
 商标分类
商标分类  商标转让
商标转让 
一种真空灌注防压痕板的制作方法
 2021-02-21 19:02:33|
2021-02-21 19:02:33| 314|
314| 起点商标网
起点商标网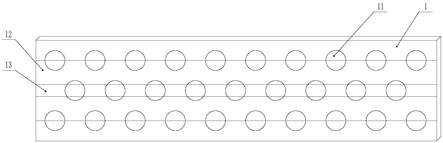
[0001]
本实用新型涉及真空灌注领域,具体是一种真空灌注防压痕板。
背景技术:
[0002]
真空灌注以其独特的优点成为复合材料成型的主要技术。以frp产品为例,先根据设计有序、逐层铺设玻纤布,并布置脱模布、隔离膜、导流网、ω管/注胶角材/螺旋管、注胶座、真空袋膜等真空辅材。然后,进行真空保压使整个系统形成负压。真空灌注时,树脂经过注胶座、ω管/注胶角材/螺旋管等真空管路,在导流网等的导流下,充分浸润玻纤层。
[0003]
ω管/注胶角材/螺旋管等的布置对树脂的流动方向、真空灌注效果起着重要的作用。在真空负压作用下,ω管/注胶角材/螺旋管、注胶座与玻纤布接触位置会对玻纤层产生一定的压力,在玻纤层表面形成压痕,使平整的玻璃钢表面出现局部玻璃纤维弯曲。一方面,会降低产品强度和性能,加剧产品的疲劳破坏,缩短其寿命。另一方面,也会影响产品的外观,增加修型成本。
[0004]
综上,设计一种结构合理、实用性强、成本低廉的真空灌注防压痕板,是非常有必要的。
技术实现要素:
[0005]
本实用新型的目的在于提供一种真空灌注防压痕板,以解决上述背景技术中提出的问题。
[0006]
为实现上述目的,本实用新型提供如下技术方案:
[0007]
一种真空灌注防压痕板,包括防压痕板和开设于防压痕板上的凹槽,所述防压痕板上开设有三排通孔。
[0008]
作为本实用新型进一步的方案:所述凹槽底部中央开设有螺旋管导向槽。
[0009]
作为本实用新型再进一步的方案:所述防压痕板材质为热塑性材料。
[0010]
作为本实用新型再进一步的方案:所述防压痕板材质为聚氯乙烯、聚乙烯或聚丙烯。
[0011]
作为本实用新型再进一步的方案:所述通孔等间距排列。
[0012]
作为本实用新型再进一步的方案:两侧所述通孔与中间所述通孔交错设置。
[0013]
作为本实用新型再进一步的方案:所述通孔直径为0.5-1.5cm,通孔间距为1.5-4.5cm。
[0014]
与现有技术相比,本实用新型的有益效果是:(1)可与螺旋管、注胶角材、ω管、注胶座等多种真空灌注件组合使用,实用性强;对螺旋管有导向作用,可以提高管路布置的准确性;(2)可以多次重复使用,降低产品制作成本;(3)在真空灌注时,可以有效减少由于螺旋管、注胶角材、ω管、注胶座等引起的压痕、褶皱,降低维修成本,提高产品的强度和性能。
附图说明
[0015]
图1为一种真空灌注防压痕板的结构示意图;
[0016]
图2为一种真空灌注防压痕板的侧视图;
[0017]
图3为一种真空灌注防压痕板与ω管配合使用的结构示意图;
[0018]
图4为一种真空灌注防压痕板与注胶角材配合使用的结构示意图;
[0019]
图5为一种真空灌注防压痕板与注胶座配合使用的结构示意图;
[0020]
图6为一种真空灌注防压痕板与螺旋管配合使用的结构示意图;
[0021]
图中:1-防压痕板,11-通孔,12-凹槽,13-螺旋管导向槽,2-ω管,3-注胶角材,4-注胶座,5-螺旋管。
具体实施方式
[0022]
下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
[0023]
请参阅图1-2,一种真空灌注防压痕板,包括防压痕板1和开设于防压痕板1上的凹槽12,所述防压痕板1上开设有三排通孔11,所述通孔11可以选择等间距排列。
[0024]
所述凹槽12底部中央根据使用情况选择性开设有螺旋管导向槽13。
[0025]
进一步说明:防压痕板1由热塑性材料制备,包括聚氯乙烯(pvc),聚乙烯(pe),聚丙烯(pp)等热塑性塑料,但不限于此。防压痕板1整体为有一定厚度的凹字形平板,其上设有通孔11,凹槽12和螺旋管导向槽13。通孔11是尺寸相同且等间距排列的圆孔,孔径和孔间距根据实际导流情况调节,孔径可设为0.5-1.5cm,孔间距可设为1.5-4.5cm,如为多排孔,则交错排列。凹槽12沿防压痕板1长度方向,其宽度与ω管2、注胶角材3、注胶座4等尺寸相配合(请参阅图3-6),略大于需配合尺寸,便于限位和固定。螺旋管导向槽13沿防压痕板1长度方向,其弧度与螺旋管5相配合。凹槽12和螺旋管导向槽13可根据使用情况,只制作其中一种。
[0026]
产品的制作及使用流程:a.将原料颗粒加入螺杆挤出机,设定螺杆温度(pvc为160~220℃,pe为140~230℃,pp为160~240℃),牵引速度设为0.5~1m/min。
[0027]
b.原料颗粒在螺杆中熔融挤出,经过防压痕板1制作模具和真空定型台,在25℃的冷却水中冷却定型,得到具有凹槽12和/或螺旋管导向槽13的毛坯件。
[0028]
c.用在线冲孔机对毛坯件进行打孔处理,通孔11直径相同、间距相等,打孔转头之间的距离设为1.5-4.5cm,打孔直径控制在0.5-1.5cm。
[0029]
d.对防压痕板1进行切割、打磨处理,制成具有一定长度、宽度的防压痕板1,为方便运输和使用,每根长度为2~4m。
[0030]
e.在真空灌注成型工艺中,完成玻纤布、脱模布、隔离膜、导流网等的铺设后,根据导流图,放置防压痕板1,然后再将ω管2/注胶角材3/螺旋管5、注胶座4布置到防压痕板1上。ω管2底边侧板、注胶角材3开口边和注胶座4的底面卡进凹槽12,螺旋管5沿螺旋管导向槽13放置。
[0031]
f.完成其他真空辅材的铺设,保压并进行真空灌注,树脂从注胶座4进入注胶管路,沿管路流向各处,并通过通孔11流到下方,在导流网的导流下,均匀浸润玻纤布。
[0032]
g.在一定的条件下,完成预固化,撕除辅材,将防压痕板1回收,清理残胶后可多次反复使用。
[0033]
对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0034]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips