
 商标分类
商标分类  商标转让
商标转让 
U型护角成型机的制作方法
 2021-02-22 04:02:52|
2021-02-22 04:02:52| 310|
310| 起点商标网
起点商标网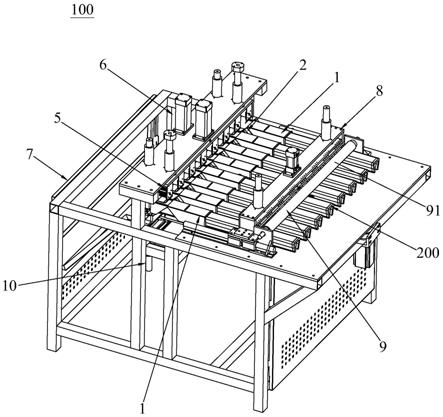
u型护角成型机
技术领域
[0001]
本发明涉及一种u型护角成型机,尤其涉及一种生产效率高、成本低、质量好的u型护角成型机。
背景技术:
[0002]
在生产的过程中,为了保护昂贵的设备及产品,一般都使用包角将这些设备或产品的各个角包裹起来,这些包角由珍珠棉发泡材料做成,对设备及产品起到缓冲的作用,防止在搬运时撞坏。如图1所示,其是一种带u型槽的包角,这种包角一般用于包裹板状工件或设备。现有技术生产这种包角通常是先分别裁剪出包角的两边,然后再对这两边上胶水或加热融化,最后将两边粘接在一起。上述三个步骤是分开进行的,并使用不同的机器设备同时通过工人人工辅助生产。然而,这种方式生产效率十分低下,无法满足大批量生产的要求,成本高,而且两边之间不能准确对齐,拼接质量差,不够美观。
技术实现要素:
[0003]
本发明的目的在于提供一种生产效率高、成本低、质量好的u型护角成型机。
[0004]
为了实现上述目的,本发明提供的u型护角成型机包括定位模、切刀、加热装置、压弯装置及分切装置;所述定位模设有横向贯通的输料通道及纵向贯通的刀槽;所述切刀可纵向移动地设置于所述刀槽处,以使条料中部切出一切口;所述加热装置设置于所述切刀的一侧,以对所述切刀加热,使所述切刀在裁切所述切口的同时使所述切口的两相对的侧面熔融;所述压弯装置设置于所述定位模的前端上侧以将条料的前端向下弯折,使得所述切口的两侧粘合;所述分切装置设置于所述压弯装置的一侧以使成型的护角与条料分离。
[0005]
与现有技术相比,由于本发明通过在所述定位模上设置横向贯通的输料通道及纵向贯通的刀槽,利用所述输料通道对条料进行输送并限位,同时通过将所述切刀纵向移动地设置于所述刀槽处,并且利用加热装置同时对切刀进行加热,从而对条料切出切口的同时使切口两侧面的材料发生熔融;因此,通过压弯装置对条料的前端进弯折即可使两熔融的侧面粘合在一起。整个过程载切与热熔同时进行,且对前一个护角分切的步骤与对后一个护角弯折的步骤也同时进行,整个生产过程都是连续进行的,因而,可以有铲缩短生产时间,提高生产效率高、降低生产成本;并且,由于载切、热熔及弯折三个步骤都是在定位模的定位下进行的,条料定位精确,切口少,粘合位置准确,因而,护角成型的质量很好,产品美观。
[0006]
较佳地,所述定位模的前端上侧开设有通孔,所述压弯装置的下压头可穿过所述通孔而抵压所述条料。通过设置所述通孔,所述压弯装置可以在所述条料还处于所述定位模内便可对其进行弯折,这样可以使条料在弯折的开始时仍然受到所述定位模的限位,从而保证弯折方向的准确,提高弯折的质量。
[0007]
较佳地,所述刀槽及切刀的横截面均呈倒v形结构。
[0008]
较佳地,所述u型护角成型机还包括送料装置,所述送料装置将所述条料送入所述
输料通道。通过设置所述送料装置,可以使所述u型护角成型机实现自动送料的目的,自动化程度高,有利于提高生产效率。
[0009]
具体地,所述送料装置包括平移驱动机构、支架、第一气缸及定位针,所述定位针连接于所述第一气缸的输出端,所述第一气缸设置于所述支架上用于驱动所述定位针插入所述条料内,所述平移驱动机构驱动所述支架横向移动。利用所述第一气缸及定位针,所述定位针可以插入所述条料内实现抓紧所述条料的目的,再利用所述平移驱动机构对其进行平移,从而可以反复推动所述条料以步进式的方式前送料,进而可以与所述切刀、压弯装置及分切装置进行协同作业,提高生产效率。
[0010]
具体地,所述u型护角成型机还包括压辊轮组,所述压辊轮组设置于所述送料装置的入料一侧,以夹持并滚压所述条料。利用所述压辊轮组对所述条料进行上下夹持,使得所述条料在入料时处于悬浮状态并与所述定位模的输料通道精准对位,从而减少所述条料的摩擦阻力,提高送料的流畅性及准确性。
[0011]
较佳地,所述u型护角成型机还包括切刀驱动装置,所述切刀驱动装置驱动所述切刀纵向移动。这样可以使切刀自动裁切,自动化程度高,有效提高生产效率。
[0012]
较佳地,所述压弯装置包括第二气缸及下压头,所述第二气缸的输出端呈向下伸缩地设置,所述下压头连接于所述第二气缸的输出端。
[0013]
较佳地,所述加热装置包括加热板、加热元件及第三气缸,所述加热元件设置于所述加热板上,所述加热板设置于所述第三气缸的输出端,所述第三气缸驱动所述加热板靠近并与所述切刀接触。通过将所述加热元件安装于所述加热板上,又将所述加热板安装于所述第三气缸上,从而利用第三气缸推动所述加热板与所述切刀接触或分离,进而可以在未裁切时对所述切刀加热,而在裁切时离开所述切刀,避免与所述切刀发生干涉,保证所述切刀加热与裁切互不影响。
[0014]
较佳地,所述分切装置包括第四气缸及分切刀,所述第四气缸的输出端呈竖向伸缩地设置,所述分切刀连接于所述第四气缸的输出端,以将所述护角从所述条料上切离。
[0015]
较佳地,所述u型护角成型机还包括抵压机构,所述抵压机构设置于与所述分切装置相对的一侧,以在分切时稳定所述护角。所述抵压机构可以提供一与所述分切装置相反的抵压力,从在所述护角裁切时保持护角的稳定,提高裁切的质量。
[0016]
较佳地,所述定位模的内部还设有沿所述输料通道延伸的承载体,所述承载体与所述定位模之间具有容纳所述条料的容置空间。
附图说明
[0017]
图1是本发明u型护角成型机的立体图。
[0018]
图2是本发明u型护角成型机的俯视图。
[0019]
图3是本发明u型护角成型机去除机架后的侧视图。
[0020]
图4是本发明u型护角成型机的定位模及承载体的结构图。
[0021]
图5是本发明u型护角成型机的送料装置的结构图。
[0022]
图6是本发明u型护角成型机的送料装置的分解图。
[0023]
图7是本发明u型护角成型机的切刀及切刀驱动装置的结构图。
[0024]
图8是本发明u型护角成型机的压弯装置的结构图。
[0025]
图9是本发明u型护角成型机的切刀与加热装置的结构图。
[0026]
图10是本发明u型护角成型机的分切装置及抵压机构的结构图。
具体实施方式
[0027]
为详细说明本发明的技术内容、构造特征、所实现的效果,以下结合实施方式并配合附图详予说明。
[0028]
如图1至图3所示,本发明的u型护角成型机100适用于对具有u型槽的条料200进行成型,其包括定位模1、切刀2、切刀驱动装置3、加热装置4、压弯装置5、分切装置6及机架7;所述定位模1、切刀2、切刀驱动装置3、加热装置4、压弯装置5及分切装置6设置于所述机架7上。所述定位模1的数量为多个,且呈纵向排列设置;所述切刀2、加热装置4、压弯装置5及分切装置6均对应于每一所述定位模1上,即所述切刀2、加热装置4、压弯装置5及分切装置6可同时对所有所述定位模1进行操作,以提高生产效率。以下仅以单个定位模1进行描述。所述定位模1设有横向贯通的输料通道11及纵向贯通的刀槽12;所述定位模1的横截面呈倒u形,所述输料通道11的横截面侧呈倒u型,所述刀槽12及切刀2的横截面均呈倒v形结构,本申请所述刀槽12及切刀2的倒v形结构的顶角为直角。所述刀槽12位于所述定位模1的前端下侧。所述切刀2可纵向移动地设置于所述刀槽12处,以使所述条料200中部切出一切口;所述切刀驱动装置3驱动所述切刀2纵向移动,这样可以使切刀2自动裁切,自动化程度高,有效提高生产效率。所述加热装置4设置于所述切刀2的一侧,以将热量传递给所述切刀2并对所述切刀2加热,使所述切刀2在裁切所述切口的同时使所述切口的两相对的侧面熔融;所述压弯装置5设置于所述定位模1的前端上侧以将条料200的前端向下弯折,使得所述切口的两熔融的侧面粘合;所述分切装置6设置于所述压弯装置5的一侧以使成型的护角201与条料200分离。更具体如下:
[0029]
请参阅图4,所述定位模1的前端上侧开设有通孔13,所述压弯装置5的下压头可穿过所述通孔13而抵压所述条料200。通过设置所述通孔13,所述压弯装置5可以在所述条料200还处于所述定位模1内便可对其进行弯折,这样可以使条料200在弯折的开始时仍然受到所述定位模1的限位,从而保证弯折方向的准确,提高弯折的质量。所述定位模1的内部还设有沿所述输料通道11延伸的承载体14,所述承载体14伸出所述输料通道11的输入口。所述承载体14与所述定位模1之间具有容置空间,所述条料200位于所述容置空间内。
[0030]
请参阅图5及图6,所述u型护角成型机100还包括送料装置8,所述送料装置8可自动将所述条料200送入所述输料通道11。通过设置所述送料装置8,可以使所述u型护角成型机100实现自动送料的目的,自动化程度高,有利于提高生产效率。具体地,所述送料装置8包括平移驱动机构81、支架82、第一气缸83及定位针84,所述定位针84连接于所述第一气缸83的输出端,所述第一气缸83设置于所述支架82上用于驱动所述定位针84插入所述条料200内,所述支架82呈横向滑动地设置于所述机架7上。所述平移驱动机构81驱动所述支架82横向移动。利用所述第一气缸83及定位针84,所述定位针84可以插入所述条料200内实现抓紧所述条料200的目的,再利用所述平移驱动机构81对其进行平移,从而可以反复推动所述条料200以步进式的方式前送料,进而可以与所述切刀2、压弯装置5及分切装置6进行协同作业,提高生产效率。
[0031]
结合图3及图4所示,所述u型护角成型机100还包括压辊轮组9,所述压辊轮组9设
置于所述送料装置8的入料一侧,以夹持并滚压所述条料200。所述压辊轮组9包括上压辊91及下滚轮92,所述上压辊91设置于所述承载体14的上方,所述下滚轮92设置于所述承载体14的端部。所述上压辊91与下滚轮92共同滚压所述条料200。利用所述压辊轮组9对所述条料200进行上下夹持,使得所述条料200在入料时处于悬浮状态并与所述定位模1的输料通道11精准对位,从而减少所述条料200的摩擦阻力,提高送料的流畅性及准确性。
[0032]
请参阅图7,所述切刀驱动装置3包括裁切气缸31及滑动座32,所述机架7上纵向设有导轨,所述滑动座32滑动地设置于所述导轨上,所述切刀2纵向排列地安装于所述导轨上,所述裁切气缸31的输出端与所述滑动座32连接以推动所述滑动座32纵向移动,使得切刀2可以从所述定位模1的一侧穿过所述刀槽12滑动到所述定位模1的另一侧。所述切刀2上设有导热片21,所述导热片21可与所述加热装置4的加热板41热接触。
[0033]
请参阅图8,所述压弯装置5包括第二气缸51及下压头52,所述第二气缸51的输出端呈向下伸缩地设置,所述下压头52纵向排列地设置且连接于所述第二气缸51的输出端。
[0034]
请参阅图9,所述加热装置4包括加热板41、加热元件42及第三气缸43,所述加热元件42设置于所述加热板41上,所述加热板41设置于所述第三气缸43的输出端,所述第三气缸43驱动所述加热板41靠近并与所述切刀2接触。通过将所述加热元件42安装于所述加热板41上,又将所述加热板41安装于所述第三气缸43上,从而利用第三气缸43推动所述加热板41与所述导热片21接触或分离,进而可以在未裁切时对所述切刀2加热,而在裁切时离开所述切刀2,避免与所述切刀2发生干涉,保证所述切刀2加热与裁切互不影响。
[0035]
请参阅图10,所述分切装置6包括第四气缸61及分切刀62,所述第四气缸61的输出端呈竖向伸缩地设置,所述分切刀62呈纵向排列且连接于所述第四气缸61的输出端,以将所述护角201从所述条料200上切离。
[0036]
所述u型护角成型机100还包括抵压机构10,所述抵压机构10设置于与所述分切装置6相对的一侧,以在分切时稳定所述护角201。所述抵压机构10包括第五气缸101及抵压件102,所述抵压件102呈纵向排列且与所述第五气缸101的输出端连接所述抵压机构10可以提供一与所述分切装置6相反的抵压力,从在所述护角201裁切时保持护角201的稳定,提高裁切的质量。
[0037]
综合上述,下面对本发明u型护角成型机100的工作原理进行详细描述,如下:
[0038]
首先,将所述条料200对准所述定位模1并放入所述上压辊91与下滚轮92之间。然后,所述平移驱动机构81带动所述支架82移动,使所述定位针84靠近所述条料200,所述第一气缸83启动,带动所述定位针84插入所述条料200上。接着,所述平移驱动机构81带动所述支架82向前移动,使得所述定位针84拉动所述条料200向前输送并进入所述输料通道11内。在送料的同时,所述第三气缸43推动所述加热板41与所述切刀2的导热片21接触,所述加热元件42对加热板41进行加热,热量从所述加热板41及导热片21传递到切刀2上,对切刀2加热。
[0039]
当所述条料200的前端到达所述刀槽12时,所述送料装置8输停送料。所述第三气缸43带动所述加热板41离开所述导热片21。这时,所述裁切气缸31启动并带动所述滑动座32纵向移动,进而带动切刀2从所述定位模1的一侧穿过所述刀槽12滑动到所述定位模1的另一侧,此过程将位于刀槽12上的条料200切除,使所述条料200切开一倒v型的切口,同时,所述切刀2上的热量将切口的侧面表面加热成熔融状态。之后所述切刀2复位,所述加热装
置4继续对切刀2加热。
[0040]
之后,所述第二气缸51启动带动所述下压头52向下移动,所述下压头52穿过所述通孔13并抵压所述条料200,以使所述条料200的前端向下弯折,弯折线处于倒v型的切口的顶点处。在弯折90度后,倒v型的切口的一侧面与另一侧面接触,当冷却后,切口的两侧即可粘合在一起形成护角201。
[0041]
当粘合完成后,所述送料装置8再次启动,带动所述条料200前进一步,步距等于一个护角201的长度。之后,所述第四气缸61及第五气缸101同启动,所述第五气缸101带动抵压件102上升并抵顶于所述护角201的下侧,所述第四气缸61带动所述分切刀62向下移动以切断所述条料200,使得护角201脱离条料200形成成品。
[0042]
与现有技术相比,由于本发明通过在所述定位模1上设置横向贯通的输料通道11及纵向贯通的刀槽12,利用所述输料通道11对条料200进行输送并限位,同时通过将所述切刀2纵向移动地设置于所述刀槽12处,并且利用加热装置4同时对切刀2进行加热,从而对条料200切出切口的同时使切口两侧面的材料发生熔融;因此,通过压弯装置5对条料200的前端进弯折即可使两熔融的侧面粘合在一起。整个过程载切与热熔同时进行,且对前一个护角201分切的步骤与对后一个护角201弯折的步骤也同时进行,整个生产过程都是连续进行的,因而,可以有铲缩短生产时间,提高生产效率高、降低生产成本;并且,由于载切、热熔及弯折三个步骤都是在定位模1的定位下进行的,条料200定位精确,切口少,粘合位置准确,因而,护角201成型的质量很好,产品美观。
[0043]
以上所揭露的仅为本发明的较佳实例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属于本发明所涵盖的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips