沿着背离造型槽的方向移动,进而带动插接棒从下型模中的造型槽内撤离,之后即可将冷却成型后产品从下型模中取出,降低了人工劳动强度,省时省力。
[0011]
本实用新型在一较佳示例中可以进一步配置为:所述导向驱动组件包括滑移块和直线气缸,所述插接棒固定设置在滑移块上,所述直线气缸活塞杆的一端固定设置在工作台上,所述滑移块固定设置在直线气缸的缸体上,所诉直线气缸活塞杆的伸缩方向与插接棒的滑移方向平行。
[0012]
通过采用上述技术方案,实际使用中,工作人员直接驱动直线气缸的活塞杆进行伸长运动,由于直线气缸活塞杆的一端固定设置在工作台上,而滑移块固定设置在直线气缸的缸体上,即随着活塞杆的运动,直线气缸的缸体沿着远离下型模的方向移动,进而带动滑移块沿着远离下型模的方向移动,使得插接棒从造型槽中撤离,另外,当直线气缸驱动活塞杆反向移动即可将插接棒插入造型槽中,自动化程度高,降低了人工劳动强度。
[0013]
本实用新型在一较佳示例中可以进一步配置为:所述导向驱动组件还包括导向杆,所述导向杆长度方向的一端固定设置在下型模的边框上,且所述导向杆的长度方向与插接棒的滑移方向平行,所述滑移块套设在导向杆上并与导向杆形成滑移配合。
[0014]
通过采用上述技术方案,利用导向杆与滑移块之间的滑移配合,提高滑移块滑移时的稳定性,进而提高插接棒在滑移槽内滑移的稳定性。
[0015]
本实用新型在一较佳示例中可以进一步配置为:所述导向杆长度方向远离下型模的一端设置有限位挡块。
[0016]
通过采用上述技术方案,利用导向杆长度方向远离下型模的一端设置的限位挡块,对滑移块起到限位的作用,防止滑移块从导向杆中脱离,进而有助于保证滑移块在导向杆上正常的滑移。
[0017]
本实用新型在一较佳示例中可以进一步配置为:所述导向驱动组件还包括导向板,所述导向板固定设置在工作台上,所述滑移块通过线轨滑移设置在导向板上。
[0018]
通过采用上述技术方案,将滑移块通过线轨滑移设置在导向板上,进一步提高滑移块滑移的稳定性,进而进一步提高插接棒运动的稳定性。
[0019]
本实用新型在一较佳示例中可以进一步配置为:所述插接棒通过螺栓固定在滑移块上。
[0020]
通过采用上述技术方案,将插接棒通过螺栓固定在滑移块上,实现了插接棒的可拆卸性,便于后期对插接棒的更换和维护。
[0021]
与现有技术相比,本实用新型的有益效果如下:
[0022]
利用导向块有助于降低插接棒在插拔的过程中晃动的幅度,特别地,将该导向块设置在滑移槽中靠近造型槽的一侧,提高对插接棒的导向作用,有助于防止插接棒在插拔的过程中与贯通槽的内壁产生碰撞,有助于保护贯通槽的形状;
[0023]
利用限位杆、滑移块与导向板,提高了插接棒在滑移槽内滑移的稳定性,有助于防
止在抽拉插接棒时插接棒与贯通槽的内壁发生碰撞,进而保证贯通槽的完整性。
附图说明
[0024]
图1为本实施例主要体现拔插式模具整体结构的轴测示意图;
[0025]
图2为本实施例主要体现导向驱动组件结构的示意图;
[0026]
图3为图2中,局部a的放大图,主要体现导向块结构的示意图;
[0027]
图4为本实施例主要体现滑移槽结构的示意图;
[0028]
图5为本实施例主要体现导向槽结构的示意图;
[0029]
图6为现有技术中的一种产品,主要体现贯通槽的结构示意图;
[0030]
图7为现有技术中生产该产品的模具结构的爆炸示意图;
[0031]
图8为图7局部b的放大图,主要体现插接板和滑移槽结构的示意图。
[0032]
附图标记:1、工作台;2、上型模;3、下型模;31、滑移槽;4、造型槽;5、插接棒;6、导向块;61、导向槽。7、导向驱动组件;71、直线气缸;72、滑移块;73、导向杆;731、限位挡块;74、导向板。
具体实施方式
[0033]
以下结合附图对本实用新型作进一步详细说明。
[0034]
如图1和图2所示,一种模具,包括工作台1、上型模2和下型模3,下型模3固定在工作台1上,上型模2下型模3相对的一侧均设置有造型槽4,下型模3长度方向一侧的边框上开设由开口向上的滑移槽31(参见图4),本实施例中滑移槽31设置有六个,六个滑移槽31内均滑移设置有用于形成贯通槽的插接棒5,且六个滑移槽31内靠近造型槽4的一侧均通过螺栓固定有导向块6,任一导向块6上均开设有导向槽61(参见图4和图5),六个插接棒5插接对应的导向槽61内并与对应的导向槽61形成滑移配合;工作台1上长度方向位于滑移槽31的一侧设置有用于驱动插接棒5滑移的导向驱动组件7。
[0035]
实际使用中,工作人员将熔融状态的材料注入下型模3中的造型槽4内,然后利用驱动机构例如冲压机驱动上型模2竖直向下移动,直至上型模2与下型模3相抵接;待材料冷却后材料即可成型,在取出成型产品时,先利用驱动机构移走上型模2,然后利用导向驱动组件7,驱动插接棒5沿着背离造型槽4的方向移动,在导向块的作用下带动插接棒5从下型模3中的造型槽4内撤离,之后即可将冷却成型后产品从下型模3中取出,降低了人工劳动强度,省时省力。
[0036]
如图2所示,导向驱动组件7包括直线气缸71、滑移块72和导向杆73,直线气缸71设置有两个,两个直线气缸71沿下型模3的宽度方向呈对称设置,两个直线气缸71活塞杆的端部固定在下型模3下方的工作台1上,且两个直线气缸71活塞杆的伸缩方向与插接棒5的滑移方向平行,滑移块72宽度方向背离下型模3的一侧固定在两个直线气缸71的缸体上;导向杆73设置有两个,两个导向杆73长度方向的一端固定在下型模3长度方向位于滑移槽31一侧的侧壁上,且两个导向杆73沿下型模3的宽度方向呈对称设置,两个导向杆73均位于插接棒5的下方,滑移块72套设在两个导向杆73上并与两个导向杆73形成滑移配合,两个导向杆73长度方向远离下型模3的一端均一体成型有限位挡块731,对滑移块72起到限位的作用,防止滑移块72从导向杆73中脱离。导向驱动组件7还包括导向板74,导向板74水平固定在工
作台1上,且该导向板74与两个直线气缸71位于同一侧,且滑移块72通过线轨滑移设置在导向板74上。
[0037]
实际使用中,当需要驱动插接棒5滑移时,利用两个直线气缸71同步驱动各自的活塞杆运动,由于两个直线气缸71活塞杆的端部均固定在工作台1上,因此随着活塞杆的运动,直线气缸71的缸体在两个导向杆73以及在线轨的作用下沿着远离下型模3的方向移动,进而带动滑移块72沿着远离下型模3的方向移动,使得插接棒5从造型槽4中撤离。
[0038]
六个插接棒5长度方向远离下型模3的一端均通过螺栓固定在滑移块72上,实现了插接棒5的可拆卸性,便于后期对插接棒5的更换和维护。
[0039]
本实施例的实施原理为:
[0040]
实际使用中,工作人员将熔融状态的材料注入下型模3中的造型槽4内,然后利用驱动机构例如冲压机驱动上型模2沿着导向柱的长度方向竖直向下移动,直至上型模2与下型模3相抵接;待材料冷却后材料即刻成型,在取出成型产品时,先利用驱动机构移走上型模2,然后利用两个直线气缸71同步驱动各自的活塞杆运动,由于两个直线气缸71活塞杆的端部均固定在工作台1上,因此随着活塞杆的运动,直线气缸71的缸体在两个导向杆73以及在线轨的作用下沿着远离下型模3的方向移动,进而带动滑移块72沿着远离下型模3的方向移动,使得插接棒5从造型槽4中撤离。
[0041]
本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 活塞杆

 热门咨询
热门咨询




tips