
 商标分类
商标分类  商标转让
商标转让 
模具自动开模装置的制作方法
 2021-02-22 09:02:43|
2021-02-22 09:02:43| 310|
310| 起点商标网
起点商标网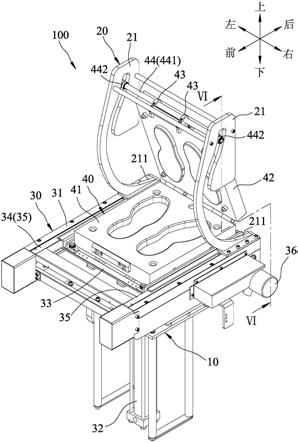
[0001]
本实用新型涉及一种开模装置,特别是涉及一种模具自动开模装置。
背景技术:
[0002]
如图1所示,现有一种发泡冷却成型机(中华人民共和国实用实用新型专利cn 205685613 u号)包含一机架1、一设置于该机架1的硫化加热装置2、一设置于该机架1的冷却装置3、一设置于该机架1的第一送料装置4,及一设置于该机架1的第二送料装置5,该第一送料装置4包括一可上、下升降的托台401、两个设置于该托台401顶面的模具滑轨402(图1只显示一个),及一设置于该托台401的推送机构403,该第二送料装置5包括一可上、下升降的托台501、两个设置于该托台501顶面的模具滑轨502,及一设置于该托台501的推送机构503,借此,此种成型机虽可利用该第一送料装置4、第二送料装置5将两个模具6在该硫化加热装置2与该冷却装置3之间循环搬运,并在成型作业完成之后,利用该推送机构403将所对应的其中一模具6拉出该冷却装置3,但是,此种成型机却必须利用人工的方式将该其中一模具6的一扣具601解扣,才能将该其中一模具6开模,以将该其中一模具6内的eva鞋底成品取出,此后,待操作者将新的eva成型材料重新置入该其中一模具6内之后,又要利用人工的方式将该其中一模具6合模,并将该其中一模具6的扣具601上扣,才能再进行下一次的成型作业,在操作上要使用更多的人工,且效率较差。
技术实现要素:
[0003]
因此,本实用新型的目的在于提供一种能够克服先前技术的至少一个缺点的模具自动开模装置。
[0004]
于是,本实用新型模具自动开模装置,包含机台单元、导轨单元、搬运单元,及模具单元。
[0005]
所述导轨单元设置于所述机台单元,并具有两个在左右方向上相对设置的轨道。
[0006]
所述搬运单元设置于所述机台单元,并包括载具。
[0007]
所述模具单元设置于所述载具,所述载具用于带动所述模具单元沿前后方向相对于所述机台单元在邻近于所述导轨单元的载出位置与远离于所述导轨单元的载入位置之间移动,所述模具单元包括下模、枢设于所述下模的上模、至少一个枢设于所述上模的上勾件,及设置于所述上勾件的导引件,所述下模具有下分模面,及至少一个合模限位面,所述上模具有上分模面、相反于所述上分模面的背面,及挡止面,所述上模能相对于所述下模在所述上分模面、所述下分模面互相接触的合模位置与所述上分模面、所述下分模面互相远离的开模位置之间转动,所述上勾件不超出所述背面,所述上勾件具有与所述上模枢接的枢接部,及从所述枢接部延伸出的勾部,所述枢接部具有解扣定位面及上扣定位面,所述上勾件能相对于所述上模在解扣位置及上扣位置之间转动,当所述上勾件在所述解扣位置时,所述解扣定位面与所述挡止面接触,当所述上勾件在所述上扣位置时,所述上扣定位面与所述挡止面接触,所述导引件设置于所述上勾件的枢接部,并具有两个在所述左右方向
上互相间隔且分别对应于所述轨道的导引部,当所述载具带着所述模具单元移动至所述载出位置时,每一个导引部与各自的轨道接触,当所述载具带着所述模具单元移动至所述载入位置时,每一个导引部脱开各自的轨道,其中,当所述载具带着所述模具单元移动至所述载入位置且所述上模在所述合模位置时,所述上勾件位于所述上扣位置,且所述上勾件的勾部低于所述合模限位面并邻近于所述合模限位面,当所述载具带着所述模具单元从所述载入位置朝所述载出位置移动时,所述导引件驱使所述上勾件从所述上扣位置转动至所述解扣位置,当所述载具带着所述模具单元移动至所述载出位置时,所述导引件驱使所述上勾件带动所述上模转动至所述开模位置,所述上勾件保持在所述解扣位置,所述上勾件的勾部远离所述合模限位面。
[0008]
本实用新型模具自动开模装置,所述下模还具有位于所述合模限位面上方的导斜面,所述导斜面朝下并朝前倾斜,当所述上模朝所述合模位置转动时,所述上勾件的勾部与所述导斜面接触,所述导斜面导引所述上勾件转动至所述上扣位置。
[0009]
本实用新型模具自动开模装置,所述模具单元包括两个在所述左右方向上间隔地枢设于所述上模的上勾件,所述下模包括下模体,及设置于所述下模体前端的下勾板,所述下模体具有所述下分膜面,所述下勾板具有两个在所述左右方向上间隔设置的合模限位面,及所述导斜面,所述下勾板形成有两个分别对应于所述合模限位面的卡槽,每一个合模限位面界定出各自的卡槽的顶侧,当所述载具带着所述模具单元移动至所述载入位置且所述上模在所述合模位置时,每一个上勾件位于所述上扣位置,且每一个上勾件的勾部嵌入各自的卡槽内,当所述载具带着所述模具单元从所述载入位置朝所述载出位置移动时,所述导引件驱使每一个上勾件从所述上扣位置转动至所述解扣位置,每一个上勾件的勾部脱出各自的卡槽。
[0010]
本实用新型模具自动开模装置,所述上模包括上模体,及设置于所述上模体前端的枢耳座,所述上模体具有所述上分模面,及所述背面,所述枢耳座具有所述挡止面,每一个上勾件的枢接部与所述枢耳座枢接,所述导引件还具有沿所述左右方向延伸并设置于所述上勾件的枢接部的杆部,所述导引部分别设置于所述杆部的两端。
[0011]
本实用新型模具自动开模装置,所述导轨单元包括两块在所述左右方向上相对地设置于所述机台单元的导轨板,每一个导轨板具有各自的轨道。
[0012]
本实用新型模具自动开模装置,所述搬运单元还包括沿上下方向能移动地设置于所述机台单元的工作台、设置于所述机台单元并用于驱使所述工作台沿所述上下方向移动的工作台驱动器,及设置于所述工作台并用于驱使所述载具沿所述前后方向移动的载具驱动模组,所述载具驱动模组具有两个在所述左右方向上间隔设置并沿所述前后方向能移动地设置于所述工作台的齿条、设置于所述工作台的马达、沿所述左右方向延伸并能转动地设置于所述工作台的传动轴,及两个分别设置于所述传动轴的两端并分别与所述齿条啮合的被驱动齿轮,所述马达具有输出轴,及设置于所述输出轴并与其中一被驱动齿轮啮合的驱动齿轮,所述载具设置于所述齿条。
[0013]
本实用新型的功效在于:本实用新型利用所述导轨单元、所述搬运单元配合所述模具单元的设计,在将所述模具单元从冷热成型机的冷却空间搬出的过程中,所述导轨单元经由所述导引件可先将所述上勾件自动解扣,然后再带动所述上模自动转动至所述开模位置,而且,本实用新型的模具单元利用所述上勾件配合所述导引件的设计,在所述模具单
元被热压自动合模的过程中,所述上勾件会自动上扣,而将所述模具单元限位在合模的状态,本实用新型在操作上可节省人工,提升作业效率。
附图说明
[0014]
图1是现有一种发泡冷却成型机的立体图;
[0015]
图2是本实用新型模具自动开模装置的一实施例搭配冷热成型机的立体图;
[0016]
图3是该实施例与该冷热成型机的组合剖视图;
[0017]
图4是该实施例的立体图,说明该实施例的一搬运单元的一载具在载出位置,该实施例的一模具单元的一上模在开模位置;
[0018]
图5是类似于图4的视图,说明该载具在载入位置,该上模在合模位置;
[0019]
图6是沿着图4中的线vi-vi所截取的剖视图;
[0020]
图7是该模具单元与两个eva成型材料的局部分解立体图,说明该上模在该开模位置;
[0021]
图8是该模具单元的剖视图,说明该上模在该开模位置,该模具单元的一上勾件在解扣位置;
[0022]
图9是类似于图8的视图,说明该上模在该合模位置,该上勾件在上扣位置;
[0023]
图10是搬运作动示意图,说明该载具在该载出位置,该上模在该开模位置;
[0024]
图11是类似于图10的视图,说明该搬运单元将该模具单元搬运至该冷热成型机的一机架单元的加热空间内;
[0025]
图12是类似于图11的视图,说明该模具单元开始被热压;
[0026]
图13是图12中的该模具单元的放大图;
[0027]
图14是类似于图12的视图,说明该模具单元继续被热压;
[0028]
图15是图14中的该模具单元的放大图;
[0029]
图16是类似于图14的视图,说明该模具单元被热压至该上模转动至该合模位置,该上勾件自动转动至该上扣位置;
[0030]
图17是图16中的该模具单元的放大图,说明该上模在该合模位置,该上勾件在该上扣位置;
[0031]
图18是类似于图16的视图,说明该冷热成型机的搬运单元将该模具单元搬运至该机架单元的冷却空间内;
[0032]
图19是是类似于图18的视图,说明该模具单元被冷压;
[0033]
图20是类似于图19的视图,说明该载具带着该模具单元从该载入位置朝该载出位置移动,该上勾件从该上扣位置转动至该解扣位置;
[0034]
图21是图20中的该模具单元的放大图,说明该上勾件在该解扣位置;
[0035]
图22是类似于图20的视图,说明该载具带着该模具单元朝该载出位置移动,该上模朝该开模位置被掀开;
[0036]
图23是图22中的该模具单元的放大图,说明该上模朝该开模位置被掀开;
[0037]
图24是类似于图7的视图,说明该模具单元的一变化例;
[0038]
图25是该变化例的剖视图,说明该上模在该合模位置,该上勾件在该上扣位置。
具体实施方式
[0039]
下面结合附图及实施例对本实用新型进行详细说明。
[0040]
参阅图2、3、4,为本实用新型模具自动开模装置100的一实施例,该自动开模装置100包含一机台单元10、一导轨单元20、一搬运单元30,及一模具单元40,在本实施例中,该自动开模装置100可与一冷热成型机200配合使用,该冷热成型机200包含一机架单元210、一加热单元220、一冷却单元230,及一搬运单元240,该机架单元210包括一加热空间211,及一在上下方向上低于该加热空间211的冷却空间212,该加热单元220包括一位于该加热空间211内的上热压板221、一位于该加热空间211内的下热压板222,及一设置于该机架单元210的热压板驱动器223,该热压板驱动器223用来驱使该上热压板221沿该上下方向移动,该冷却单元230包括一位于该冷却空间212内的上冷压板231、一位于该冷却空间212内的下冷压板232,及一设置于该机架单元210的冷压板驱动器233,该冷压板驱动器233用来驱使该下冷压板232沿该上下方向移动,该搬运单元240的构造相同于该搬运单元30,请参见下述该搬运单元30的说明,在此不再重复说明。
[0041]
如图3、4、5所示,该机台单元10与该机架单元210连接。
[0042]
如图4、5、6所示,该导轨单元20设置于该机台单元10,并包括两块在左右方向上相对地设置于该机台单元10的导轨板21,每一个导轨板21具有一轨道211,所述导轨板21的轨道在该左右方向上相对设置。
[0043]
该搬运单元30设置于该机台单元10,并包括一沿该上下方向能移动地设置于该机台单元10的工作台31、一设置于该机台单元10并用于驱使该工作台31沿该上下方向移动的工作台驱动器32、一载具33,及一设置于该工作台31并用于驱使该载具33沿前后方向移动的载具驱动模组34。
[0044]
该载具33用于带动该模具单元40沿该前后方向相对于该机台单元10在邻近于该导轨单元20的载出位置(见图4)与远离于该导轨单元20的载入位置之间移动(见图5)。
[0045]
该载具驱动模组34具有两个在该左右方向上间隔设置并沿该前后方向能移动地设置于该工作台31的齿条35、一设置于该工作台31的马达36、一沿该左右方向延伸并能转动地设置于该工作台31的传动轴37,及两个分别设置于该传动轴37的两端并分别与所述齿条35啮合的被驱动齿轮38,该马达36具有一输出轴361,及一设置于该输出轴361并与其中一被驱动齿轮38啮合的驱动齿轮362。
[0046]
在本实施例中,该载具33可拆卸地设置于所述齿条35,该载具驱动模组34可驱使该载具33带着该模具单元40在该载出位置(见图4)与该载入位置(见图5)之间移动。
[0047]
如图7、8、9所示,该模具单元40可拆卸地设置于该载具33(见图4),并包括一下模41、一枢设于该下模41的上模42、两个在该左右方向上间隔地枢设于该上模42的上勾件43,及一设置于所述上勾件43的导引件44。
[0048]
在本实施例中,该下模41包括一下模体45,及一设置于该下模体45前端的下勾板46。
[0049]
该下模体45具有一下分膜面451,该下分膜面451形成有两个成型模穴452。
[0050]
该下勾板46具有两个在该左右方向上间隔设置的合模限位面461,及一位于所述合模限位面上方的导斜面462,该导斜面462朝下并朝前倾斜,较佳地,该下勾板46并形成有两个分别对应于所述合模限位面461的卡槽463,每一个合模限位面461界定出各自的卡槽
463的顶侧。
[0051]
该上模42包括一上模体47,及一设置于该上模体47前端的枢耳座48。
[0052]
该上模体47具有一上分模面471,及一相反于该上分模面471的背面472。
[0053]
该枢耳座48具有一挡止面481。
[0054]
该上模42能相对于该下模41在该上分模面471、该下分模面451互相接触的合模位置(见图9)与该上分模面471、该下分模面451互相远离的开模位置(见图8)之间转动。
[0055]
每一个上勾件43不超出该背面472,每一个上勾件43具有一与该上模42的枢耳座48枢接的枢接部431,及一从该枢接部431延伸出的勾部432,该枢接部431具有一解扣定位面433,及一上扣定位面434,每一个上勾件43能相对于该上模42在解扣位置(见图8)及上扣位置(见图9)之间转动,当所述上勾件43在该解扣位置时,每一个上勾件43的解扣定位面433与该挡止面481接触,当所述上勾件43在该上扣位置时,每一个上勾件43的上扣定位面434与该挡止面接触481。
[0056]
如图4、5、7所示,该导引件44具有一沿该左右方向延伸并设置于所述上勾件43的枢接部431的杆部441,及两个分别设置于该杆部441的两端的导引部442。
[0057]
所述导引部442在该左右方向上互相间隔且分别对应于所述轨道211。
[0058]
当该载具33带着该模具单元40移动至该载出位置时,每一个导引部442与各自的轨道211接触,当该载具33带着该模具单元40移动至该载入位置时,每一个导引部442脱开各自的轨道211。
[0059]
借此,如图10-图23所示,以下将说明本实用新型配合该冷热成型机200在将eva成型材料成型为eva鞋底成品的过程中,搬运该模具单元40的作动,但是,并不以此为限:
[0060]
一、如图8、10所示,当该载具33带着该模具单元40移动至该载出位置时,被所述轨道211导引上滑的该导引件44可驱使所述上勾件43带动该上模42转动至该开模位置,并使每一个上勾件43保持在该解扣位置,每一个上勾件43的勾部432远离各自的合模限位面461与各自的卡槽463,此时,操作者可将两个eva成型材料300分别置入所述成型模穴452中。在本实施例中,每一个eva成型材料300是呈片状,但是不以此为限。
[0061]
二、如图11所示,该搬运单元30的工作台31会上升至邻近于该加热空间211,接着,该搬运单元30的载具33会带着该模具单元40移动至该载入位置而进入该加热空间211,在此过程中,该导引件44沿着所述轨道211向下滑动,可使该上模42逐渐朝该下模41靠近,接着,该工作台31会再略为下降至该载具33与该模具单元40被摆置于该下热压板222的顶面上,此时,该上模42、该下模41之间被所述eva成型材料300所间隔,该上模42会与该下模41间隔一小角度的夹角。
[0062]
三、如图12、13所示,该热压板驱动器223驱使该上热压板221下降至接触该上模42,以准备开始下压该上模42,此时,每一个上勾件43的勾部432与该下勾板46的导斜面462的顶侧接触,而且,每一个上勾件43因该导引件44的重力作用,而暂时摆动至该上扣位置。
[0063]
四、如图14、15所示,该热压板驱动器223驱使该上热压板221持续下压该上模42,使该上模42持续朝下转动,在此过程中,该下勾板46的导斜面462会导引每一个上勾件43向外滑开。
[0064]
五、如图16、17所示,该热压板驱动器223驱使该上热压板221持续下压该上模42,使该上模42向下转动至该合模位置,在此过程中,当每一个上勾件43的勾部432越过该下勾
板46的导斜面462时,每一个上勾件43即会因该导引件44的重力作用,而自动摆动至该上扣位置,如此,该上热压板221、该下热压板222即可热压该模具单元40,以对该模具单元40内的所述eva成型材料300(见图15)进行硫化作业,使所述eva成型材料300(见图15)硫化成型为两个eva鞋底成品400。
[0065]
由上述可知,当该上热压板221下压该上模42,使该上模42朝该合模位置转动时,每一个上勾件43的勾部432会与该下勾板46的导斜面462接触,在此过程中,该导斜面462可导引每一个上勾件43自动转动至该上扣位置,也就是说,当该载具33带着该模具单元40移动至该载入位置且该上模42在该合模位置时,每一个上勾件43会自动位于该上扣位置,此时,每一个上勾件43的勾部432低于各自的合模限位面461并邻近于各自的合模限位面461,且每一个上勾件43的勾部432嵌入各自的卡槽463内,如此,即可使该上模42保持在该合模位置,以防止该上模42被所述eva鞋底成品400朝上撑开,而限制所述eva鞋底成品400的膨胀量。
[0066]
六、如图18所示,该搬运单元240会将该模具单元40从该加热空间211搬运至该冷却空间212内,使该模具单元40与该载具33被摆置于该下冷压板232的顶面上。
[0067]
七、如图19所示,该冷压板驱动器233驱使该下冷压板232上升,使得该上冷压板231、该下冷压板232对该模具单元40内的所述eva鞋底成品400进行冷却定型作业。
[0068]
八、如图20、21所示,在该模具单元40完成冷却定型作业之后,该下冷压板232会带该模具单元40下降,接着,该搬运单元30的齿条35可移动至进入该冷却空间212内,接着,该工作台31会再略为上升,让所述齿条35带着该载具33托起该模具单元40,而离开该下冷压板232的顶面,接着,当该载具33带着该模具单元40从该载入位置(见图5)朝该载出位置(见图10)移动时,被所述轨道211导引上滑的该导引件44可驱使每一个上勾件43从该上扣位置(见图17)自动转动至该解扣位置,而让每一个上勾件43的勾部432脱出各自的卡槽463,如此,所述上勾件43即不会再将该上模42锁扣在该合模位置。
[0069]
九、如图22、23所示,在该载具33继续带着该模具单元40从该载入位置(见图5)朝该载出位置(见图10)移动的过程中,由于每一个上勾件43的上扣定位面434抵接于该挡止面481,因此,被所述轨道211导引上滑的该导引件44即可经由所述上勾件43带动该上模42朝该开模位置(见图10)转动,最终,如图10所示,当该载具33带着该模具单元40移动至该载出位置时,被所述轨道211导引上滑的该导引件44可驱使所述上勾件43带动该上模42转动至该开模位置,此时,操作者即可将所述成型模穴452内的所述eva鞋底成品400(见图23)取出,并将新的eva成型材料300(见图7)再度分别置入所述成型模穴452中。
[0070]
如此,本实用新型即可利用所述搬运单元30、240将该模具单元40间歇地在该下热压板222与该下冷压板232之间循环搬运,而使所述模具单元40内的eva成型材料300成型(见图7)为所述eva鞋底成品400(见图23)。
[0071]
经由以上的说明,可再将本实用新型的优点归纳如下:
[0072]
一、本实用新型利用该导轨单元20、该搬运单元30配合该模具单元40的设计,在将该模具单元40从该冷热成型机200的冷却空间212搬出的过程中,该导轨单元20经由该导引件44可先将所述上勾件43自动解扣,然后再带动该上模42自动转动至该开模位置,相较于现有技术,本实用新型可自动将所述上勾件433解扣,并自动将该模具单元40开模,操作者只需负责所述eva鞋底成品400的取出作业与所述eva成型材料300的置入作业,在操作上可
节省人工,提升作业效率。
[0073]
二、本实用新型的模具单元40利用所述上勾件43配合该导引件44的设计,在该模具单元40被热压自动合模的过程中,所述上勾件43会自动上扣,而将该模具单元40限位在合模的状态,在操作上可节省人工,提升作业效率。
[0074]
值得一提的是,如图24、25所示,在本实施例的其他变化例中,该模具单元40只具有一个枢设于该上模42的枢耳座48的上勾件43。该下模41的下勾板46只具有一个合模限位面461,并取消所述卡槽463(见图7)的设置。该导引件44还具有两个在该左右方向上间隔地设置于该杆部441并与该枢耳座48枢接的耳片部443。
[0075]
当该上模42在该合模位置且该上勾件43在该上扣位置时,该上勾件43的勾部432会低于该合模限位面461并邻近于该合模限位面461,使该上模42保持在该合模位置。
[0076]
综上所述,本实用新型的模具自动开模装置,不但在开模的过程中,该模具单元可自动解扣并自动开模,而且,在合模的过程中,该模具单元可自动上扣,所以确实能达成本实用新型的目的。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 热压成型

 热门咨询
热门咨询




tips