
 商标分类
商标分类  商标转让
商标转让 
一种机车制动用密封圈的成型工装的制作方法
 2021-02-22 02:02:31|
2021-02-22 02:02:31| 286|
286| 起点商标网
起点商标网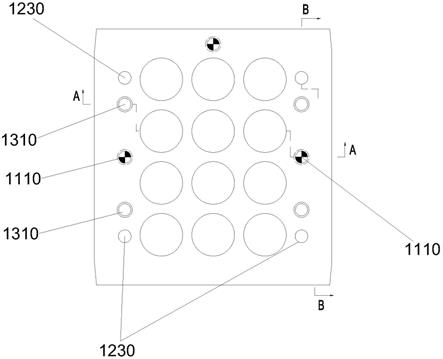
[0001]
本实用新型涉及橡胶成型领域,更具体地,本实用新型涉及一种机车制动用密封圈的成型工装。
背景技术:
[0002]
k型橡胶密封圈作为制动系统的关键零部件,对制动系统的密封性有着重要影响,其密封性能是影响制动系统动作可靠与否、性能优劣的关键问题之一。
[0003]
传统的k型橡胶密封圈的成型工装是两开模压结构,即将橡胶胶胚放在加热的模具的型腔中,然后闭模加压,使其硫化成型,由于橡胶流动,合模前型腔分型面处会因为橡胶过早的填入而存在多余胶边,合模过程中由于胶边的影响容易将模具垫起,导致k型橡胶密封圈硫化成型后壁厚不均匀;有些模板会在型腔四周设置凸起,阻挡橡胶流至分型面处,但是该种方式需要严格控制橡胶胶胚的重量,并且需要严格控制合模时的精确度,否则极易造成模具错位、磕碰,因此增加生产的难度,降低了生产效率。
[0004]
因此,需要一种机车制动用k型密封圈的新型成型工装,能够解决壁厚不均匀以及生产效率低的问题。
技术实现要素:
[0005]
本实用新型的一个目的是解决现有的橡胶密封圈在成型过程中壁厚不均匀以及生产效率低的问题。
[0006]
根据本实用新型的一个方面,提供一种机车制动用密封圈的成型工装,包括上模和下模,所述上模底部设置有上导柱,所述下模的顶部设置有下导柱,所述下模设置有下模腔,所述下模腔中设置有贯穿所述下模的下模芯,还包括中模,所述中模上设置有与所述上导柱以及所述下导柱相配合的定位孔,所述中模底面设置有与所述下模腔相配合的上模腔,所述中模的顶面设置有与所述上模腔一一对应的注胶槽,所述注胶槽与所述上模腔通过注胶孔连通;所述上模底部设置有与所述注胶槽相互配合的顶胶块。
[0007]
通过本方案,首先将中模与下模合模,然后在注胶槽中加入胶胚,在上模向下压的过程中,融化的橡胶通过注胶孔进入模腔中进行成型;由于上模腔与下模腔预先合模,因此不会发生多余胶边进入分型面的问题,使成型后的密封圈厚度更加均匀;在成型过程中,仅有上模运动,不会造成模腔的磕碰;融化的橡胶通过注胶孔流入模腔中成型,无需精确控制胶胚的重量,使成型效率更高。
[0008]
优选地,所述中模上设置有中模芯,所述上模腔与所述注胶槽分设所述中模芯的上下两面。
[0009]
通过本方案,可以对中模芯进行更换,使中模适用于更多型号规格的产品,提高适用范围;仅更换中模芯即可完成不同规格产品的模具更换,方便了操作,进一步提高生产效率。
[0010]
优选地,所述中模芯的外周设置有限位台,所述中模上设置有与所述限位台相互
配合的限位部。
[0011]
通过本方案,提高中模芯更换时的便捷性和位置的准确性。
[0012]
优选地,所述中模的朝向所述上模的一面设置有顶开弹簧。
[0013]
通过本方案,便于中模和上模的分离,避免橡胶的黏性使上模的动作带动中模运动而造成的密封圈成型失败。
[0014]
优选地,所述下导柱与所述上导柱相互错开布置,所述上导柱与所述下导柱的长度均小于所述定位孔的深度。
[0015]
通过本方案,中模与上模以及与下模之间单独进行固定,避免相互影响磕碰。
[0016]
优选地,所述定位孔为通孔,所述定位孔的内壁上设置有导套。
[0017]
通过本方案,进一步提高定位的准确性和可靠性,导套的设置使之能够进行更换
[0018]
本实用新型的一个技术效果在于,使用本机车制动用密封圈的成型工装,能够避免胶边进入分型面,从而使橡胶圈厚度更加的均匀;中模与下模预先合模,无需精确控制合模的精度,从而避免了模腔的磕碰;胶胚通过注胶孔进入模腔中,无需精确控制胶胚的重量,从而提高了生产的效率。
[0019]
通过以下参照附图对本实用新型的示例性实施例的详细描述,本实用新型的其它特征及其优点将会变得清楚。
附图说明
[0020]
构成说明书的一部分的附图描述了本实用新型的实施例,并且连同说明书一起用于解释本实用新型的原理。
[0021]
图1是本实用新型实施例的机车制动用密封圈的成型工装结构布置示意图。
[0022]
图2是图1中a-a向的剖视结构示意图。
[0023]
图3是图1中b-b向的剖视结构示意图。
[0024]
图4是图2的成型工装中上模的剖视结构示意图。
[0025]
图5是图2的成型工装中中模的剖视结构示意图。
[0026]
图6是图5的中模中中模芯的剖视结构示意图。
[0027]
图7是图2的成型工装中下模的剖视结构示意图。
[0028]
其中,在附图中相同的部件用相同的附图标记;附图并未按照实际的比例绘制。
具体实施方式
[0029]
现在将参照附图来详细描述本实用新型的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。
[0030]
以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。
[0031]
对于相关领域普通技术人员已知的技术和设备可能不作详细讨论,但在适当情况下,所述技术和设备应当被视为说明书的一部分。
[0032]
在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
[0033]
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
[0034]
实施例
[0035]
如图1至图7所示,本实施例中的机车制动用密封圈的成型工装,包括上模1100和下模1300,所述上模1100底部设置有上导柱1110,所述下模1300的顶部设置有下导柱1310,所述下模1300设置有下模腔1320,所述下模腔1320中设置有贯穿所述下模1300的下模芯1330,还包括中模 1200,所述中模1200上设置有与所述上导柱1110以及所述下导柱1310相配合的定位孔1210,所述中模1200底面设置有与所述下模腔1320相配合的上模腔1221,所述中模1200的顶面设置有与所述上模腔1221一一对应的注胶槽1222,所述注胶槽1222与所述上模腔1221通过注胶孔1223连通;所述上模1100底部设置有与所述注胶槽1222相互配合的顶胶块1120。
[0036]
通过本实施例该方案,首先将中模1200与下模1300合模,下导柱1310 与定位孔1210相配合使中模1200与下模1300准确定位,上模腔1221与下模腔1320共同围成成型用的模腔;在注胶槽1222中放入胶胚,在上模 1100向下压的过程中,融化的橡胶通过注胶孔1223进入模腔中进行成型;成型后的密封圈在下模芯1330上顶的动作下脱离下模腔1320。
[0037]
由于上模腔1221与下模腔1320预先合模,分型面预先闭合,然后再向模腔中注入熔融的橡胶,因此不会发生多余胶边进入分型面的问题,使成型后的密封圈厚度更加均匀;在成型过程中,仅有上模1100运动,且上模1100仅作为挤压胶胚进入模腔中的作用,不会造成模腔的磕碰,因此能够保证密封圈的合格率;融化的橡胶通过注胶孔1223流入模腔中成型,无需精确控制胶胚的重量,需要多少便会进入多少,多余的橡胶会留在注胶槽1222中,使成型效率更高。
[0038]
在本实施例或其他实施例中,所述中模1200上设置有中模芯1220,所述上模腔1221与所述注胶槽1222分设所述中模芯1220的上下两面。中模芯1220与中模1200分体式的设置,方便对中模芯1220进行更换,使中模1200适用于更多型号规格的产品,提高适用范围;仅更换中模芯1220 即可完成不同规格产品的模具更换,方便了操作,进一步提高生产效率;并且分体式的结构更加方便模具的开发制作,并且能够节约成本。
[0039]
在本实施例或其他实施例中,所述中模芯1220的外周设置有限位台 1224,所述中模1200上设置有与所述限位台1224相互配合的限位部(图中未示出),不仅能够对中模芯1220起到限位作用,避免上模1100的下压而改变位置,还能够提高中模芯1220更换时的便捷性和位置的准确性。该限位部设置在中模1200的用于安装中模芯1220的通孔的内壁上。
[0040]
在本实施例或其他实施例中,所述中模1200的朝向所述上模1100的一面设置有顶开弹簧1230。顶开弹簧1230能够始终推动上模1100向上运动,便于注胶完成后中模1200和上模1100的分离,避免橡胶的黏性使上模1100的动作带动中模1200运动而造成的密封圈成型失败,提高本装置的可靠性。该实施例中的顶开弹簧1230设置于中模1200的四个角处,顶开时更加均匀平稳。
[0041]
在本实施例或其他实施例中,所述下导柱1310与所述上导柱1110相互错开布置,所述上导柱1110与所述下导柱1310的长度均小于所述定位孔1210的深度。中模1200与上模1100以及与下模1300之间单独进行固定,避免上导柱1110与下导柱1310之间相互影响磕碰。在该实施例中,上导柱1110设置有三根,呈三角形布置;下导柱1310有四根,呈矩形排布
设置。
[0042]
在本实施例或其他实施例中,所述定位孔1210为通孔,所述定位孔 1210的内壁上设置有导套1211。导套1211的设置能够进一步提高定位的准确性和可靠性,可更换的导套1211还能够方便维修,节省维修和生产的成本。
[0043]
在该实施例中,导套1211的开口处、上导柱1110和下导柱1310的顶部、注胶槽1222的开口处均设置有倒角,起到导向作用,避免磕碰损伤。注胶孔1223的顶部为沉孔,便于橡胶注入。
[0044]
本实施例的一个技术效果在于,使用本机车制动用密封圈的成型工装,能够避免胶边进入分型面,从而使橡胶圈厚度更加的均匀;中模与下模预先合模,无需精确控制合模的精度,从而避免了模腔的磕碰;胶胚通过注胶孔进入模腔中,无需精确控制胶胚的重量,从而提高了生产的效率。
[0045]
虽然已经通过示例对本实用新型的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上示例仅是为了进行说明,而不是为了限制本实用新型的范围。本领域的技术人员应该理解,可在不脱离本实用新型的范围和精神的情况下,对以上实施例进行修改。本实用新型的范围由所附权利要求来限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips