
 商标分类
商标分类  商标转让
商标转让 
用于粘附到部件表面的连接元件及其制造方法和固定方法与流程
 2021-02-22 09:02:13|
2021-02-22 09:02:13| 294|
294| 起点商标网
起点商标网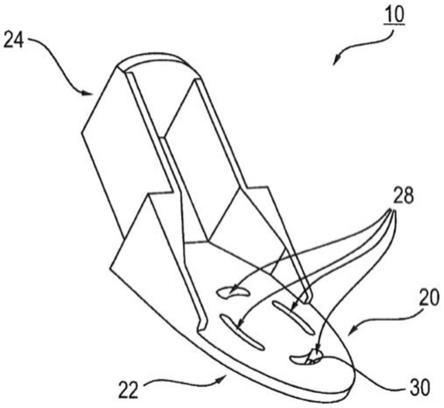
[0001]
本发明涉及用于粘附到部件表面的连接元件、其上粘附有连接元件的第一部件、由通过连接元件连接的第一部件和第二部件组成的装置、用于连接元件的制造方法以及紧固方法。
背景技术:
[0002]
在造船、运输以及航空航天中的大多数各种应用中,现有技术描述了用于将附加零件紧固到结构部件的连接元件,其中连接元件通过自粘接桥被加工。在此,使用包括装配结构,例如内螺纹或外螺纹的连接元件。关于粘合表面,倾斜的装配结构也是已知的,其包括例如螺母或距离保持器。
[0003]
紧固通常通过施加到连接元件的粘合表面上的普通双组分粘合剂来进行。为此目的,连接元件与粘合剂一起位于粘接桥中,该粘接桥借助于双面胶粘附到结构部件的部件表面上。通过该粘接桥将连接元件保持在结构部件的部件表面上,直到双组分粘合剂已经固化。
[0004]
因此,在使用中,如图1所示,首先将粘合剂施加到连接元件1的粘合表面3上,以及在粘接桥9的支脚7处移除胶带5的保护层。然后,将具有胶带5的粘接桥9定位在待与连接元件1粘接的结构部件a的部件表面上。随后,连接元件1在粘接桥9中被压下,使得粘合表面3与粘合剂一起被压到结构部件a的部件表面上。这些步骤在图2中示出。随后,如图3所示,一旦粘合剂达到其全部强度,就进行粘接桥9的移除。
[0005]
这种方法的缺点是,在紧固作为单独部件的连接元件的过程中,必须在单独的步骤中去除粘接桥。与此相比,有利的是,利用该方法,可以加工任何想要的用于连接元件的材料组合。
[0006]
为了避免使用粘接桥并且为了实现将连接元件更有效地预固定在结构部件的部件表面上,已知的是,使用由透明的或者可以被光穿透的材料制成的连接元件,该连接元件与借助于光固化的粘合剂连接。
[0007]
例如在de 10 2006 012 411a1中描述了相应的连接元件和用于将其固定在表面上的方法。连接元件包括套筒形接收部分和凸缘状延伸部,该套筒形接收部分用于接收可紧固在套筒形接收部分的内部的元件,该凸缘状延伸部具有凹陷部,该连接元件构造成使得可通过用适当的紧固装置填充凹陷部来将连接元件紧固在表面上。
[0008]
在wo 2012/107240a1中描述了用于粘附到部件表面的另一相应的连接元件。用于粘附到部件表面的连接元件包括具有螺栓部分的保持螺栓,结构部件可紧固到该螺栓部分。固定螺栓或保持螺栓的锚固部被紧固在由能够被光照射的材料制成的板中,使得由于锚固部的阻碍旋转和阻碍拉出的形状,在保持螺栓和板之间产生可靠的连接。
[0009]
可以被光穿透的材料与这些连接元件一起使用。仅以此方式保证,借助于光的照射对连接元件进行充分的预固定。
[0010]
另外,已知这种连接元件:其由可被光照射的材料构成,并且包括在基部元件中的
用于添加粘合剂的开口。同样地,由可透光的材料制成的连接元件是已知的,该连接元件包括在基部元件中的用于粘合剂的溢出开口。
[0011]
与其它应用领域(特别是振动)相比,具有高动态负载的特殊应用领域是航空领域。在此,除了对要建立的连接的要求之外,还存在由于所产生的动态载荷而对要使用的部件材料的特殊要求。用于在该技术领域中使用的连接元件的材料通常不能被光穿透。因此,使用通过光固化的粘合剂在现有技术中是不可能的。
[0012]
因此,本发明的目的是提供一种用于粘附到第一部件的部件表面的连接元件,该连接元件特别适用于航空中的应用,并且与迄今为止在该技术领域中已知的连接元件相比,该连接元件可被更有效地紧固。
技术实现要素:
[0013]
上述目的通过根据独立权利要求1的用于粘附到部件表面的连接元件、根据独立权利要求6的用于粘附到部件表面的连接元件、根据独立权利要求15的具有粘附到其上的连接元件的第一部件、根据独立权利要求16的由通过连接元件连接的第一部件和第二部件组成的装置、根据独立权利要求17的连接元件的制造方法、以及通过根据独立权利要求19的连接元件将第一部件紧固到第二部件的方法来解决。有利的实施例和进一步的扩展从以下描述、附图以及所附的权利要求中产生。
[0014]
在本发明的用于粘附到第一部件的部件表面上的连接元件的第一替代方案中,第二部件可借助于连接元件固定在第一部件上,连接元件包括基部元件以及用于与第二部件连接的装配结构,基部元件包括具有粘合表面的粘合侧,装配结构布置在基部元件的与粘合侧相对的一侧或在粘合侧的侧面,并且基部元件由热塑性塑料材料组成,该热塑性塑料材料的持续使用温度至少为130℃,该塑料材料很难被光穿透或不能被光穿透,并且所述基部元件包括至少一个照射区域,使得所述基部元件能够在所述照射区域中被光穿透,使得光能穿透所述基部元件,其中基部元件在截面中在照射区域中具有较低的厚度,并且在320nm和500nm之间的波长的光在照射区域中的透射度至少为20%。
[0015]
因此,基座元件由来自高性能塑料材料领域的热塑性塑料材料构成,该热塑性塑料材料不能被光穿透或很难被光穿透。特别是在航空领域,由于技术和成本原因,高性能塑料材料领域的热塑性塑料材料越来越频繁地使用。术语高性能塑料材料或高性能热塑性塑料基于应用相关的、热塑性塑料材料的工程分类。在此,通常区分三个方面,即标准塑料材料、技术塑料材料和高性能塑料材料。
[0016]
在这方面,高性能塑料材料比标准塑料材料和技术塑料材料满足更高的要求。特别地,它们具有更好的机械特性、更高的耐化学性和/或更高的耐热性。特别是由于其较高的耐热性,它们的加工通常是复杂的并且经常需要特殊的机器来达到此目的。此外,高性能塑料材料通常具有一个特定的特性,例如耐热成形性(resistance to thermal forming)。因此,它们与技术塑料材料形成对比,涵盖了广泛功能。
[0017]
所有高性能塑料材料都含有芳香结构。芳香结构结合了耐高温的两个最重要的特征。一方面,它们抗氧化,因为芳香族碳氢键比脂肪族碳氢键稳定得多,使得在热分解或燃烧过程中产生的自由基的形成变得困难。另一方面,芳香族聚合物的链刚性高于脂肪族聚合物的链刚性,这增加了玻璃化转变温度,或者在结晶聚合物的情况下,增加了结晶熔点,
并降低了溶解度。
[0018]
如上所述,热稳定性尤其是高性能塑料材料的中心特征。根据标准塑料材料的特性,通过添加增强材料如玻璃和碳纤维、添加稳定剂和通过增加聚合度,已经可以实现机械和热的改进。高性能塑料材料领域存在的至少130℃的持续使用温度或永久工作温度是通过用芳香族单元取代脂肪族单元来实现的。在本文中,术语“持续使用温度”是指相应的塑料材料在热空气中经过20,000小时的储存后损失不超过其初始特性的50%的最高温度。另外,对此参考din iec 216以及din en 60216。
[0019]
通过彻底除去脂肪族元素并通过官能团如醚、砜或酰亚胺基团使芳香族化合物紧密结合可达到更高的持续使用温度,因此可达到至少200℃至至少260℃的持续使用温度。因此,在一个优选实施例中,热塑性塑料材料的持续使用温度至少为150℃,优选至少为170℃,特别优选至少为190℃。
[0020]
为了能够以有效的方式加工由该高性能塑料材料制成的连接元件,根据本发明,在基部元件中存在照射区域。因此,在照射区域中也存在基部元件的材料,然而,与相邻区域相比,照射区域中仅具有较小的厚度。在这种情况下,选择厚度使得波长在320和500nm之间的光的透射度或透射率为至少20%。优选地,透射度为至少30%,特别优选为至少40%,特别优选为至少50%。
[0021]
作为材料特性的透射度t被定义为障碍物(即,本文为照射区域)后方的波强度i与障碍物前方的强度i0之间的商。因此,透射度是“透射”强度的维数图,并分别适用0和1或100%之间的值。其中,透射度取决于照射区域中的厚度、光的波长以及光的入射角。在这种情况下,透射度达到至少20%适用的是垂直进入照射区域的光束,其中光具有在320nm和500nm之间的范围内的波长。
[0022]
由于该存在的照射区域,可以使用借助于光照射而固化的粘合剂,使得例如可以实现不使用粘接桥或类似装置的预固定。这使得连接元件的使用更有效,并且将在下文中通过在第一部件处的相应紧固来描述。
[0023]
第一部件特别是结构部件,例如飞机机翼或飞机机身。第二部件应该被布置到该位置和/或通过连接元件保持在与该位置间隔开的位置。因此,第二部件是附加零件,例如覆层等。
[0024]
首先,将借助光束固化的粘合剂施加到基部元件的粘合侧和/或第一部件上。随后,将连接元件的粘合侧布置在第一部件上。之后,光照射由第一部件和设置在其上的连接元件组成的装置,使得粘合剂实现连接元件至少在照射区域中的预固定。最后,在将第二部件紧固在连接元件上之前,进行粘合剂的固化。
[0025]
因此,本发明的连接元件的第一替代方案的优点在于,该连接元件由高性能塑料材料构成,然而同时,该连接元件能够利用借助于光固化的粘合剂紧固到第一部件上。与现有技术相比,诸如粘接桥的单独元件不是必需的。与现有技术相比,材料的选择也不限于可以用光照射的材料。因此,连接元件可用于更大的应用区域,这在以前是不可实现的(由于要求光可穿透的材料)。
[0026]
在连接元件的优选实施例中,到照射区域的连接部或过渡部无级地、特别是连续地配置。换句话说,从与照射区域相邻的一个区域到照射区域的连接部或过渡部由此以平滑的、即无级的方式设计。通常情况下,使用的光源不会完全垂直地照射到粘合表面上,而
总是以高达120
°
锥角的辐射角照射。因此,过渡到照射区域的台阶或90
°
壁例如会导致边缘区域形成不期望的阴影。由于无级配置,至少减少了这种阴影的形成。
[0027]
在连接元件的另一优选实施例中,照射区域中的厚度不大于与照射区域相邻的基部元件的厚度的50%。优选地,照射区域中的厚度不大于与照射区域相邻的基部元件的厚度或基部元件的基本壁厚的40%,特别优选为30%,甚至更优选为不大于20%。其原因在于,当照射区域中的厚度特别薄并且透射度以这种方式增加时,可以特别有效地进行紧固。
[0028]
在另一优选实施例中,特别是当连接元件的材料可穿透性差时,有利的是,与其余的基部元件相比,照射区域中的透射度增加至少50%。在这种配置下,紧固也可以以特别有效的方式进行。
[0029]
有利地,连接元件的照射区域被配置成使得凹陷部被设置在粘合侧和/或基部元件的与粘合侧相对的一侧上。在凹陷部位于基部元件的粘合侧上的情况下,照射区域的相对侧与基部元件的相邻区域齐平。通过这种方式,粘合剂可以进入凹陷部中并且可以实现连接元件的特别可靠的固定。在凹陷部位于与粘合侧相对的一侧上的情况下,在粘合侧的照射区域与基部元件的相邻区域齐平。因此,可以产生光滑的平的粘合表面,这是特别有利的。在第三替代方案中,既可以从粘合侧又可以从基部元件的相对侧设置凹陷部。例如,当在截面中观察时,照射区域中的材料相对于基部元件的相邻区域精确地布置在中间。因此,也设置了用于更好地锚固粘合剂的凹陷部,其中基部元件的与粘合侧相对的一侧也包括凹陷部。以这种方式,可以实现有利的光学效果,其支持光束的集束或扩散。
[0030]
在本发明的连接元件的第二替代方案中,所述连接元件待粘附到第一部件的部件表面,使得第二部件可借助于所述连接元件紧固到所述第一部件,所述连接元件包括:基部元件,所述基部元件包括具有粘合表面的粘合侧以及用于与所述第二部件连接的装配结构,装配结构布置在基部元件的与粘合侧相对的一侧或在粘合侧的侧面,基部元件由热塑性塑料材料组成,其持续使用温度至少为130℃,光很难穿透或光不能穿透,并且基部元件包括至少一个照射区域,使得基部元件可以在照射区域中被光穿透,使得光能穿透基部元件,其中照射区域通过贯穿部形成。
[0031]
因此,本发明的连接元件的第二替代方案与本发明的连接元件的第一替代方案的不同之处在于,在照射区域中存在贯穿部,而不是基部元件的材料厚度较小。因此,关于基本特性和功能性,参考关于本发明的连接元件的第一替代方案的上述说明。
[0032]
对于在所需光谱中,即在320nm至500nm的范围内,在低材料厚度的情况下都不具有透明度的材料,特别优选使用贯穿部。因此,这种替代方案的优点是,这种材料可以与通过光固化的粘合剂结合使用。
[0033]
在本发明的连接元件的第二替代方案的优选实施例中,通过由可被光穿透的材料构成的覆盖层或插塞来封闭贯穿部。以这种方式,防止了粘合剂经由贯穿部离开。此外,也可以以这种方式实现平的粘合表面。在此,特别有利的是,覆盖层或插塞从基部元件的粘合侧封闭了贯穿部。以这种方式,如上文结合本发明的连接元件的第一替代方案所述,形成连续的粘合表面。
[0034]
随后描述的优选实施例涉及本发明的连接元件的第一替代方案和第二替代方案两者。这意味着随后描述的特征中的每一个都可以通过两种替代方式来实现。
[0035]
因此,进一步优选的是,粘合表面包括多个突起。以这种方式,特别是当在粘合侧
上没有提供凹陷部时,产生了用于改进对第一部件的紧固的独立结构。
[0036]
在另一有利的实施例中,照射区域具有细长的形状,其特别是拱形的。通过这种设计,与点状照射区域相比,照射区域扩大,并且在光照射期间,更多的光可以到达粘合剂。在这方面,因此还优选的是,连接元件附加地或替代地包括多个照射区域。在多个照射区域的情况下,特别优选的是,粘合表面是圆形的,并且至少两个照射区域布置在一个假想的围绕粘合表面的中心点的共同的圆上。由于这种精确限定的布置,可以更好地控制连接元件的紧固。
[0037]
在连接元件的另一优选实施例中,在基部元件处提供接合特征,使得能够以自动化方式加工连接元件。该实施例的优点尤其在于,连接元件能够以完全自动化的方式被加工,即,连接元件能够以完全自动化的方式被固定在第一部件上。
[0038]
根据连接元件的另一优选实施例,装配结构包括:具有外螺纹的螺栓,该螺栓特别地布置在基部元件的与粘合侧相对的一侧上,具有内螺纹的衬套,该衬套特别地布置在基部元件的与基部元件相对的一侧上,或者优选地具有内螺纹的螺母或开口,其相对于粘合侧横向地布置在基部元件处。根据所使用的装配结构,由此可以通过连接元件实现不同的目的。例如,连接元件可用于紧固第二部件,特别是诸如覆层的附加零件,或用作距离保持器。
[0039]
本发明的第一部件包括根据两个上述替代方案之一的本发明的连接元件,该连接元件粘附到该部件。这样,第一部件包括连接元件,参考关于上述所得优点的说明,以避免重复。
[0040]
本发明的一装置包括第一部件和第二部件,所述第一部件和第二部件通过根据两个上述替代方案中的一个的本发明的连接元件连接。关于所得到的优点,还可以参考上述说明。
[0041]
本发明的连接元件的本发明的制造方法包括以下步骤:提供模具,特别是注射模具,该模具构造成与待成形的连接元件互补,用持续使用温度至少为130℃的热塑性塑料材料填充该模具,该塑料材料不易被光穿透或完全不能被光穿透,并固化塑料材料,以及从模具移除连接元件。本发明的连接元件的两种替代方案都可以用本发明的制造方法制造。因此,在产生的优点方面参考上述描述。
[0042]
在制造方法的优选实施例中,在通过贯穿部形成照射区域的情况下,该制造方法包括进一步的步骤:在贯穿部处布置覆盖层或插塞,该覆盖层或插塞由可以被光穿透的材料构成。以这种方式,防止了粘合剂经由贯穿部离开。此外,可以以这种方式实现平的粘合表面。
[0043]
本发明的用于借助本发明的连接元件将第一部件固定在第二部件上的方法包括以下步骤:将可借助光束固化的粘合剂布置在基部元件的粘合侧上和/或布置在第一部件上,将连接元件的粘合侧布置在第一部件上,用光照射由第一部件和布置在其上的连接元件组成的装置,使得粘合剂实现连接元件至少在照射区域中的预固定,以及固化粘合剂。本发明的连接元件可以通过本发明的方法固定在第一部件上。在这种情况下,用光辐射至少在固化之前提供连接元件的预固定。特别地,在使用可以通过光激活的粘合剂的情况下,可以引发由于用光照射而固化粘合剂的链式反应。稍后将对此进行详细说明。关于所产生的优点,参考关于本发明的连接元件的说明。
[0044]
在该方法的特别优选的实施例中,该方法包括进一步的步骤:一旦粘合剂已经固化,就在组装部分布置第二部件。以这种方式,通过连接元件建立第一部件和第二部件之间的连接,如上面已经描述的。
[0045]
还优选的是,对于用光照射的步骤,使用具有320-500nm波长的光。粘合剂优选选自以下组之一:自由基固化粘合剂、阳离子固化粘合剂、双重固化粘合剂、或其组合。在自由基固化粘合剂的情况下,由于光照射(特别是uv辐射)的影响,光引发剂分裂成自由基(均裂),或者它们从碳氢中提取氢原子,从而产生自由基(诺里什ii型反应)。这些自由基引发聚合物链的形成。这种粘合剂的一个例子是uv丙烯酸酯。与自由基固化粘合剂相比,阳离子固化粘合剂在光照下充分活化后,也可以在黑暗中继续固化。双重固化粘合剂,即具有一种以上固化机制的粘合剂,特别适用于任何辐射源都不可到达的真实阴影区域的应用。然后,在阴影区域中的固化可以例如借助于热供给来进行。
附图说明
[0046]
在下文中,将参照附图详细描述本发明。在附图中,相同的附图标记表示相同的部件和/或元件,其中:
[0047]
图1示出根据现有技术的用于连接元件的紧固方法的第一步骤,
[0048]
图2示出根据现有技术的用于连接元件的紧固方法的后续第二步骤,
[0049]
图3示出根据现有技术的用于连接元件的紧固方法的第三步骤,
[0050]
图4示出用于结构说明的连接元件,
[0051]
图5示出本发明的连接元件的第一实施例,
[0052]
图6示出本发明的连接元件的第二实施例,
[0053]
图7示出本发明的连接元件的一实施例的一部分的横截面,该连接元件在照射区域中具有较低厚度,
[0054]
图8示出本发明的连接元件的制造方法的一实施例的流程图,以及
[0055]
图9示出本发明的连接元件的紧固方法的一实施例的流程图。
具体实施方式
[0056]
本发明的连接元件10的实施例将在下面进行描述,特别是参考图5进行描述。图4显示了更好理解的基本结构。
[0057]
在使用中,连接元件10粘附到第一部件,特别是结构部件的部件表面,例如飞机机翼或飞机机身的部件表面。因此,第二部件,特别是例如作为覆层的附加零件,可以通过连接元件10紧固到第一部件。
[0058]
连接元件10包括基部元件20。基部元件20具有带有粘合表面22的粘合侧以及用于与第二部件连接的装配结构24。在所描述的实施例中,粘合表面22被配置成圆形,并且装配结构24布置到粘合侧侧面。此外,连接元件10具有加强件26,该加强件26布置成与装配结构24相邻。装配结构24可以例如包括螺母或开口,优选地具有内螺纹。
[0059]
还可以设想的是,装配结构布置在基部元件20的与粘合侧相对的一侧上。在这种情况下,装配结构例如可以包括具有外螺纹的螺栓或具有内螺纹的衬套。取决于所使用的装配结构,可以通过连接元件实现不同的目的。例如,连接元件可用于紧固第二部件,特别
是诸如覆层的附加零件,或用作距离保持器。
[0060]
基部元件20的材料是具有至少130℃的持续使用温度或永久工作温度的热塑性塑料材料,特别是高性能塑料材料,其优选地用于航空领域。因此,该材料的光穿透性差或不可穿透光。这将在后面说明。
[0061]
术语高性能塑料材料或高性能热塑性塑料基于应用相关的热塑性塑料材料的工程分类,该工程分类区分标准塑料材料(standard plastic material)、技术塑料材料(technical plastic material)和高性能塑料材料(high performance plastic material)。正如这个名字已经表明的,高性能塑料材料比标准塑料材料和技术塑料材料满足更高的要求。特别地,高性能塑料材料具有更好的机械特性、更高的耐化学性和/或更高的耐热性。因此,特别地,高性能塑料材料与技术塑料材料形成了对比,高性能塑料材料涵盖了广泛的功能。
[0062]
所有高性能塑料材料都含有芳香结构。由于芳香族碳氢键比脂肪族碳氢键稳定得多,所以与热分解或燃烧有关的自由基的形成由于抗氧化变得更加困难。此外,芳香族聚合物的链刚性大于脂肪族聚合物的链刚性,这增加了玻璃化转变温度,或者在结晶聚合物的情况下,增加了晶体熔点并降低了溶解度。因此,芳香结构结合了耐高温的两个最重要的特征。因此,热稳定性是高性能塑料材料的中心特性。
[0063]
根据标准塑料材料的特性,通过添加增强材料如玻璃和碳纤维,通过添加稳定剂和通过增加聚合度,已经可以实现机械和热的改进。然而,高性能塑料材料领域存在的至少130℃的持续使用温度只能通过用芳香族单元取代脂肪族单元来实现。关于这一点,术语“持续使用温度”是指相应的塑料材料在热空气中经过20,000小时的储存后损失不超过其初始特性的50%的最高温度。除此之外,还参考din iec 216以及din en 60216。
[0064]
通过彻底除去脂肪族元素并通过官能团(如醚、砜或酰亚胺基)使芳香族化合物紧密结合,可以达到更高的持续使用温度,因此可以达到至少200℃到至少260℃的持续使用温度。因此,在优选实施例中,热塑性塑料材料具有至少150℃,优选至少170℃,特别优选地至少190℃的持续使用温度。附加地或可替代地优选地,热塑性塑料材料选自非晶态塑料材料组。关于这一点,非晶态通常是指固体物质状态,其中组成部分,即原子、离子或分子,不是周期性地排列在更大的部分上,即所谓的长程有序。非晶态热塑性塑料材料在初始形式中是透明的。此外,与部分结晶热塑性高性能塑料材料相比,由非晶态热塑性塑料材料制成的部件是硬的。然而,与部分结晶塑料材料相比的缺点是,它具有较低的耐化学性。
[0065]
为了能够结合光固化粘合剂来加工由该高性能塑料材料制成的连接元件10,在基部元件20中存在照射区域28。因此,在照射区域28中也存在基部元件的材料,然而,与相邻区域的厚度x相比,照射区域28仅具有较小的厚度。这将在下面参考图7进行说明。关于这一点,选择照射区域28中的材料的厚度,使得波长在320nm和500nm之间的光的透射度为至少20%。优选地,透射度为至少30%,特别优选至少40%,特别优选至少50%。
[0066]
透射度t是材料特性,并且定义为障碍物(即,本文为照射区域28)后方的波强度i与障碍物前方的强度i0之间的商。因此,透射度是透射强度的维数图,并且分别适用0和1或100%之间的值。透射度尤其取决于照射区域28中的厚度、光的波长以及光的入射角。在这种情况下,达到至少20%的透射度涉及的是垂直进入照射区域28的光束,其中光具有在320nm和500nm之间的范围内的波长。
[0067]
由于存在照射区域28,可以使用通过光照射固化的粘合剂,使得例如可以在不使用粘接桥或任何类似装置的情况下实现预固定。这允许连接元件的有效使用,这也是由稍后描述的根据本发明的一实施例的紧固方法引起的。
[0068]
因此,连接元件10由此由高性能塑料材料构成,然而,其可以同时通过借助于光固化的粘合剂固定在第一部件上。与现有技术相比,不需要单独的元件,例如粘接桥。此外,与现有技术相比,材料的选择也不限于可以用光照射的材料。因此,与光固化粘合剂结合的连接元件10可用于更大的应用区域,这在以前是不可实现的(由于对材料的要求是用光可照射)。
[0069]
在本发明的连接元件的替代方案(未示出)中,在照射区域28中设置贯穿部,而不是设置较小的厚度。对于在所需光谱中,本文即在320nm和500nm之间的范围内的光谱中,甚至在较低材料厚度的情况下都不具有任何透明度的材料,使用贯穿部是特别优选的。因此,这种替代方案的优点是,这种材料也可以与通过光固化的粘合剂结合使用。优选地,通过由可被光穿透的材料构成的覆盖层或插塞来封闭贯穿部。以这种方式,防止了粘合剂经由贯穿部离开。另外,可以以这种方式实现平的粘合表面。在此,特别有利的是,覆盖层或插塞从基部元件的粘合侧封闭贯穿部。以这种方式,如上文结合本发明的连接元件的第一替代方案所说明的,形成连续的粘合表面。
[0070]
参照图7,现在详细描述照射区域28的构造。本文中,到照射区域28的过渡部34无级地构造。换言之,从与照射区域28相邻的区域到照射区域28的过渡部34被构造为平滑的。其原因是,使用的光源通常不只将光垂直地照射到粘合表面上,而是通常以高达120
°
锥角的辐射角照射光。因此,过渡部34中的到照射区域28的台阶或90
°
壁将因此例如导致在边缘区域中形成不期望的阴影。由于无级设计,至少减少了这种阴影的形成。
[0071]
此外,照射区域28中的厚度不大于与照射区域28相邻的基部元件20的厚度x的50%。还优选的是,照射区域中的厚度不大于与照射区域28相邻的基部元件20的厚度x或基部元件20的基本壁厚的40%,特别优选的是30%,甚至更优选的是不大于20%。其原因在于,当照射区域28中的厚度特别薄并且透射度以这种方式增大时,可以以特别有效的方式实现紧固。这还通过以下事实得到支持,即当连接元件10的材料可穿透性差时,与其余基部元件20相比,照射区域28中的透射度增加至少50%。
[0072]
在所示的实施例中,连接元件10的照射区域28构造成使得凹陷部30设置在基部元件20的与粘合侧相对的侧上。因此,以这种方式可以产生连续的、平的粘合表面,这是特别有利的。
[0073]
在可选实施例中,凹陷部设置在基部元件的粘合侧上,使得照射区域的相对侧与基部元件的相邻区域齐平。通过这种方式,粘合剂可以进入凹陷部中并且可以实现连接元件的特别可靠的紧固。在第三实施例中,可以在基部元件的粘合侧和相对侧上均设置凹陷部。例如,当在截面中观察时,照射区域中的材料相对于基部元件的相邻区域精确地布置在中心。因此,设置用于更好地锚固粘合剂的凹陷部,其中基部元件的与粘合侧相对的一侧也包括凹陷部。由此可以产生有利的光学效果,其支持光束的集束或扩散。
[0074]
照射区域28具有弓形的细长形状。通过这种设计,与点状照射区域相比,照射区域28增大,并且在用光照射期间更多的光可以到达粘合剂。此外,存在多个照射区域28,在所示实施例中为四个。在这种情况下,在所示的实施例中,所有四个照射区域28都布置在一个
假想的围绕粘合表面的中心点的共同的圆上。由于这种精确限定的布置,可以更好地控制连接元件的紧固。
[0075]
在另一实施例中,如图6所示,连接元件10’还具有在基部元件20处的接合特征32,使得以自动方式加工连接元件10’。该实施例的优点特别是,连接元件10’由于接合特征32而可以被完全自动化地加工,即,连接元件10’可以以完全自动化的方式固定在第一部件上。
[0076]
现在,参照图8,描述本发明的用于本发明的连接元件10、10’的制造方法的实施例。首先,在步骤a中提供模具,特别是注塑模具,该模具构造成与待成形的连接元件10、10’互补。之后,在步骤b中,用持续使用温度至少为130℃的热塑性塑料材料填充模具,其中该塑料材料不易被光穿透或完全不能被光穿透。最后,在步骤c中,进行塑料材料的固化以及将连接元件10、10’从模具中移除。
[0077]
在照射区域具有贯穿部的情况下,还提供步骤d:在贯穿部处布置覆盖层或插塞,该覆盖层或插塞由能够用光照射的材料构成。这或者是单独的后续步骤,可选地,该步骤也可以在基部元件的塑料材料固化之后并且在移除之前进行。以这种方式,防止了粘合剂经由贯穿部离开。此外,可以以这种方式实现平的粘合表面。
[0078]
在图9中,示出了本发明的用于通过连接元件10、10’将第一部件紧固到第二部件的方法的实施例。在步骤i中,首先在基部元件20的粘合侧和/或第一部件上布置借助于光束固化的粘合剂。随后,在步骤ii中,将连接元件10、10’的粘合侧布置在第一部件上。
[0079]
然后,在步骤iii中,对由第一部件和设置在其上的连接元件10、10’组成的装置进行照射,使得粘合剂实现连接元件10、10’至少在照射区域28中的预固定。在这种情况下,用光照射至少提供了在固化之前连接元件10、10’的预固定。特别地,当使用可通过光激活的粘合剂时,由于光的照射也可引发固化粘合剂的链式反应。
[0080]
对于用光照射的步骤,使用具有320-500nm波长的光。粘合剂选自以下组之一:自由基固化粘合剂、阳离子固化粘合剂、双重固化粘合剂、或其组合。在自由基固化粘合剂的情况下,由于光照射的影响,特别是uv照射(均裂),光引发剂分裂成自由基,或者它们从碳氢中提取氢原子,从而产生自由基(诺里什ii型反应)。这些自由基引发聚合物链的形成。这种粘合剂的一个例子是uv丙烯酸酯。与自由基固化粘合剂相比,阳离子固化粘合剂在光照下充分活化后,也可以在黑暗中继续固化。双重固化粘合剂,即具有多于一种固化机制的粘合剂,特别适用于任何辐射源都不可到达的真实阴影区域的应用。在阴影区域中的固化然后可以例如借助于热供给来进行。
[0081]
当然同样优选的是,连接元件用双组分粘合剂固定。
[0082]
最后,在步骤iv中进行粘合剂的固化。然后,在步骤v中,在粘合剂固化之后,将第二部件布置在组装部分处。这样,第一部件和第二部件之间通过连接元件10、10’建立连接。
[0083]
附图标记:1连接元件、3粘合表面、5胶带、7支脚、9粘接桥;10连接元件、20基部元件、22粘合表面、24装配结构、26加强件、28照射区域、30凹陷部、32接合特征、34过渡部;a第一部件;x厚度。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips