
 商标分类
商标分类  商标转让
商标转让 
一种工程塑料造粒装置的冷却挤出一体化设备的制作方法
 2021-02-22 07:02:03|
2021-02-22 07:02:03| 271|
271| 起点商标网
起点商标网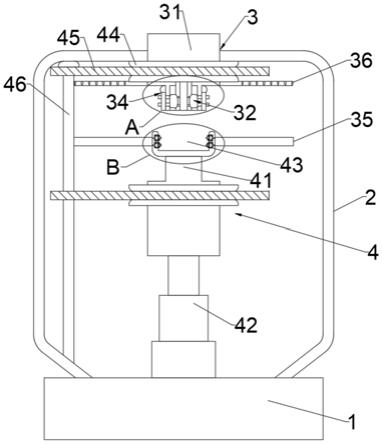
[0001]
本发明涉及塑料技术领域,具体涉及一种工程塑料造粒装置的冷却挤出一体化设备。
背景技术:
[0002]
现有工程塑料造粒技术工艺主要采用挤出水冷拉条造粒方式,主要通过水冷却,料条随着冷却水的温度迅速结晶变硬,再用吹干机吹干料条表面水分后牵引进切粒机切粒成颗粒。
[0003]
玻纤增强特种工程塑料熔点都在300多摄氏度,结晶速度快,硬度高,采用水冷却方式拉条切粒,颗粒由于过水了,材料吸水后对产品质量产生影响;用水冷却后其所含水分含量会高,注塑生产时还需再干燥处理;塑料料条由挤出机内熔融状态下的300℃过水冷却后结晶快,硬度瞬时快速提高,牵引后到达切粒机切粒时噪音大,易损伤刀片,降低切粒机使用寿命;料条冷却结晶快,硬度高,切粒时易产生粉尘,造成环境污染。而使用冷风对塑料条直接进行吹喷的方式,塑料条的承风面受压较大,容易产生变形等现象。
技术实现要素:
[0004]
本发明的目的在于提供一种工程塑料造粒装置的冷却挤出一体化设备,以解决现有技术中风冷直吹容易造成塑料条的成型过程中发生变形的技术问题。
[0005]
为解决上述技术问题,本发明具体提供下述技术方案:
[0006]
一种工程塑料造粒装置的冷却挤出一体化设备,包括底座,在所述底座上设有冷却腔体,在所述冷却腔体的顶端入口可转动地安装有用于承接熔融态原料且将原料挤出成条的离心力挤出机构;
[0007]
所述冷却腔体底端安装有用于牵引所述离心力挤出机构挤出塑料条且使塑料条与所述冷却腔体内冷空气相对运动以增加风冷速率的牵动机构。
[0008]
作为本发明的一种优选方案,所述离心力挤出机构包括密封且可转动连接于所述冷却腔体的挤出腔体,在所述挤出腔体的内部安装有用于使所述挤出腔体内熔融态原料旋转以获得离心力的离心抛料机构,在所述挤出腔体上连通安装有多个用于在熔融态原料自身离心力作用下从腔体内部喷射至所述冷却腔体的喷嘴。
[0009]
作为本发明的一种优选方案,所述离心抛料机构包括可转动安装在所述挤出腔体底面中心的空心轴体,所述空心轴体的顶端通过锥形部密封且可转动地连接于熔融态原料的出料口,在所述空心轴体上固定套设有吻合于所述挤出腔体内壁的填充体,在所述填充体内开设有环形流动腔,在所述空心轴体的内腔通过多个贯穿所述空心轴体轴壁的导料孔与所述环形流动腔连通,在所述填充体上开设有连通所述环形流动腔的溢出嘴,所述溢出嘴通过与所述喷嘴重合使得在所述环形流动腔内的熔融态塑料流出。
[0010]
作为本发明的一种优选方案,在所述环形流动腔内设有用于对所述环形流动腔内熔融态原料因离心力作用而导致密度不同发生分离的各组分进行混合的立体翻料组件;
[0011]
所述立体翻料组件包括均匀分布于所述环形流动腔内部的多个“人”字形挡片,且所述每一个所述“人”字形挡片的对称轴均与所述环形流动腔对应高度的水平截面的一条直径对应,所述“人”字形挡片的顶端和底端一一对应地密封连接于所述环形流动腔的两个端面上,在所述“人”字形挡片上固定安装有用于使熔融态原料在所述环形流动腔内圆周运动的循环通道;
[0012]
所述“人”字形挡片的外侧与所述环形流动腔的外侧面密封合围成一个三角形密封区域,所述“人”字形挡片上设有用于连通所述“人”字形挡片内侧表面和所述三角形密封区域的引料通道,沿所述引料通道的延伸方向在所述引料通道上等间距连通安装有多个横向锥接管,在所述三角形密封区域的一侧壁上等间距安装有多个纵向锥接管,且所述溢出嘴开设于对应所述三角形密封区域的填充体上,在所述三角形密封区域的中心设有二次搅拌器。
[0013]
作为本发明的一种优选方案,所述牵动机构包括在所述冷却腔体的正对所述挤出腔体的位置设有镜像腔体,所述镜像腔体通过伸缩杆件可转动地安装于所述冷却腔体底端上,在所述镜像腔体的顶端固定安装有用于夹持所述喷嘴内的塑料条的牵引端槽,所述镜像腔体和冷却腔体通过同步驱动组件进行同向同速旋转使两者之间被夹持的塑料条与所述冷却腔体内的冷空气相对转动。
[0014]
作为本发明的一种优选方案,所述牵引端槽包括固定安装在所述镜像腔体顶端且用于嵌套所述冷却腔体的槽体,在所述槽体的槽壁上通过复位弹簧可径向伸缩地安装有用于与所述喷嘴相吻合的咬合件,在所述咬合件的内部固定安装有用于嵌入位于所述喷嘴内熔融态塑料的滞留体。
[0015]
作为本发明的一种优选方案,在所述咬合件的侧壁上设有冷却夹层,在所述喷嘴的外端设有导热部;
[0016]
所述滞留体为箭头状。
[0017]
作为本发明的一种优选方案,所述同步驱动组件包括两个蜗齿盘,两个所述蜗齿盘分别固定套设于所述镜像腔体上和所述挤出腔体上,在所述冷却腔体上转动安装有用于分别配合两个所述蜗齿盘进行传动的两个横向蜗杆,在所述冷却腔体上转动安装有用于同时驱动或刹停两个所述横向蜗杆进行转动的纵向蜗杆。
[0018]
作为本发明的一种优选方案,在所述冷却腔体上设置有用于同时切割所述喷嘴内塑料条的切割组件,在所述槽体的顶端固定套设有用于承接在塑料条被所述切割组件切割后在离心力和惯性作用径向散开的塑料条的承接圆盘,在所述冷却腔体上可纵向滑动地安装有用于对所述承接圆盘上的塑料条的环形切刀组。
[0019]
作为本发明的一种优选方案,所述切割组件包括可转动地安装在所述冷却腔体上的安装环,在所述安装环的延伸方向上等间距安装有片状刀刃,在相邻所述片状刀刃之间开设有避让空隙,所述喷嘴贯穿所述避让空隙,在所述喷嘴的一侧开设有用于所述片状刀刃嵌套的卡槽。
[0020]
本发明与现有技术相比较具有如下有益效果:
[0021]
本发明通过竖直牵引熔融态原料通过挤出而成的塑料条以降低重力导致塑料条在成型产生的变形,并且通过低速牵引塑料条在冷却腔体内相对转动,以避免冷风直接喷射与塑料条上时对塑料条造成较大的变形力,且整个冷却速率通过控制牵引旋转的速度进
行控制,使得此调节过程稳定可控。
附图说明
[0022]
为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
[0023]
图1为本发明实施例中整体的结构示意图;
[0024]
图2为本发明实施例中图1中a的局部放大图;
[0025]
图3为本发明实施例中图1中b的局部放大图;
[0026]
图4为本发明实施例中环形流动腔及内部安装结构的俯视图;
[0027]
图5为本发明实施例中“人”字形挡片的正视图;
[0028]
图6为本发明实施例中切割组件的结构示意图。
[0029]
图中的标号分别表示如下:
[0030]
1-底座;2-冷却腔体;3-离心力挤出机构;4-牵动机构;
[0031]
31-挤出腔体;32-离心抛料机构;33-喷嘴;34-切割组件;35-承接圆盘;36-环形切刀组;
[0032]
41-镜像腔体;42-伸缩杆件;43-牵引端槽;44-蜗齿盘;45-横向蜗杆;46-纵向蜗;
[0033]
320-纵向锥接管;321-空心轴体;322-填充体;323-环形流动腔;324-导料孔;325-溢出嘴;326
-“
人”字形挡片;327-循环通道;328-引料通道;329-横向锥接管;
[0034]
341-安装环;342-片状刀刃;343-避让空隙;
[0035]
431-槽体;432-复位弹簧;433-咬合件;434-滞留体;435-冷却夹层;436-导热部。
具体实施方式
[0036]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0037]
如图1所示,本发明提供了一种工程塑料造粒装置的冷却挤出一体化设备,一种工程塑料造粒装置的冷却挤出一体化设备,包括底座1,其特征在于:在所述底座1上设有冷却腔体2,在所述冷却腔体2的顶端入口可转动地安装有用于承接熔融态原料且将原料挤出成条的离心力挤出机构3;所述冷却腔体2底端安装有用于牵引所述离心力挤出机构3挤出塑料条且使塑料条与所述冷却腔体2内冷空气相对运动以增加风冷速率的牵动机构4。
[0038]
本发明通过竖直牵引熔融态原料通过挤出而成的塑料条以降低重力导致塑料条在成型产生的变形,并且通过低速牵引塑料条在冷却腔体2内相对转动,以避免冷风直接喷射与塑料条上时对塑料条造成较大的变形力,且整个冷却速率通过控制牵引旋转的速度进行控制,使得此调节过程稳定可控。
[0039]
如图1、图2、图4和图5所示,所述离心力挤出机构3包括密封且可转动连接于所述冷却腔体2的挤出腔体31,在所述挤出腔体31的内部安装有用于使所述挤出腔体31内熔融
态原料旋转以获得离心力的离心抛料机构32,在所述挤出腔体31上连通安装有多个用于在熔融态原料自身离心力作用下从腔体内部喷射至所述冷却腔体2的喷嘴33。所述离心抛料机构32包括可转动安装在所述挤出腔体31底面中心的空心轴体321,所述空心轴体321的顶端通过锥形部密封且可转动地连接于熔融态原料的出料口,在所述空心轴体321上固定套设有吻合于所述挤出腔体31内壁的填充体322,在所述填充体322内开设有环形流动腔323,在所述空心轴体321的内腔通过多个贯穿所述空心轴体321轴壁的导料孔324与所述环形流动腔323连通,在所述填充体322上开设有连通所述环形流动腔323的溢出嘴325,所述溢出嘴325通过与所述喷嘴33重合使得在所述环形流动腔323内的熔融态塑料流出。
[0040]
其中,在所述环形流动腔323内设有用于对所述环形流动腔323内熔融态原料因离心力作用而导致密度不同发生分离的各组分进行混合的立体翻料组件;所述立体翻料组件包括均匀分布于所述环形流动腔323内部的多个“人”字形挡片326,且所述每一个所述“人”字形挡片326的对称轴均与所述环形流动腔323对应高度的水平截面的一条直径对应,所述“人”字形挡片326的顶端和底端一一对应地密封连接于所述环形流动腔323的两个端面上,在所述“人”字形挡片326上固定安装有用于使熔融态原料在所述环形流动腔323内圆周运动的循环通道327。
[0041]
其中,所述“人”字形挡片326的外侧与所述环形流动腔323的外侧面密封合围成一个三角形密封区域,所述“人”字形挡片326上设有用于连通所述“人”字形挡片326内侧表面和所述三角形密封区域的引料通道328,沿所述引料通道328的延伸方向在所述引料通道328上等间距连通安装有多个横向锥接管329,在所述三角形密封区域的一侧壁上等间距安装有多个纵向锥接管320,且所述溢出嘴325开设于对应所述三角形密封区域的填充体322上,在所述三角形密封区域的中心设有二次搅拌器。
[0042]
由于高速离心可能使得环形流动腔323内的熔融态塑料发生分离现象,从而通过立体翻料组件通过环形流动腔323的纵向不同位置和横向不同位置对原料进行取样,再将各组分收集至空间较小的三角形密封区域内进行二次搅拌之后,最后进行溢出,从而防止离心分离的现象。
[0043]
现有技术中的熔融态的塑料挤出过程是在螺杆作用下将熔融塑料通过固定形状的挤出口挤出,在牵引机作用下经水冷定型后切割,主要用于各种相同截面产品的大量持续生产,也可用于塑料改性造粒。塑料造粒的挤塑机一般包括:电动机、减速箱、推力轴承、筒体和螺旋挤塑杆,螺旋挤塑杆安装在筒体内,螺旋挤塑杆包括双螺纹或单螺纹结构。螺旋挤塑杆实际上是一个斜面或者斜坡缠绕在中心层上,其目的是增加压力以便克服较大的阻力。在挤塑过程中主要有三种阻力需要克服:固体颗粒对筒壁的摩擦力、熔体在筒壁上的附着力、熔体被向前推动时其内部的物流阻力,从而导致了螺旋挤塑杆及筒体内壁的磨损非常严重,使用一年左右则需要更换螺旋挤塑杆及筒体,使得生产成本增大。
[0044]
而在本发明中,通过填充体322的旋转使得在其内的熔融态塑料具有较高的离心力,而在所述溢出嘴325与所述喷嘴33对准时,具有向外侧离心力的熔融态塑料壳通过述溢出嘴325与喷嘴33溢出,通过此方式,熔融态塑料被逐渐挤出至外界。
[0045]
使用离心力进行挤出的过程,由于立体翻料组件,使得被挤出部分的各组分的比例差别较小,故各个被挤出部分所受的离心力大小基本相同,从而可使得挤出的塑料条较为均匀。
[0046]
如图1、图3、图6所述牵动机构4包括在所述冷却腔体2的正对所述挤出腔体31的位置设有镜像腔体41,所述镜像腔体41通过伸缩杆件42可转动地安装于所述冷却腔体31底端上,在所述镜像腔体41的顶端固定安装有用于夹持所述喷嘴33内的塑料条的牵引端槽43,所述镜像腔体41和冷却腔体31通过同步驱动组件进行同向同速旋转使两者之间被夹持的塑料条与所述冷却腔体31内的冷空气相对转动。所述牵引端槽43包括固定安装在所述镜像腔体41顶端且用于嵌套所述冷却腔体31的槽体431,在所述槽体431的槽壁上通过复位弹簧432可径向伸缩地安装有用于与所述喷嘴33相吻合的咬合件433,在所述咬合件433的内部固定安装有用于嵌入位于所述喷嘴33内熔融态塑料的滞留体434。在所述咬合件433的侧壁上设有冷却夹层435,在所述喷嘴33的外端设有导热部436;所述滞留体434为箭头状。
[0047]
通过滞留体434特殊的形状设计,使得滞留体434可较为轻松地嵌入尚未冷却的塑料中,在通过冷却夹层435和导热部436,使得塑料条的端部冷却定型,以便于后期的倩影。
[0048]
其中,所述同步驱动组件包括两个蜗齿盘44,两个所述蜗齿盘44分别固定套设于所述镜像腔体41上和所述挤出腔体31上,在所述冷却腔体31上转动安装有用于分别配合两个所述蜗齿盘44进行传动的两个横向蜗杆45,在所述冷却腔体31上转动安装有用于同时驱动或刹停两个所述横向蜗杆45进行转动的纵向蜗杆46。在所述冷却腔体31上设置有用于同时切割所述喷嘴33内塑料条的切割组件34,在所述槽体431的顶端固定套设有用于承接在塑料条被所述切割组件34切割后在离心力和惯性作用径向散开的塑料条的承接圆盘35,在所述冷却腔体31上可纵向滑动地安装有用于对所述承接圆盘35上的塑料条的环形切刀组36。
[0049]
其中,所述切割组件34包括可转动地安装在所述冷却腔体31上的安装环341,在所述安装环341的延伸方向上等间距安装有片状刀刃342,在相邻所述片状刀刃342之间开设有避让空隙343,所述喷嘴33贯穿所述避让空隙343,在所述喷嘴33的一侧开设有用于所述片状刀刃342嵌套的卡槽。
[0050]
通过本发明中特殊的牵引和冷却方式,可在塑料条冷却定型之后,通过切割组件34对塑料条顶端的同时切割,使得在旋转过程中塑料条顶端失去支撑,在此过程中,起处塑料条由于受到惯性会保持悬空状态,而后悬空塑料条受到其自身离心力的作用,塑料条失去限制的顶端则向外侧运动,最后均匀地径向地铺设于承接圆盘35之上,且此种均匀摆放的塑料条可在通过环形切刀组36一次性切割下,实现造粒过程,从而避免人工进行重新摆放和夹持之后在进行切割的情况发生。
[0051]
并且,通过俯视并观察塑料条在承接圆盘35之上展开是否均匀,可目测各个塑料条的成型完好和均匀,能对塑料条的成型状态进行一定程度的判断。
[0052]
以上实施例仅为本申请的示例性实施例,不用于限制本申请,本申请的保护范围由权利要求书限定。本领域技术人员可以在本申请的实质和保护范围内,对本申请做出各种修改或等同替换,这种修改或等同替换也应视为落在本申请的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 工程塑料

 热门咨询
热门咨询




tips