
 商标分类
商标分类  商标转让
商标转让 
一种45的制作方法
 2021-02-22 12:02:15|
2021-02-22 12:02:15| 241|
241| 起点商标网
起点商标网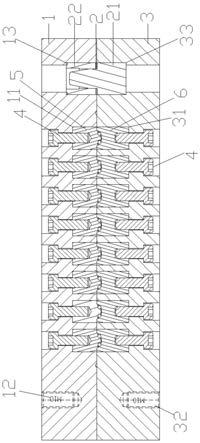
一种45
°
分型面的o型密封圈模具
技术领域
[0001]
本实用新型涉及模具技术领域,尤其是一种45
°
分型面的o型密封圈模具。
背景技术:
[0002]
o型密封圈在机械行业的应用非常普及,是实现机械密封的最常规、也是最有效的密封手段。现有技术的o型密封圈大部分是模压成型,采用上下两块模板,两块模板的分型面设在o型密封圈截面两圆心的连线上,通过定位销使得两块模板定位,将已经提前备好的固态原料摆放在下模扳上,合模后硫化成型o型密封圈,最后在o型密封圈成型之后再进行飞边处理。
[0003]
存在的问题是,o型密封圈在成型后是需要对分型面进行飞边处理,若想把飞边处理得一点残迹都没有,又不损伤o型密封圈的外表面并非容易,且飞边所处的位置也正是o型密封圈的最关键位置,即o型密封圈的最大外径与最小内经,飞边残留直接影响到o型密封圈的密封效果及使用寿命。
技术实现要素:
[0004]
本实用新型的目的是针对现有技术的不足而提供的一种45
°
分型面的o型密封圈模具,本实用新型采用设有45
°
外凸锥面的上模头及设有45
°
内凹锥面的下模头,在外凸锥面上及内凹锥面上分别设置半圆形的成型槽,使得成型后的o型密封圈的飞边落在了o型密封圈截面与圆心呈45
°
相交的连线上,o型密封圈的飞边规避了最大外径与最小内经,降低了对o型密封圈分型面上飞边处理难度,保证了o型密封圈最大外径位置与最小内经位置处的精度,提高了o型密封圈的密封效果,延长了o型密封圈的使用寿命。
[0005]
实现本实用新型目的的具体技术方案是:
[0006]
一种45
°
分型面的o型密封圈模具,其特点包括上模板、精定位、下模板、固定螺丝、上模头及下模头,
[0007]
所述上模板为矩形板,上模板的中心区域按行列排列设有数个上模头孔,周边设有数个上模板安装螺孔及数个上模板定位孔,上模板的两侧边设有把手;
[0008]
所述上模头孔为孔中部设有台阶的通孔;
[0009]
所述下模板为矩形板,下模板的中心区域按行列排列设有数个与上模头孔对应的下模头孔,周边设有数个下模板安装螺孔及数个下模板定位孔,下模板的两侧边设有把手;
[0010]
所述下模头孔为孔中部设有台阶的通孔;
[0011]
所述精定位由定位销与定位套构成;
[0012]
所述上模头为柱状件,柱状件的一端设有螺孔,另一端由第一大圆平面、外凸锥面及第一小圆平面构成,外凸锥面上设有半圆的上成型槽,上成型槽与外凸锥面的交线上设有上刃口,外凸锥面的上刃口外侧设有三角形的上退料槽;
[0013]
所述下模头为柱状件,柱状件的一端设有螺孔,另一端由第二大圆平面、内凹锥面及第二小圆平面构成,内凹锥面上设有半圆的下成型槽,下成型槽与内凹锥面的交线上设
有下刃口,内凹锥面的下刃口外侧设有三角形的下退料槽;
[0014]
所述精定位为数件,其定位销依次设于上模板定位孔内,定位套依次设于下模板定位孔内;
[0015]
所述上模头为数件,依次设于上模板的上模头孔内,固定螺丝经上模头孔将上模头与上模板固连;
[0016]
所述下模头为数件,依次设于下模板的下模头孔内,固定螺丝经下模头孔将下模头与下模板固连;
[0017]
所述上模板与下模板合模,精定位的定位销与定位套啮合,上模头与下模头啮合,上模头的外凸锥面与下模头的内凹锥面啮合,上模头的上刃口与下模头的下刃口触及。
[0018]
所述上模头5的外凸锥面52与柱状件轴线的夹角为45
°
。
[0019]
所述下模头6的内凹锥面62与柱状件轴线的夹角为45
°
。
[0020]
本实用新型采用设有45
°
外凸锥面的上模头及设有45
°
内凹锥面的下模头,在外凸锥面上及内凹锥面上分别设置半圆形的成型槽,使得成型后的o型密封圈的飞边落在了o型密封圈截面与圆心呈45
°
相交的连线上,o型密封圈的飞边规避了最大外径与最小内经,降低了对o型密封圈分型面上飞边处理难度,保证了o型密封圈最大外径位置与最小内经位置处的精度,提高了o型密封圈的密封效果,延长了o型密封圈的使用寿命。
[0021]
本实用新型在上模板的中心区域按行列排列设有数个上模头孔,在下模板的中心区域按行列排列设有数个与上模头孔对应的下模头孔,将数件上模头及下模头分别设于上模头孔及下模头孔内,不仅一次可成型多件产品,同时,每个上模头及下模头都能独立设置,便于维修或更换。
附图说明
[0022]
图1为本实用新型的结构示意图;
[0023]
图2为图1的侧视图;
[0024]
图3为本实用新型上模头及下模头的结构示意图;
[0025]
图4为图3的a处局部放大示意图;
[0026]
图5为图4的b处局部放大示意图。
具体实施方式
[0027]
参阅图1、图2,本实用新型包括上模板1、精定位2、下模板3、固定螺丝4、上模头5及下模头6;
[0028]
参阅图1、图3,所述上模板1为矩形板,上模板1的中心区域按行列排列设有数个上模头孔11,周边设有数个上模板安装螺孔12及数个上模板定位孔13,上模板1的两侧边设有把手;
[0029]
所述上模头孔11为孔中部设有台阶的通孔;
[0030]
所述下模板3为矩形板,下模板3的中心区域按行列排列设有数个与上模头孔11对应的下模头孔31,周边设有数个下模板安装螺孔32及数个下模板定位孔33,下模板3的两侧边设有把手;
[0031]
所述下模头孔31为孔中部设有台阶的通孔;
[0032]
所述精定位2由定位销21与定位套22构成。
[0033]
参阅图1、图3、图4、图5,所述上模头5为柱状件,柱状件的一端设有螺孔,另一端由第一大圆平面51、外凸锥面52及第一小圆平面53构成,外凸锥面52上设有半圆的上成型槽54,上成型槽54与外凸锥面52的交线上设有上刃口55,外凸锥面52的上刃口55外侧设有三角形的上退料槽56;
[0034]
所述下模头6为柱状件,柱状件的一端设有螺孔,另一端由第二大圆平面61、内凹锥面62及第二小圆平面63构成,内凹锥面62上设有半圆的下成型槽64,下成型槽64与内凹锥面62的交线上设有下刃口65,内凹锥面62的下刃口65外侧设有三角形的下退料槽66。
[0035]
参阅图1、图2,所述精定位2为数件,其定位销21依次设于上模板定位孔13内,定位套22依次设于下模板定位孔33内。
[0036]
参阅图1、图2、图3、图4,所述上模头5为数件,依次设于上模板1的上模头孔11内,固定螺丝4经上模头孔11将上模头5与上模板1固连;
[0037]
所述下模头6为数件,依次设于下模板3的下模头孔31内,固定螺丝4经下模头孔31将下模头6与下模板3固连;
[0038]
参阅图1、图2、图3、图4、图5,所述上模板1与下模板3合模,精定位2的定位销21与定位套22啮合,上模头5与下模头6啮合,上模头5的外凸锥面52与下模头6的内凹锥面62啮合,上模头5的上刃口55与下模头6的下刃口65触及。
[0039]
参阅图3、图4、图5,所述上模头5的外凸锥面52与柱状件轴线的夹角为45
°
。
[0040]
参阅图3、图4、图5,所述下模头6的内凹锥面62与柱状件轴线的夹角为45
°
。
[0041]
本实用新型实施例
[0042]
参阅图1、图2,本实用新型在上模板1周边设置四个上模板安装螺孔12,在下模板3周边设置四个下模板安装螺孔32,用于与压机安装固定。将装配完成的上模板1与下模板3装入压机,进行手动试模、合模,为便于调整,本实用新型在上模板1及下模板3的两侧边均设有把手。
[0043]
参阅图1、图3、图4、图5,将已经提前备好的固态原料逐一摆放在下模头6的内凹锥面62内,上模板1与下模板3合模,并硫化后成型o型密封圈,当上模头5的外凸锥面52与下模头6的内凹锥面62逐渐啮合时,上成型槽54与下成型槽64合拢,多余的固态原料被挤压到上成型槽54及下成型槽64两侧的上退料槽56及下退料槽66内,上模头5的上刃口55与下模头6的下刃口65触及,将o型密封圈切割成型。
[0044]
参阅图3、图4、图5,本实用新型上成型槽54与外凸锥面52的交线形成两个圆,两个圆线上设有上刃口55,外凸锥面52上刃口55的两个圆线的外侧均设有三角形的上退料槽56;同样,下成型槽64与内凹锥面62的交线形成两个圆,两个圆线上设有下刃口65,内凹锥面62下刃口65两个圆线的外侧均设有与上退料槽56对应的下退料槽66;最后对成型之后的o型密封圈进行飞边修理。
[0045]
参阅图1、图3、图4、图5,本实用新型采用设有45
°
外凸锥面52的上模头5及设有45
°
内凹锥面62的下模头6,在外凸锥面52上及内凹锥面62上分别设置半圆形的成型槽,使得成型后的o型密封圈的飞边落在了o型密封圈截面与圆心呈45
°
相交的连线上,o型密封圈的飞边规避了最大外径与最小内经,降低了对o型密封圈分型面上飞边处理难度,保证了o型密封圈最大外径位置与最小内经位置的精度,提高了o型密封圈的密封效果,延长了o型密封
圈的使用寿命。
[0046]
以上所述实例仅表达了本实用新型的一种较佳的实例方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,进行各种的省略、置换、变更。这些实施方式及其变形包含在本实用新型的范围和主旨中,并且包含在权利要求所记载的实用新型及其等效的范围中。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: o型密封圈

 热门咨询
热门咨询




tips