
 商标分类
商标分类  商标转让
商标转让 
吹塑站及用于形成自由吹塑容器的方法与流程
 2021-02-21 12:02:46|
2021-02-21 12:02:46| 295|
295| 起点商标网
起点商标网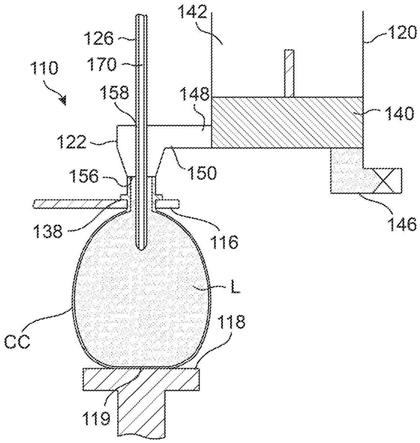
吹塑站及用于形成自由吹塑容器的方法
[0001]
相关申请的引证
[0002]
本专利申请要求于2018年6月29日提交的美国临时专利申请第62/691,685号的优先权,其全部公开内容通过引证结合于本文。
技术领域
[0003]
本发明涉及一种用于吹塑成型塑料容器的方法及设备。更具体地,本公开涉及一种用于在单个制造工艺期间同时形成并填充塑料容器的设备及方法。
背景技术:
[0004]
由于环境和其他关注点的原因,现在比以前更多地使用塑料容器来包装先前设置在玻璃容器中的多种商品。更具体地,塑料容器可由聚酯形成,并且甚至更具体地,由聚对苯二甲酸乙二醇酯(pet)形成。制造商和填充商以及消费者已认识到pet容器是轻量的、便宜的、可回收的并且是能够大量制造的。
[0005]
用吹塑成型的塑料容器包装多种商品已变得司空见惯。pet是可结晶的聚酯,意味着其可得到非晶形的形式或者半结晶的形式。pet容器保持其材料完整性的能力与呈结晶形式的pet容器的比率(也称为pet容器的“结晶度”)有关。下列的公式将结晶度的比率定义为体积比:
[0006]
%结晶度=(ρ-ρ
a
ρ
c-ρ
a
)
×
100
[0007]
其中ρ是pet材料的密度;ρ
a
是纯非晶形pet材料的密度(1.333g/cc);并且ρ
c
是纯结晶材料的密度(1.455g/cc)。一旦容器已经被吹塑,则可将商品填充到容器中。
[0008]
传统上,吹塑和填充已经发展为两种独立工艺,在很多情况中由不同的公司操作。为了使瓶子的填充更成本有效,一些填充商已将吹塑成型移到室内,在很多情况中将吹塑成型机直接集成到他们的填充线中。装备制造商已认识到这种优势并销售“一体的”系统,该系统设计为保证吹塑成型机与填充机完全同步。尽管努力将两种工艺拉近到一起,但吹塑成型和填充仍然是两种独立、不同的工艺。其结果是,当分开地执行这两种工艺时,可能造成显著地成本。
[0009]
共同所有的美国专利nos.8,573,964、8,714,963和8,858,214公开了已知的同时形成并填充容器的方法,其全部公开通过引证结合于本文。在其中公开的方法要求包括模具站的多个装备,该模具站包括压力源、吹塑喷嘴、伸长杆和模具腔。在紧急情况或当另外需要快速填充容器时,如果可能,将这样的装备移动靠近需要已填充的容器的位置可能是困难且昂贵的,并且这种移动是低效率的。由于可移动吹塑站的部件的成本,建造可移动吹塑站同样可能是费用过高或者低效率的。
[0010]
因此,需要研发一种有效地同时形成并填充容器的系统及方法,其中该系统及方法的成本和复杂度被降到最低。
技术实现要素:
[0011]
与本发明协调且一致地,出人意料地发现了一种有效地同时形成并填充容器的系统及方法,其中该系统及方法的成本和复杂度最小化。
[0012]
在本发明的实施例中,一种无模具的吹塑站,包括:支架(armature),构造为支撑预制件;吹塑喷嘴,构造为密封地接合预制件的开口,并且将液体传输到预制件的内部以使得预制件膨胀;以及压板,设置为与吹塑喷嘴轴向对准。压板限定通过预制件的膨胀而形成的所得容器(resultant container)的底部表面。
[0013]
根据本发明的实施例,一种同时形成并填充容器的方法,包括:将预制件定位在无模具吹塑站的支架中;将吹塑喷嘴密封地连接到预制件的开口;使液体积聚到腔室中;以及将来自腔室中的液体通过吹塑喷嘴传输到预制件的开口中,从而迫使预制件自由地膨胀直到预制件的封闭端接触压板,以产生所得容器的底部,其中液体保留在容器中作为最终产品;并且其中,从腔室中传输液体包括以第一压力将液体转移到预制件中,并且随后以第二压力将液体转移到预制件中,第二压力大于第一压力,第一压力与第二压力在大约100psi至600psi之间。
附图说明
[0014]
当结合附图考虑以下优选实施例的描述时,本发明的上述以及其他优势将对于本领域技术人员变得显而易见,其中:
[0015]
图1是如本领域所知地加热的预制件进入模具站的部分示意性截面图,其中包括活塞式装置的压力源开始向上移动,将液体吸取到压力源中。
[0016]
图2是在图1中所示系统的部分示意性截面图,其中伸长杆延伸到预制件中以启动机械的拉伸,并且其中流体持续在压力源中积聚。
[0017]
图3是图2的系统的部分示意性截面图,其中活塞式装置将来自压力源的液体驱动到预制件,从而使预制件朝向模具腔的壁膨胀。
[0018]
图4是图3的系统的部分示意性截面图,其中活塞式装置已彻底致动,从而将合适体积的液体完全地转移到新形成的容器中,并且其中,伸长杆正在收回。
[0019]
图5是图4的系统的部分示意性截面图,其中模具半部分开,并且活塞式装置开始将液体吸取到压力源中,为下一周期做准备。
[0020]
图6是根据本发明的实施例的加热的预制件进入到无模具吹塑站中的部分示意性截面图。
[0021]
图7是图6的系统的部分示意性截面图,其中活塞式装置将来自压力源的液体驱动到预制件,从而使预制件膨胀。
[0022]
图8是图7的系统的部分示意性截面图,其中预制件已膨胀到一定程度,其中预制件的底部表面接触压板并符合压板的形状,该压板设置在预制件下方。
[0023]
图9是使用图6-图8的系统形成的容器的前立体图。
具体实施方式
[0024]
以下详细描述和附图描述并示出本发明的各种示例性实施例。描述和附图用于使得本领域技术人员能够制造并使用本发明,而不旨在以任何方式限制本发明的范围。对于
公开的方法,提供的步骤本质上是示例性的,并且因此,步骤的顺序不是必要或关键的。
[0025]
可使用单级机械和两级机械两者来制造双向拉伸的瓶子,该瓶子由诸如聚对苯二甲酸乙二醇酯(pet)的塑料材料制成。例如,当使用两级工艺时,可使用两种明显不同的吹塑方法中的任一种来制造瓶子。一种吹塑瓶子的方法是通过以下步骤完成:将预制件从环境条件加热到最低可能温度(但高于玻璃态转换温度),这将允许材料被适当地拉伸;接着尽可能快地将加热的预制件吹塑到冷的吹塑模具中。这种工艺可生产用于多种包装应用的性能优异的瓶子,尤其用作碳酸饮料的瓶子。可将调整预制件以横跨预制件的壁提供均匀的温度或温度分布的附加步骤与基础工艺结合。材料的分子取向提高最终生产的容器的机械与光学性能。
[0026]
然而,这种双向拉伸也会增加容器内的内部应力,从而导致在热的条件下的尺寸不稳定。例如,在所生成的双向拉伸容器的热填充期间,该定向的材料具有收缩的倾向,这释放了内部应力但引起容器的扭曲和变形。当使用非晶形聚酯预制件时这种现象特别明显,该非晶形聚酯预制件在拉延工艺期间经受结晶引起的应变,诸如以聚酯(特别是pet)制成的容器为例。
[0027]
被制造为用作用于加压液体的瓶子的双向拉伸容器通常使用这样的工艺来制成,其中预制件被吹塑为与急冷模具一致。
[0028]
参考图1-图5,示出了本领域已知的模具站10。模具站10和相关联的方法使用最终液体商品l来赋予膨胀预制件12以呈现模具的形状所需要的压力,从而同时形成并填充所得容器c。用于同时填充并形成容器c的已知的模具站10通常包括模具腔16、压力源20、吹塑喷嘴22和伸长杆26。示出的示例性模具腔16包括模具半部30、32,该模具半部合作限定了对应于吹塑容器期望的外轮廓的内表面34。模具腔16可从打开位置(见图1)移动到关闭位置(见图3),使得预制件12的支撑环38被卡持在模具腔16的上端处。预制件12可由诸如苯二甲酸乙二醇酯(pet)的聚酯材料形成,并具有本领域技术人员众所周知的类似于试验试管的形状,具有大致圆柱形的截面并且其长度通常为所得容器c的高度的大约百分之五十(50%)。贯穿制造过程并在其各个阶段中,支撑环38可被用于承载或定向预制件12。例如,可通过支撑环38来承载预制件12、支撑环38可被用来辅助将预制件12定位在模具腔16中或者一旦被制造后,终端消费者可使用支撑环38来携带塑料容器c。
[0029]
在一个示例中,压力源20可以是,但不限于,填充气缸、歧管或者腔室42的形式,该填充气缸、歧管或者腔室通常包括机械的活塞式装置40,该活塞式装置包括但不限于活塞、泵(诸如液压泵)或任何其他这种类似的合适装置,并且该活塞式装置可在填充气缸、歧管或者腔室42中移动。压力源20具有用于接收液体商品l的入口46,和用于向吹塑喷嘴22传输液体商品l的出口48。应当了解,入口46和出口48可具有在入口和出口处组合的阀。活塞式装置40可在第一方向上(如在图中看到的向上)移动以将液体商品l从入口46吸取到填充气缸、歧管或者腔室42中,并且在第二方向上(如在图中看到的向下)移动以将液体商品l从填充气缸、歧管或者腔室42中传输到吹塑喷嘴22。例如,活塞式装置40可通过任何合适的方法来移动,诸如气动、机械或液压。压力源20的入口46可连接到(诸如通过管或管道)容纳最终液体商品l的储液器或容器(未示出)。应当了解,压力源20可被不同地构造,只要期望量的液体商品l以期望的压力被传输到吹塑喷嘴22,如在下文中更详细解释的。
[0030]
吹塑喷嘴22通常限定了用于从压力源20的出口48接收液体商品l的入口50和用于
将液体商品l传输到预制件12中的出口56(图1)。应当了解,出口56可限定一种形状,该形状与预制件12的靠近支撑环38的部分互补,使得在成型/填充工艺期间,吹塑喷嘴22可容易地与预制件12配合。在一个示例中,吹塑喷嘴22可限定开口58,以用于可滑动地接收伸长杆26,该伸长杆用作启动预制件12的机械拉伸。
[0031]
在一个示例中,在热处理工艺(通常为热填充工艺)期间,可将液体商品l引入到塑料容器c中。对于热填充装瓶的应用,装瓶者通常用大约185℉至205℉(大约85℃至96℃)之间的高温液体或产品来填充塑料容器c,并在冷却之前用封闭件(未示出)来密封塑料容器c。在一种构造中,液体可通过入口46在填充气缸、歧管或者腔室42中持续地循环,由此液体可被加热到预设的温度(即,在设置于入口46上游的加热源处)。此外,塑料容器c可适于如所期望的其他高温巴氏杀菌法或蒸馏填充工艺,或其他热处理工艺。在另一个示例中,可在环境温度或低温下将液体商品l引入到塑料容器c中。因此例如,可在环境温度或低温下(诸如在大约32℉至90℉(大约0℃至32℃)之间)填充塑料容器c,并且更优选地在大约40℉(大约4.4℃)。
[0032]
在使用中,模具站10适于同时填充并形成塑料容器c。一开始,预制件12可被放置到模具腔16中。在一个示例中,机器(未示出)将加热到大约190℉至250℉(大约88℃至121℃)之间温度的预制件12放置到模具腔16中。当预制件12被定位到模具腔16中时,压力源20的活塞式装置40可开始通过入口46将液体商品l吸取到填充气缸、歧管或者腔室42中。模具腔16的模具半部30、32然后可关闭,从而卡持预制件12。吹塑喷嘴22可在预制件12的结束端形成密封。为了在所得容器c中给予增加的结晶度水平,可将模具腔16加热到大约250℉至350℉(大约93℃至177℃)之间的温度。在另一个示例中,模具腔16可设置在环境温度或低温下,介于大约32℉至90℉(大约0℃至32℃)之间。可通过活塞式装置40将液体商品l持续吸取到填充气缸、歧管或者腔室42中。
[0033]
如在图2中所示,伸长杆26可轴向延伸到预制件12中以启动机械拉伸。此时,液体商品l可经由活塞式装置40的持续的向上的移动而被吸取到填充气缸、歧管或者腔室42中。伸长杆26继续拉伸预制件12,从而随着预制件的轴向长度的增加,预制件12的侧壁变薄。在填充气缸、歧管或者腔室42中的液体商品l的体积可增加,直到达到适于形成并填充所得容器c的合适的体积。此时,可关闭设置在压力源20的入口46处的阀。
[0034]
如在图3中所示,活塞式装置40可开始向下驱动(驱动阶段)以启动液体商品l从填充气缸、歧管或者腔室42到预制件12的快速转移。同样,活塞式装置40可通过任何合适的方式来致动,诸如气动、机械和/或液压。在一个示例中,预制件12中的液压压力可达到大约100psi至600psi之间。液体商品l使得预制件12朝向模具腔16的内表面34膨胀。残余的空气可通过限定在伸长杆26中的通道70被排出(图3)。如在图4中所示,活塞式装置40已经完成其驱动阶段,从而完全地将合适体积的液体商品l转移到新形成的塑料容器c中。接下来,可从模具腔16中取回伸长杆26而同时继续排出剩余的空气。当被从模具腔16取回时,伸长杆26可设计为取代预定体积的液体商品l,从而允许在所得塑料容器c中获得期望的液体商品l的填充水平。通常,期望的填充水平将对应于在塑料容器c的支撑环38处或附近的水平。
[0035]
可替代地,在成型周期期间能以恒定的压力或变化的压力来提供液体商品l。例如,在预制件的轴向拉伸期间,能以这样的压力来提供液体商品l,该压力低于当将预制件12吹塑成与限定塑料容器c的最终构造的模具腔16的内表面34基本一致时所施加的压力。
这种低压p1可以是环境压力或高于环境压力,但低于随后的高压p2。预制件12在模具腔16中被轴向拉伸到大约为所得塑料容器c的最终长度的长度。在预制件12的拉伸期间或刚被拉伸好后,预制件12通常在低压p1下径向向外膨胀。该低压p1优选地在大约100psi至150psi之间的范围内。随后,预制件12在高压p2下进一步膨胀,使得预制件12接触模具半部30、32的内表面34,从而形成所得塑料容器c。优选地,高压p2是在大约500psi至600psi的范围内。上述方法的结果是,所得塑料容器c的基底和接触环完全地周向地形成。
[0036]
可选地,在所得塑料容器c的形成期间,可使用多于一个活塞式装置。例如,初级活塞式装置可用来生成低压p1以最初地膨胀预制件12,而二级活塞式装置可用来生成随后的高压p2以进一步膨胀预制件12,使得预制件12接触模具半部30、32的内表面34,从而形成所得塑料容器c。
[0037]
如在图5中所示,示出填充周期已完成。模具半部30、32可分开并且吹塑喷嘴22可被收回。所得的已填充的塑料容器现在准备好进行成型后续的步骤,诸如封顶、打标签和包装。此时,活塞式装置40可通过经由压力源20的入口46吸取液体商品l来开始下一周期,为下一填充/成型周期做准备。尽管没有具体地示出,但应当了解,模具站10可包括控制器,以用于将信号传达到各种部件。以这种方式,可根据由控制器传达的信号来操作部件(诸如但不限于模具腔16、吹塑喷嘴22、伸长杆26、活塞式装置40和各种阀)。同样可预料的,可利用控制器来根据给定的应用调整关联于这些部件的各种参数。
[0038]
现在将进一步讨论由本教导实现的一些另外的优势。
[0039]
将吹塑和填充工艺结合到一个单件式装备(模具站10)中可减少处理部分并因此使得每个所得塑料容器c的资金成本减少。另外,通过同时吹塑并填充所得塑料容器c的工艺所需要的空间可能显著地少于当这些工艺被分开时所需要的空间。这也可导致较低地基础设施成本。
[0040]
将这两个工艺集成为单个步骤可减少在瓶子被生产后和填充前与瓶子处理相关的劳动力和另外的成本(资本和费用)。
[0041]
将吹塑和填充工艺集成为单个工艺会消除运输瓶子的需求。运输瓶子本来就是低效率且昂贵的。而另一方面,运输预制件是更有效率的。在一个例子中,一种装载500ml水瓶的拖车能容纳大约100,000个瓶子。装载有被要求形成为500ml水瓶的预制件的相同尺寸的拖车将承载大约1,000,000个预制件,具有10:1的提升。
[0042]
众所周知,压缩空气是低效率的转移能量的方式。使用最终产品来提供液压压力以吹塑容器将需要容积式泵的同等物。因此,这是更有效率的转移能量的方式。
[0043]
在本文描述的示例性方法中,预制件可通过超过212℉(100℃)的烤箱然后迅速地被填充和封顶。以这种方式,将大幅减少空容器暴露在可能被污染的环境中的机会。因此,可大幅减少无菌填充的成本与复杂度。
[0044]
在其中产品被热填充的一些情况下,包装必须设计为适应其在填充期间暴露于的升高的温度以及适应由于产品冷却导致的包装所暴露于的所得的内部真空。适应这些条件的设计可能需要增加的容器重量。液体/液压吹塑成型提供了消除热填充工艺的潜力,并且因此,降低了包装的重量。
[0045]
本文中描述的工艺可消除在工艺间的中间工作,并且因此可避免与仓库和/或容器筒仓和/或铲车搬运和/或产品损坏等相关的费用。此外,不存在在制品库存,可减少总的
营运资本。
[0046]
当吹塑和填充集成得较近但还是保持为两个分开的工艺(诸如传统的先成型并随后填充的方法)时,这种系统的总效率是两部分的个体效率的乘积。个体效率可能主要取决于在部件移动穿过机器时的转换的次数。将这两个工艺集成为一个可提供将转换次数最小化的机会,并且因此提高总的工艺效率。
[0047]
很多饮料(包括果汁、茶、啤酒等)对氧气敏感,并且在包装时需要保护。在包装产品的使用寿命期间,很多塑料不具有使内容物免受氧气的影响的充分的屏障特性。存在多种技术用来赋予容器额外的屏障性能来减缓氧透射并且因此保护包装的内容物。最常见的技术之一是在瓶壁上使用氧气清除剂。这种清除剂可被直接成型到预制件中。预制件相对厚的壁保护清除剂免于在预制件被吹塑成容器前被消耗。然而,一旦容器已经被吹塑,壁的表面积增大而厚度减小。如此,氧气必须经过以与活性清除剂材料接触并反应的路径变得短得多。容器一旦被吹塑,就可能开始大量消耗氧气清除剂。如果同时形成并填充容器,则清除剂将贯穿其整个有效使用寿命来保护产品并且在容器保持中空等待被填充的同时不被消耗。
[0048]
本文中描述的方法对于填充诸如等渗物、果汁、茶和其他易受生物污染影响的商品的应用可能特别有用。如此,通常在受控、无菌的环境中填充这些商品。商业上,通常使用两种方式来实现需要的无菌环境。在欧洲,用于填充这些类型的饮料的一种主要方法是在无菌填充环境中进行。在干净的房间中执行填充操作。产品的所有部件包括包装在填充之前必须被消毒。一旦被填充,产品可被密封直到被消费,因此防止引入细菌的任何潜在可能。这种工艺的安置和操作是昂贵的。此外,始终存在细菌污染突破操作防护并污染产品的风险。
[0049]
在北美,一种用于填充易受污染影响的饮料的主要方法是通过热填充。在这种工艺中,在将杀死任何现存细菌的温度下将饮料引入容器。可在产品还热的时候密封容器。这种技术的一个缺点是:容器需要较重以承受升高的填充温度和随着产品冷却而在容器中最终产生的真空。此外,这种吹塑工艺比无加热设备的吹塑成型更复杂并且因此更昂贵。本文中描述的公开提供了显著减少填充敏感食物和饮料的成本及复杂度的机会。通过结合吹塑与填充工艺,有能力将预制件加热到超过212℉(100℃)并持续用来杀死任何生物污染物所需要的足够长的一段时间。如果消毒后的产品被用作形成介质的容器并随后被迅速密封,则该工艺的结果可能是很便宜的无菌填充工艺且被污染的机会非常小。
[0050]
存在可应用这种技术的多种其他瓶装产品。诸如奶制品、酒、家用清洁剂、沙拉酱调料、调味酱、面包酱、糖浆、食用油、个人护理产品等产品可使用这种方法来装瓶。这些产品中的很多现在处于吹塑成型的pet容器中,但也存在处于挤出成型的塑料容器、玻璃瓶和/或罐子。这种技术具有显著地改变包装制造与填充的经济性的潜力。
[0051]
尽管本描述主要聚焦在pet容器的生产,但可预料的,其他聚酯材料(例如,聚乙烯、聚丙烯等)以及多种其他塑料可使用本文讨论的教导来加工。
[0052]
尽管上文描述构成了本公开,但应了解,在不背离所附权利要求的合适范围和公正意义的情况下,容许对本公开进行修改、变换和改变。
[0053]
在图6-图8中示出了吹塑站110,除了该吹塑站110不包括形成模具腔的模具之外,该吹塑站在结构和描述上类似于模具站10。无模具的吹塑站110包括压力源120、吹塑喷嘴
122和伸长杆126。吹塑站110还包括能够抓住、握住、保持或以其他方式支撑预制件112的支撑环138的可分节支架116或其他结构。预制件112可由诸如苯二甲酸乙二醇酯(pet)的聚酯材料形成,并具有本领域技术人员众所周知的类似于试验试管的形状,具有大致圆柱形的截面并且其长度通常为所得容器cc的高度的大约百分之五十(50%)至百分之八十(80%),如图8和图9中所示。贯穿制造过程并在其各个阶段中,支撑环138可被用来承载或定向预制件112。例如,可通过支撑环138来承载预制件112、支撑环138可被用来辅助预制件112在可分节支架116中或在可分节支架上的定位或者一旦被制造后,终端消费者可使用支撑环38来携带塑料容器cc。
[0054]
在一个示例中,压力源120可以是,但不限于,填充气缸、歧管或者腔室142,该填充气缸、歧管或者腔室通常包括机械的活塞式装置140,该活塞式装置包括但不限于活塞、泵(诸如液压泵)或任何其他这种类似的合适装置,并且该活塞式装置可在填充气缸、歧管或者腔室142中移动。压力源120具有用于接收液体商品l的入口146和用于向吹塑喷嘴122传输液体商品l的出口148。应当了解,入口146和出口148可具有在入口和出口处组合的阀。活塞式装置140可在第一方向上(如在图中看到的向上)移动以将液体商品l从入口146吸取到填充气缸、歧管或者腔室142中,并且在第二方向上(如在图中看到的向下)移动以将液体商品l从填充气缸、歧管或者腔室142中传输到吹塑喷嘴122。例如,活塞式装置140可通过任何合适的方法来移动,诸如气动、机械或液压。压力源120的入口146可连接到(诸如通过管或管道)容纳最终液体商品l的储液器或容器(未示出)。应当了解,压力源120可被不同地构造。
[0055]
吹塑喷嘴122通常限定了用于从压力源120的出口148接收液体商品l的入口150和用于将液体商品l传输到预制件112中的出口156。应当了解,出口156可限定一种形状,该形状与预制件112的靠近支撑环138的部分互补,使得在成型/填充工艺期间,吹塑喷嘴122可容易地与预制件112配合。在一个示例中,吹塑喷嘴122可限定开口158,以用于可滑动地接收伸长杆126,该伸长杆用于启动预制件112的机械拉伸。
[0056]
根据本发明的实施例,将描述一种同时形成并填充塑料容器cc的方法。一开始,预制件112可被放置在可分节支架116上或可分节支架中。在一个示例中,机器(未示出)将加热到大约190℉至250℉(大约88℃至121℃)之间温度的预制件112放置到可分节支架116上或可分节支架中。当预制件112被定位到可分节支架116上或可分节支架中时,压力源120的活塞式装置140可开始通过入口146将液体商品l吸取到填充气缸、歧管或者腔室142中。然后可将压板118移动到邻近预制件112的封闭端的位置。在容器cc形成时,压板118适于邻接预制件112的封闭端。压板118可以是基本平坦的、凸起的、凹入的,或者压板118可具有这样的形状:当预制件112压在压板上时,在容器cc上形成一个或多个痕迹(foot)。此外,根据期望,压板118可被加热或冷却,或者可保持在环境温度。
[0057]
吹塑喷嘴22可在预制件12的结束端形成密封。可通过活塞式装置140持续吸取液体商品l到填充气缸、歧管或者腔室142中。
[0058]
接下来,伸长杆126可延伸到预制件112中以启动机械的拉伸。此时,液体商品l可持续被吸取到填充气缸、歧管或者腔室142中。伸长杆126持续拉伸预制件112,从而使预制件112的侧壁变薄。伸长杆126可延伸到预制件112中直到预制件接触到压板118,或者伸长杆126可仅延伸一距离,该距离足够向预制件112提供初始的轴向拉伸。填充气缸、歧管或者
腔室142中的液体商品l的体积可增加,直到达到适于形成和填充所得容器cc的合适的体积。此时,可关闭设置在压力源120的入口146处的阀。如在图7中所示,活塞式装置140可开始向下驱动(驱动阶段)以启动液体商品l从填充气缸、歧管或者腔室142到预制件112的快速转移。液体商品l使得预制件112向外膨胀。在合适的位置没有模具或模具腔,允许预制件112形成为由重力、液体的注射压力、预制件112的温度、预制件112的材料性能、伸长杆126的延伸距离和其他工艺变量决定的自然的形状。随着预制件112的膨胀,预制件的封闭端接触压板118以在容器cc中形成基底119,以提供可保持容器cc直立的方式,如在图8和图9中最佳地示出的。根据期望,压板118可移动以允许生产较高或较矮的容器cc。根据期望,可在压板118上放置标签(未示出),由此在容器cc的形成期间,预制件112设置在标签上、标签中或邻近标签,使得随着预制件112膨胀,标签粘附并形成在容器cc上。根据期望,标签可设计为具有刚性或来自特殊材料,以便随着预制件112的膨胀可在容器cc中赋予一形状或结构。
[0059]
残余的空气可通过限定在伸长杆126中的通道170被排出(图7)。活塞式装置140已经完成其驱动阶段,从而完全地将合适体积的液体商品l转移到新形成的塑料容器c中。接下来,可从模具腔116中取回伸长杆126而同时继续排出残余的空气。当伸长杆126被从模具腔116取回时,其可设计为取代预定体积的液体商品l,从而允许在所得塑料容器cc中获得期望的液体商品l的填充水平。通常,期望的填充水平将对应于在塑料容器cc的支撑环138处或附近的水平。容器cc可由本文中关于容器c所描述的替代的方法来类似地形成。
[0060]
一旦完成填充周期,容器cc就完整地形成,而且吹塑喷嘴22可被取回。所得的已填充的塑料容器cc现在准备好进行成型后续的步骤,诸如封顶、打标签和包装。此时,活塞式装置140可通过经由压力源120的入口146吸取液体商品l来开始下一周期,为下一填充/成型周期做准备。尽管没有具体地示出,但应当了解,吹塑站110可包括控制器,以用于将信号传达到各种部件。以这种方式,可根据由控制器传达的信号来操作部件(诸如但不限于支架116、压板118、吹塑喷嘴122、伸长杆126、活塞式装置140和各种阀)。同样可预料的,可利用控制器来根据给定的应用调整关联于这些部件的各种参数。
[0061]
现在将进一步讨论由本教导实现的一些另外的优势。
[0062]
将吹塑和填充工艺结合到一个单件式装备(吹塑站110)中可减少处理部分并因此使得每个所得塑料容器cc的资金成本减少。因为吹塑站110不包括形成模具腔的模具,因此进一步减少资金成本并最小化吹塑站110的复杂度。另外,通过同时吹塑并填充所得塑料容器cc的工艺所需要的空间可能显著地少于当这些工艺被分开时所需要的空间。这也可导致较低地基础设施成本。需要的空间可最小化为使得吹塑站110可在拖车上或在半挂式卡车中组装,使得吹塑站110是可移动的吹塑站110。
[0063]
已经发现通过所描述的吹塑与填充工艺获得的瓶子形状是高度可复制的。具体地,对于给定的一系列工艺参数(液体的注射压力、预制件112的温度、预制件112的材料性能、伸长杆126的延伸距离和其他工艺变量),所得容器cc的形状和尺寸可从一个已形成的容器cc复制到随后形成的容器。有利地,形成在自由吹塑容器cc上的基底119防止容器cc的倾斜、洒落和不想要的动作,并同时提供密封容器的低成本及批量生产。
[0064]
将这两个工艺集成为单个步骤可减少在瓶子被生产后和填充前与瓶子处理相关的劳动力和另外的成本(资本和费用)。使得这样的单步工艺能以可移动的方式使用,提供了在诸如地震或其他自然灾害的紧急情况下形成容器的有效方式。形成容器并且填充容器
然后将其运输到一区域,这需要增加在处理中的成本,并且在运输到交通很困难或严格管制的区域的情况下,可需要无数次容器的运输。如本文中描述的可移动吹塑站110可与一箱液体(例如,水等)以及预制件112的容器一起使用,以在现场并根据要求提供充满必要的供给品的容器cc。如在本文所记录,瓶子的运输本来就是低效率且昂贵的。而另一方面,运输预制件是更有效率的。在一个例子中,一种装载500ml水瓶的拖车能容纳大约100,000个瓶子。装载有被要求形成为500ml水瓶的预制件的相同尺寸的拖车将承载大约1,000,000个预制件,具有10:1的提升。
[0065]
尽管本描述主要聚焦在pet容器的生产,但可预料的,其他聚酯材料(例如,聚乙烯、聚丙烯等)以及多种其他塑料可使用本文讨论的教导来加工。
[0066]
根据前述的描述,本领域普通技术人员可容易地确定本发明的必要特征,并且在不背离本发明的精神和范围的情况下,可对本发明做出各种改变和修改以适于各种使用和条件。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips