
 商标分类
商标分类  商标转让
商标转让 
用于生产弹性体组合物的混合方法和系统与流程
 2021-02-22 08:02:52|
2021-02-22 08:02:52| 377|
377| 起点商标网
起点商标网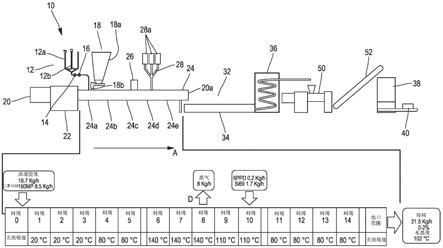
[0001]
本发明涉及在用于弹性体成品和弹性体半成品(例如轮胎)的复合物的生产中进行简化的液体混合方法及其系统。
背景技术:
[0002]
母料(或母料组合物)为弹性体复合物,其中已将物料与其他任选的添加剂一起引入(术语“弹性体母料组合物”、“母料组合物”和“母料”是可互换的)。母料通常用于生产弹性体组合物,例如在轮胎和轮胎半成品(包括但不限于成型产品,例如胎面)制造中的弹性体组合物。存在用于生产母料的各种方法,美国专利号6,048,923和6,075,084以及日本专利号jp5139610公开了这些方法的实例。
[0003]
已知通过连续液体混合获得母料,由此实现恒定的高混合度。在液相(水或溶剂)中实现弹性体混合物时,存在一个阶段,在该阶段期间母料衍生自在液相(例如,乳液或胶乳,溶液)中的弹性体。在此阶段期间,期望弹性体在弹性体基质中表现出物料颗粒(有机或无机)的纳米分布。这种纳米分布通常由凝结反应器、混合器或等效的装置产生,该装置将液相中的弹性体与液体和物料的混合物(以下称为“浆料”)合并。
[0004]
随后物料在弹性体基质中固定,并且该阶段对应于两种液体之间的“凝结”状态。凝结由取决于进料成分的动力学和可变产率的反应造成。在许多乳液聚合中形成凝结物,形成的凝结物的类型和数量取决于聚合物体系以及聚合配方和技术。例如,二氧化硅颗粒在混合后重新聚集的趋势(特别是由于与弹性体之间缺乏亲和力)受温度和二氧化硅中水含量的影响。因此,浓缩的浆料可以减少凝结时间,并也限制了待提取和处理的水的量。为了形成弹性体混合物,则将母料引入至捏合工具中,以引入硫化添加剂,从而产生最终的组合物,该组合物易于掺入橡胶产品(例如轮胎)中。
[0005]
众所周知,液体混合物的特征特别地与物料的最佳分布及其在弹性体基质中的分散状态有关。现有的解决方案建议通过一个或多个胶体研磨机分散物料(例如,以粉末形式),从而导致在更换设备和水循环处理中都意识到的昂贵操作。
[0006]
由于液体混合是昂贵且复杂的,并且在轮胎生产期间考虑多种类型的母料组合物,因此本发明提供了一种实现负载的复合物同时减少材料损失并且不添加水的方法。实现了简化的液体混合方法,其中在同向双螺杆挤出机中将计量的胶乳与粉末状物料(这是输送时的物料状态)连续混合。本发明方法的实施有利于母料组合物的生产,并且在添加硫化剂之后,当组合物从采用双螺杆挤出机的混合设备中排出之后,有利于所得弹性体组合物的生产。
技术实现要素:
[0007]
本发明涉及一种根据所选的弹性体组合物配方生产弹性体组合物的液体混合方法。所述方法包括以下步骤:
[0008]-在乳液储存设备的乳液存储器中提供以液相储存的乳液;
[0009]-在物料剂量系统的排料斗中提供以固相储存的物料材料;
[0010]-提供混合设备,其包括设置在相应料筒中的挤出机和出口范围,所述料筒具有多个预定生产区域,沿着所述预定生产区域由乳液和物料材料制备混合物,从所述出口范围中排出作为弹性体组合物的混合物;
[0011]-将来自乳液存储器的预定量的乳液和来自排料斗的预定量的物料直接进料至混合设备的进料区域中;
[0012]-从进料区域向出口范围传送混合物,使得在将混合物输送至随后的生产区域之前,控制混合物在每个生产区域中的停留时间;和
[0013]-从混合设备中排出弹性体组合物。
[0014]
所述生产区域包括:
[0015]-进料区域,沿着该进料区域将乳液和物料直接进料至挤出机中;
[0016]-捏合区域,其限定在进料区域的下游,沿着该捏合区域挤出机实现物料颗粒在乳液中的精细分散;
[0017]-干燥区域,其限定在捏合区域的下游,沿着该干燥区域挤出机可控地从混合物中除去残留的水;和
[0018]-混合区域,其限定在干燥区域和混合设备的出口范围之间,并且沿着该混合区域挤出机使混合物向出口范围前进,并且混合区域的终止范围与排出混合物的出口范围相同。
[0019]
对于一些实施方案,生产区域还包括冷却区域,其限定在混合区域和混合设备的出口范围之间,并且从混合设备中排出后,混合物的温度沿着该冷却区域降低至目标温度。
[0020]
对于一些实施方案,所述方法还包括以预定速率从混合物中排出残留水的步骤,该步骤在干燥区域的终止范围处进行。对于这些实施方案中的一些,排出残留水的步骤由设置在干燥区域的终止范围处的蒸气提取器进行。
[0021]
对于一些实施方案,所述方法还包括经由添加剂剂量器将一种或多种添加剂引入混合区域中的步骤,该添加剂剂量器设置在混合区域的添加剂剂量位置处,在该添加剂剂量位置处混合物达到用于引入一种或多种添加剂的预定目标温度。对于这些实施方案中的一些,一种或多种添加剂包含硅烷。
[0022]
对于一些实施方案,所述方法还包括在将混合物从混合设备中排出之后在冷却设备处冷却混合物的步骤。
[0023]
对于一些实施方案,在冷却设备处冷却混合物的步骤之后,所述方法还包括在设置在冷却设备下游的干燥设备处降低弹性体组合物的水含量的步骤。
[0024]
对于一些实施方案,在干燥设备处降低弹性体组合物的水含量的步骤之后,所述方法还包括在设置在干燥设备下游的增塑剂设备处调节弹性体材料的粘度。
[0025]
对于一些实施方案,在将混合物从混合设备中排出之后冷却混合物的步骤之后,所述方法还包括将弹性体组合物转变成一个或多个捆包的步骤。
[0026]
对于一些实施方案,所述方法还包括将一种或多种硫化剂经由硫化剂剂量器引入混合区域中的步骤,所述硫化剂剂量器设置在添加剂剂量器下游的混合区域的硫化剂剂量位置处,在该硫化剂剂量位置处混合物达到用于引入硫化剂的预定目标温度。对于这些实施方案中的一些,一种或多种硫化剂包含硫。
[0027]
对于一些实施方案,所述方法还包括以下步骤中的至少一个:
[0028]-将弹性体组合物制成至少一个橡胶片的步骤;和
[0029]-将至少一个橡胶片堆叠在一个或多个板上的步骤。
[0030]
对于一些实施方案,进料来自乳液储存器的预定量的乳液和来自排料斗的预定量的物料的步骤包括将预定量的乳液和预定量的物料同时进料至混合设备的进料区域中。
[0031]
对于一些实施方案,进料来自乳液储存器的预定量的乳液和来自排料斗的预定量的物料的步骤包括在引入预定量的乳液之前将预定量的物料引入至进料区域中。
[0032]
对于某些实施方案,挤出机为同向双螺杆挤出机。
[0033]
还提供了一种用于根据公开的简化的液体混合方法生产弹性体组合物的系统。
[0034]
根据以下详细描述,所公开的发明的其他方面将变得显而易见。
附图说明
[0035]
在结合附图考虑以下详细描述时,所公开的本发明的性质和各种优点将变得更加明显,其中,相同的附图标记始终指代相同的部分,并且在附图中:
[0036]
图1示出了在母料生产周期期间实现简化的液体混合的示例性系统的示意图。
[0037]
图2示出了已知的同向双螺杆挤出机的示意图。
[0038]
图3示出了图1的在弹性体组合物生产周期期间实现简化的液体混合的系统的变体的示意图。
具体实施方式
[0039]
现在进一步参考附图,其中相同的附图标记标识相同的元件,图1示出了示例性系统10,该系统10实现了根据所选的橡胶混合物配方来生产复合物的简化的液体混合方法(process)。如本文参考图1所示和所描述的,该系统10包括勾画了根据从多种母料配方中选择的配方的母料复合物的生产顺序的装备。
[0040]
如本文所用,可互换的术语“复合物”、“组合物”和“弹性体组合物”应指在整个弹性体组合物生产周期中通过所公开的发明实现的弹性体混合物。在本文中“复合物”应指中间凝结物、粒状材料(可以是湿碎屑或干碎屑,并且可以称为“粒料”或“定量粒料”)、挤出物、橡胶片或橡胶带以及源自系统10的任何等效的成品或半成品。“复合物”应指弹性体组合物及其衍生的任何混合物、母料组合物及其衍生的任何混合物、或仅仅“组合物”。
[0041]
仍然参考图1,配备有系统10的装备包括具有乳液储存器12a的乳液储存设备12。乳液储存器12a储存弹性体乳液(或胶乳),其中弹性体选自天然橡胶,各种合成弹性体(例如,sbr、br等)以及各种弹性体掺和物。乳液储存器12a配备有确保颗粒在乳液中分散的搅拌器12b,尽管应理解可以用等效的搅拌装置来代替。.
[0042]
系统10包括具有预定直径的乳液导管12c,该乳液导管12c与设置在乳液导管和乳液储存器12a之间的蠕动泵(或一系列泵)14一起将精确量的乳液从乳液储存器12a传送至混合设备20(在下文中进一步描述)。应理解,蠕动泵14可以由一个或多个等效的装置代替,包括但不限于一个或多个正排量泵(例如,偏心转子泵、隔膜泵、活塞泵等)。可以相对于乳液导管12c和混合设备20可操作地设置相应的质量流量计16,以直接测量所传送的乳液的质量和密度。质量流量计16可以为位于蠕动泵14下游的科里奥利(coriolis)流量计,尽管
应理解可以用等效的设备来代替。
[0043]
系统10还包括物料剂量系统18,该物料剂量系统18具有与物料导管18b连通的排料斗18a,该排料斗18a将精确量的物料输送至混合设备20。物料剂量系统18包括如现有技术中已知的具有剂量螺杆的重量剂量器,用于建立期望的流量。剂量螺杆的速度很容易调节,使得可以根据所选配方的需要将精确量的物料引入混合设备20中。物料选自一种或多种已知的材料,包括但不限于炭黑、二氧化硅、高岭土、白垩、合成的有机物料,天然有机物料(例如,木纤维、纤维素纤维等)以及它们的组合和等同物。所选的物料可以粉末、液体或本领域已知的任何其他合适的介质形式储存。
[0044]
排料斗18a根据与所选介质(例如,粉状物料)相对应的流量设定点以固定的速度将物料传送至混合设备20。具有至少一个传感器的监视系统(未示出)可以检测物料被传送至混合设备20中的填充速率、排料斗18a中物料的当前填充高度和排料斗18a中物料材料的当前重量(例如,通过检测排出速率和当前填充高度确定)中的一个或多个。监测系统可以产生一个或多个指示预定填充高度和/或重量的信号。监测可以是连续的或间歇的,使得命令信号可以实现实时调整。通常在大气压下或接近大气压下并且通常通过重力作用来实现向混合设备20的输送。
[0045]
仍然参考图1并进一步参考图2,混合设备20包括设置在相应的料筒24中的挤出机22。沿着料筒24的长度,存在多个预定的生产区域,挤出机沿着该多个生产区域将乳液和物料材料的混合物(在下文中称为“混合物”)向混合设备20的出口范围20a传送(见图1和图2中的箭头a)。
[0046]
如本文所示和所描述的,挤出机22为同向双螺杆挤出机,其示例由图2表示。由于相互啮合的螺杆的旋转(见图2中的箭头b)提供了更好的混合以产生具有精细分散的颗粒的均质固体,因此双螺杆挤出机通常用于将聚合物与其他材料(包括填料和增强剂)熔融混合。由于同时进行粒度减小和混合,因此双螺杆挤出的一致性和增加的生产率受到赞赏。安装在公共轴上的螺杆可在料筒的各个区域处提供不同类型的混合和传送条件。可以选择相对于料筒直径d的螺杆l的长度(l/d比),以优化获得最终产品特性所需的混合度和区域数量。双螺杆挤出机可具有多种已知的螺杆和料筒配置,以根据所选的配方来处理宽广范围的原材料。如本文所用,术语“双螺杆挤出机”还应意指“锥形双螺杆挤出机”、“双螺杆滚式机头挤出机”、“双螺杆排出挤出机”、“双螺杆压片机”、“捏合机”、“同向混合器”、“连续处理器”和本领域中通常使用和理解的表示相似和等效的橡胶机械的任何其他等效的术语。
[0047]
沿着料筒24的长度限定的生产区域包括进料区域24a、捏合区域24b、干燥区域24c和混合区域24d。在一些实施方案中,生产区域还可包括任选的冷却区域24e。在弹性体组合物生产周期期间,为每个区域指定混合物的目标温度,以及混合物进入和离开每个区域的时间(以下称为“停留时间”)。通过这样做,系统10实现了获得具有目标流变性质的弹性体混合物所需的化学反应。这些性质可根据弹性体组合物的最终实施来变化和更改。例如,对于预定用于制造轮胎的组合物,所得轮胎应表现出目标性能性质(例如,降低的滚动阻力、改善的耐磨性,在湿和干条件下相当的抓地力等)。同向双螺杆的使用维持了对停留时间的控制,因此遵守了能量水平、温度和添加剂以及适用时硫化剂的剂量。
[0048]
在料筒24指定的区域中,设置有进料区域24a,沿着该进料区域24a将乳液和物料直接进料至挤出机22,以制备弹性体组合物。更特别地,在进料区域24a中,至少一个乳液
(或胶乳)入口进料直接来自乳液储存器12a的乳液,以及至少一个物料入口进料直接来自排料斗18a的物料。在本发明的一些实施方案中,为了避免进料区域24a的阻塞,在引入预定量的乳液之前将预定量的物料引入至进料区域24a中。在本发明的一些实施方案中,将来自乳液储存器的预定量的乳液和来自排料斗的预定量的物料同时进料至进料区域24a中。
[0049]
从进料区域24a,挤出机22的啮合旋转可控地将进料区域下游的混合物向捏合区域24b推进。沿着捏合区域24b实现的捏合过程确保物料颗粒在乳液中的精细分散。为了促进捏合(即,促进混合状态的机械作用),同时实现混合物向出口范围20a的受控行进,挤出机22的螺杆旋转以在由此传送的混合物与料筒24的内壁表面之间产生足够的摩擦。螺杆的转速由可编程电机(未示出)控制,确定了混合物的传送速率以及由此产生的剪切效率。连续推进的混合物的剪切会升高其温度,从而在从捏合区域出来时产生具有目标温度的混合物。
[0050]
从捏合区域24b出来时,挤出机22可控地将捏合区域下游的混合物向干燥区域24c推进,沿着干燥区域24c进一步从混合物中除去残留的水。沿着干燥区域24c,当混合物沿着料筒24传送时,料筒24保持恒定的温度。干燥区域24c在蒸气提取器26处终止,该蒸气提取器26以预定速率排出从混合物中提取的水(见图1中的箭头d)。蒸气提取器26可以选自各种可商购的装置,包括但不限于具有真空的装置或用于除去水蒸气和任何固有颗粒物的其他装置。
[0051]
从干燥区域24c出来后,挤出机22可控地将干燥区域下游的混合物向混合区域24d推进。混合区域24d沿着料筒24的一部分在蒸气提取器26和出口范围20a之间限定。在混合区域24d内,挤出机22使混合物向添加剂剂量器28前进,该添加剂剂量器28将一种或多种添加剂28a引入混合区域24d中。添加剂剂量器24d设置在混合区域24d的添加剂剂量位置处,在该位置处混合物达到用于引入添加剂28a的预定目标温度。将该目标温度限定为根据为弹性体组合物所选的配方而变化。添加剂剂量器28可以包括体积剂量器和重量剂量器中的至少一个,使得可以根据所选配方的需要以液体形式和粉末形式选择性地引入添加剂28a。在简化的液体混合方法的过程中,挤出机22控制混合物的下游传送,使得混合物在添加剂剂量位置处实现最小停留时间。
[0052]
在添加剂剂量位置处引入弹性体混合物中的添加剂可包括但不限于一种或多种油、一种或多种互补弹性体、再循环材料、一种或多种保护剂和一种或多种抗氧化剂。在一些实施方案中,将硅烷在添加剂剂量位置处引入混合物中。反应后,硅烷在弹性体和二氧化硅之间产生共价键。在轮胎和轮胎半成品的制造中,已知将二氧化硅硅烷化的技术用于绿色轮胎,以赋予所得轮胎产品具有增强的耐磨性、降低的滚动阻力和改善的燃料经济性的性质。
[0053]
挤出机22将作为弹性体组合物的混合物从出口范围20a排出。在某些实施方案中,在从混合区域24d出来后并且在从出口范围20a排出之前,挤出机22可控制地将混合区域下游的混合物向冷却区域24e推进。在冷却区域24e中,混合物的温度在从出口范围20a排出之前降低至目标温度。对于一些配方,在将弹性体组合物向形成组合物的下游装置或设备转移之前,可能需要这样的冷却。
[0054]
在示例性实施方案中,混合物从混合设备20中作为已经处理工业应用所需的物料和添加剂的粒状材料(也称为“碎屑”或“粒料”)而排出。随后将粒状材料传送至冷却设备
34,在该冷却设备34处进一步降低弹性体组合物的温度。冷却设备可以包括冷却浴或本领域中已知的用于降低弹性体组合物的温度的其他等效的装置,从而为进一步处理和/或储存做好准备。
[0055]
仍然参考图1,系统10将弹性体组合物从冷却设备34传送至干燥设备36,具有合适的干燥装置的干燥设备36减少了弹性体组合物的水含量并排出所得的废水以进行适当的处理。干燥装置可以选自各种可商购的装置,并且应理解可用其他合适的装置代替干燥装置,包括但不限于挤出机干燥机、流化床干燥机、热空气和其他烘箱干燥机以及它们的等效物。
[0056]
系统10从干燥设备36中排出弹性体组合物,并将其传送至压机38。压机38将脱水的组合物转化成一个或多个捆包40,该捆包40可以按类型(例如,br、sbr、ir)和等级分类,每种类型和等级表示其性质已知的弹性体。压机38可以选自各种可商购的压机和等效的装置。如本领域已知的,可以从这些捆包中产生各种类别、等级、种类、组次和批次的弹性体。因此,在从压机38中排出时,该弹性体组合物适合用作母料组合物。
[0057]
在系统10的某些实施方案中,该系统可以包括增塑剂设备50,该增塑剂设备50实现根据其最终用途(例如,作为母料或作为混合物)调节弹性体材料的粘度的步骤。在这些实施方案中,随后将从干燥设备36中排出的弹性体材料进料至增塑剂设备50中。从增塑剂设备50中排出后,将弹性体材料转移至压机38(例如,通过传送机52或通过等效的方式),以便在那里制备一个或多个捆包40。增塑剂设备50处采用的增塑剂可以选自各种可商购的增塑剂,所述增塑剂设备50包括但不限于指状螺杆、连续混合器(例如,圆柱体工具)或分次式混合器(例如,密炼机)。
[0058]
进一步参考图3,示出了系统10的变体,其中相同的元件由相同的附图标记标识。如本文参考图3所示和所描述的,系统10包括勾勒了包括硫化剂的弹性体组合物的生产顺序的设备。特别地,硫化剂剂量器42位于混合区域24d中添加剂剂量位置的下游(对于那些包含任选的干燥区域的实施方案而言,位于干燥区域24e的上游)。硫化剂剂量器42设置在混合区域24d的硫化剂量位置处,通过该硫化剂剂量器42将一种或多种硫化剂42a引入至混合区域24d中,在硫化剂量位置处混合物达到用于引入硫化剂42a的预定目标温度。将该目标温度限定为根据为弹性体组合物所选的配方而变化。硫化剂剂量器42可以包括体积剂量器和重量剂量器中的至少一个,使得可以根据所选配方的需要以液体形式和粉末形式选择性地引入硫化剂42a。这些液体形式和粉末形式可以掺入在一种或多种弹性体嵌段中。添加剂的性质(即,无论是液体形式还是粉末形式)可以确定待使用的剂量装置(用于粉末的称重系统,用于液体的容积泵和用于弹性体粒料的齿轮或容积泵)。在简化的液体混合方法的过程中,挤出机22控制混合物的下游传送,使得混合物在添加剂剂量位置和硫化剂剂量位置的每一者处实现最小停留时间。
[0059]
在某些实施方案中,硫化剂包括硫和一种或几种促进剂中的至少一种。应理解,如本领域普通技术人员所理解的,可以将其他硫化剂和交联剂及其补体引入至混合区域24d中。
[0060]
在修改的系统10中,混合设备20将所得的弹性体复合物从出口范围20a排放至形成成品或半成品复合物的装置或设备中。示例性设备在本文中显示为一对辊44,其将复合物形成如本领域已知的橡胶片或橡胶材料带r。辊44之间可具有可调节的距离,这使得产品
厚度能够变化。对于实现了调节弹性体材料粘度的步骤的修改的系统10的实施方案,在通过辊44形成橡胶片r之前,将从干燥设备36中排出的弹性体材料进料至增塑剂设备50中。
[0061]
如图3进一步所示,修改的系统10将带r在混合设备20的下游传送至冷却设备46。在一些实施方案中,将带r冷却至35℃或约35℃的温度,以制备用于进一步处理和/或储存的弹性体组合物。如本文所示,冷却可以通过分批冷却线或已知用于将橡胶温度降低至环境温度的等效装置来进行。
[0062]
修改的系统10将经冷却的带r传送至任选的堆叠设备48,该堆叠设备48能够接收和堆叠弹性体组合物(例如,借助于设置在此处的堆叠设备)。可以设置一种包括检测系统的监视系统,用于在将带r堆叠在一个或多个板p上时监视带r。板p装满后,根据组合物的预定用途进行运输以存储和/或进一步处理弹性体组合物。
[0063]
现在参考图1来描述由系统10进行的用于产生母料组合物的简化的液体混合方法的示例。所示的所有位置均与料筒24的纵向范围有关。所有附图和数字仅作为示例提供,并且不将本发明限制为特定值。本领域技术人员将理解,可以在不脱离所公开发明的范围的情况下应用各种修改和变体(例如,在使用图3的修改的系统10得到混合物的情况下)。
[0064]
实施例
[0065]
·
选择以下配方实现天然橡胶(nr)和以70phr填充的二氧化硅的混合物。
[0066]
表1
[0067][0068]
(*)二氧化硅的比表面ctab为160m2/g,可从solvay以商标1165mp商购获得。
[0069]
(**)可以商标商购获得。
[0070]
·
乳液储存器12a以19.7kg/h的速度将浓缩的胶乳进料至混合设备20(位置c0)。
[0071]
·
排料斗18a以8.5kg/h的速度将高度可分散的二氧化硅进料至混合设备20(位置c0)。
[0072]
·
挤出机22实现350rpm的速度(位置c0至c14)。
[0073]
·
蒸气提取器26实现的蒸气排出速度为8kg/h(位置c8)。
[0074]
·
对于所选的配方,每种添加剂和硫化剂的剂量调节如下:
[0075]
ο由添加剂剂量器28引入的抗氧化剂6ppd的最大量(maximum debit)为:0.2kg/h(位置c10)
[0076]
ο由添加剂剂量器28引入的硅烷(si69)的最大量(maximum debit)为:1.7kg/h(位置c10)
[0077]
·
为了实现产生具有预期流变性质的混合物的必要化学反应,在每个进料区域
24a、捏合区域24b、干燥区域24c和混合区域24d中实现以下混合物温度:
[0078]
表2
[0079]
位置c0-c3c4-c5c6-c7c8c9-c10c11-c12c13-14功能进料分散混合干燥蒸气排放配制冷却塑化温度20℃80℃140℃140℃110℃80℃80℃区域类型泵捏合捏合泵混合泵混合
[0080]
因此,系统10实现了简化的全液体混合的执行,并由此直接生产成品弹性体组合物(例如母料组合物或混合物)。系统使用商用胶乳和粉末物料不会偏离其他液体混合方法,系统10实现的简化的液体混合方法采用双螺杆挤出机(而不是密炼机)从而实现胶乳不稳定、物料的分配和分散、干燥和捏炼以及复合物或混合物的配制。当将去稳定物料(即二氧化硅)用于胶乳时,通过抑制凝结步骤,并相应抑制相应的设备(例如,物料浆线、凝结混合器、绞拧器)和方法步骤,可以获得高品质的混合物。
[0081]
如本文所使用的,术语“方法”或“过程”可以包括至少由一个基于电子或基于计算机的装置进行的一个或多个步骤,所述基于电子或基于计算机的装置具有用于执行进行步骤的命令的处理器。
[0082]
术语“至少一个”和“一个或多个”可互换使用。描述为“在a和b之间”的范围包括“a”和“b”的值。
[0083]
尽管已经示出和描述了所公开的装置的特定实施方案,但是应当理解,在不脱离本公开的精神和范围的情况下,可以做出各种改变、增加和修改。因此,除了所附权利要求书中所陈述的以外,不应对当前公开的发明的范围施加任何限制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips