
 商标分类
商标分类  商标转让
商标转让 
一种喉罩热熔连接模具的制作方法
 2021-02-22 03:02:59|
2021-02-22 03:02:59| 237|
237| 起点商标网
起点商标网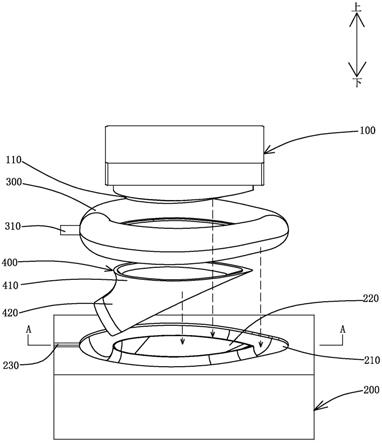
[0001]
本实用新型涉及生产模具,特别是一种喉罩热熔连接模具。
背景技术:
[0002]
目前,对于喉罩,喉罩气囊与喉罩通气管之间通常利用胶水进行粘合连接。喉罩气囊的内边缘与喉罩通气管的连接件粘合连接。但是该方式具有以下的弊端:在喉罩的使用过程中,胶水具有脱落的风险,会掉落至患者口中,对人体有害。如今可以采用热熔连接的方式对喉罩气囊与喉罩通气管间进行连接,则需要研发一种可以适用于对喉罩气囊与喉罩通气管的连接件间热熔连接的模具。
技术实现要素:
[0003]
本实用新型的目的在于至少解决现有技术中存在的技术问题之一,提供一种喉罩热熔连接模具。
[0004]
本实用新型解决其问题所采用的技术方案是:
[0005]
一种喉罩热熔连接模具,包括下模具和上模具,所述下模具设有第一放置部和第二放置部;所述第一放置部围绕所述第二放置部设置;喉罩气囊放置于所述第一放置部,喉罩通气管的连接件放置于所述第二放置部,喉罩气囊与喉罩通气管的连接件部分重叠;所述上模具压合于所述下模具,压在喉罩气囊与喉罩通气管的连接件的重叠处。
[0006]
进一步,所述第一放置部为环形凹槽,所述第二放置部位于所述第一放置部的内边缘以内。
[0007]
进一步,所述第一放置部具有弧形槽面。
[0008]
进一步,所述下模具设有用于放置喉罩气囊的充气管的第三放置部;所述第三放置部的一端与所述第一放置部的外边缘连接。
[0009]
进一步,所述第二放置部设有承托部,所述承托部承托起喉罩通气管的连接件。
[0010]
进一步,所述第二放置部还设有贯通部,所述承托部与所述贯通部连通,并将所述下模具的上表面与下表面贯通以形成腔体。
[0011]
进一步,所述承托部设有大口端与小口端,所述大口端与所述小口端之间连接有弧形壁面;所述大口端位于所述下模具的上表面,所述小口端与所述贯通部连接。
[0012]
进一步,所述上模具设有凸出的加热部;所述上模具压合于所述下模具时,所述加热部的位置对应喉罩气囊与喉罩通气管的连接件的重叠处。
[0013]
进一步,所述加热部由铜制成。
[0014]
上述喉罩热熔连接模具至少具有以下有益效果:先将喉罩通气管的连接件放置于第一放置部中,再将喉罩气囊放置于第二放置部中,此时喉罩气囊与喉罩通气管的连接件部分重叠,上模具在驱动部件的驱动下压合于下模具,压在喉罩气囊与喉罩通气管的连接件的重叠处,使喉罩气囊与喉罩通气管的连接件热熔连接,无需采用胶水粘合喉罩气囊与喉罩通气管的连接件。
[0015]
本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
[0016]
下面结合附图和实例对本实用新型作进一步说明。
[0017]
图1是本实用新型实施例一种喉罩热熔连接模具的使用示意图;
[0018]
图2是图1中的上模具压合于下模具状态下的喉罩热熔连接模具的a-a剖面图;
[0019]
图3是图1中的下模具的结构图;
[0020]
图4是图3中的b-b剖面图。
具体实施方式
[0021]
本部分将详细描述本实用新型的具体实施例,本实用新型之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本实用新型的每个技术特征和整体技术方案,但其不能理解为对本实用新型保护范围的限制。
[0022]
在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0023]
在本实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
[0024]
本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
[0025]
参照图1和图2,本实用新型实施例提供了一种喉罩热熔连接模具,包括下模具200和上模具100,下模具200设有第一放置部210和第二放置部220;第一放置部210围绕第二放置部220设置;喉罩气囊300放置于第一放置部210,喉罩通气管的连接件400放置于第二放置部220,喉罩气囊300与喉罩通气管的连接件400部分重叠;上模具100压合于下模具200,压在喉罩气囊300与喉罩通气管的连接件400的重叠处。
[0026]
在该实施例中,先将喉罩通气管的连接件400放置于第一放置部210中,再将喉罩气囊300放置于第二放置部220中,此时喉罩气囊300与喉罩通气管的连接件400部分重叠,上模具100在外部设备的驱动部件的驱动下压合于下模具200,对喉罩气囊300与喉罩通气管的连接件400的重叠处加热,使喉罩气囊300与喉罩通气管的连接件400热熔连接,无需采用胶水粘合喉罩气囊300与喉罩通气管的连接件400。
[0027]
参照图3和图4,进一步,第一放置部210为环形凹槽;第二放置部220位于环形的第一放置部210的内边缘以内,使喉罩通气管的连接件400安装在喉罩气囊300的中间位置。通常喉罩气囊300为一个环形的圈体,第一放置部210为环形凹槽,与喉罩气囊300的形状对
应。
[0028]
进一步,第一放置部210具有弧形槽面211。具体地,弧形槽面211贴合于喉罩气囊300的下表面,使第一放置部210能更好地承托喉罩气囊300。
[0029]
进一步,下模具200设有第三放置部230;第三放置部230的一端与第一放置部210的外边缘连接。在喉罩中,喉罩气囊300与充气管310连接,充气管310为喉罩气囊300充气提供气流通道。有些喉罩气囊300在注塑成型时已经连接有部分或整条的充气管310。第三放置部230用于放置喉罩气囊300的充气管310的。具体地,第三放置部230为直条形。
[0030]
进一步,第二放置部220设有承托部221与贯通部222,承托部221起到喉罩通气管的连接件400的承托与固定作用。通常地,喉罩通气管的连接件400的一部分为罩型件410,另一部分为管型件420,管型件420倾斜地与罩型件410连接。
[0031]
进一步,承托部221与贯通部222连通,并将下模具200的上表面与下表面贯通以形成腔体。喉罩通气管的连接件400的管型件420插入至贯通部222中。
[0032]
参照图4,进一步,承托部221设有大口端241与小口端243,大口端241与小口端243之间连接有弧形壁面242;大口端241位于下模具200的上表面,小口端243与贯通部222连接。在该实施例中,承托部221承托罩型件410,且弧形壁面242的形状与罩型件410的外表面吻合。放置喉罩通气管的连接件400至第二放置部220时,喉罩通气管的连接件400的管型件420向下,罩型件410向上,并从承托部221的大口端241进入,缓缓向下移动,直至管型件420从小口端243穿过插入至贯通部222中,此时罩型件410的外表面贴合于弧形壁面242。第二放置部220承托起喉罩通气管的连接件400。
[0033]
参照图1和图2,进一步,上模具100设有凸出的加热部110;上模具100压合于下模具200时,加热部110的位置对应喉罩气囊300与喉罩通气管的连接件400的重叠处。当然,加热部110可以是有一部分与喉罩气囊300与喉罩通气管的连接件400的重叠处接触即可。
[0034]
进一步,加热部110由铜制成。上模具100和下模具200安装在高周波加热机上,通过高周波加热原理实现加热部110发热,加热部110产生热量,对喉罩气囊300与喉罩通气管的连接件400的重叠处加热,使两者热熔连接。
[0035]
以上所述,只是本实用新型的较佳实施例而已,本实用新型并不局限于上述实施方式,只要其以相同的手段达到本实用新型的技术效果,都应属于本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips