
 商标分类
商标分类  商标转让
商标转让 
一种宽幅高分子自粘防水卷材的连续生产线的制作方法
 2021-02-21 12:02:22|
2021-02-21 12:02:22| 301|
301| 起点商标网
起点商标网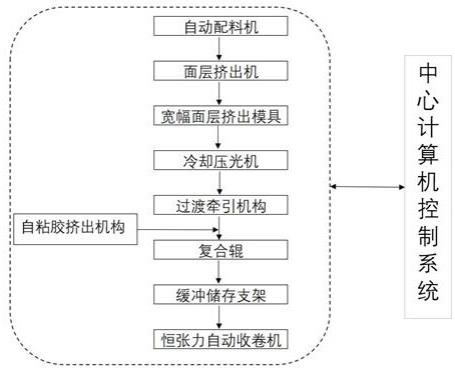
[0001]
本发明涉及防水卷材生产领域,特别是涉及一种宽幅高分子自粘防水卷材连续生产系统。
背景技术:
[0002]
目前,自粘防水卷材的面层均为预先生产好的大卷,通过面层放卷、自粘层挤出、然后使用一对辊筒提供一定的压力进行复合。目前此类生产装备一方面只能满足幅宽≤1.8m的自粘防水卷材的生产,而幅宽较小时,施工过程中接缝多,防水失效的风险较大,另一方面,在生产过程中由于换卷,产生大量的接头废品,而且,由于面层卷成大卷后片材应力释放不均匀,复合的成品打开后容易出现弯曲、起拱现象,影响施工质量。
技术实现要素:
[0003]
本发明主要解决的技术问题是提供一种宽幅高分子自粘防水卷材连续生产线,能够实现高分子自粘防水卷材的连续生产,而且提高所述防水卷材的幅宽。
[0004]
为解决上述技术问题,本发明采用的一个技术方案是:提供一种宽幅高分子自粘防水卷材的连续生产线,所述宽幅高分子自粘防水卷材连续生产线包括生产线中心计算机控制系统和按照物料牵引方向依次布设的多个生产设备,所述中心计算机控制系统与所述多个生产设备分别电性连接;所述的多个生产设备包括:自动配料机、面层挤出机、宽幅面层挤出模具、面层冷却压光机、过渡牵引机构、自粘层挤出装置、复合辊、缓冲储存支架和恒张力自动收卷机;所述面层挤出机、面层冷却压光机和过渡牵引机构,对应所述宽幅高分子自粘防水卷材的的面层即主防水层的相应加工工序,所述自粘层挤出装置安装在过渡牵引机构与复合辊之间,所述自粘层挤出装置的模唇贴合所述宽幅高分子自粘防水卷材的面层的牵引路径;所述自动配料机配料之后,所述宽幅高分子自粘防水卷材的面层依次经相应的面层挤出机挤出成型和面层冷却压光机冷却定型以后由自粘层挤出装置通过模唇将自粘胶涂覆在面层材料上,然后经复合辊在一定压力下复合在一起制成宽幅高分子自粘防水卷材的成品,最后将成品经缓冲储存支架缓冲收纳后送入恒张力自动收卷机收卷。
[0005]
在本发明一个较佳实施例中,所述面层挤出机的机头位置上安装有宽幅面层挤出模具,所述宽幅面层挤出模具的幅度超过1.8m。
[0006]
在本发明一个较佳实施例中,所述冷却压光机由3组连续布设的冷压辊组构成。
[0007]
在本发明一个较佳实施例中,所述3组连续布设的冷压辊组包括上辊组、中辊组和下辊组,根据产品特性,上辊组设置的辊面温度为40~60℃,中辊组设置的辊面温度为60~80℃,下辊组设置的辊面温度为50~70℃,每组冷压辊采用内外循环全自动温控装置,控温精度为
±
0.5℃,辊面温差≦1℃ 。
[0008]
在本发明一个较佳实施例中,所述缓冲储存支架的储存长度为不小于20米。
[0009]
在本发明一个较佳实施例中,所述中心计算机控制系统包括信息采集模块、指令控制模块和图形界面,所述信息采集模块包括安装在所述连续线上的若干信息采集传感器
组成,所述指令控制模块控制所述依照物料牵引方向依次布设的多个生产设备的生产动作,所述信息采集模块采集到的信息和指令控制模块的控制指令输入通过图形界面显示。
[0010]
在本发明一个较佳实施例中,所述中心计算机控制系统上还设置有远程控制模块,所述远程控制模块能够通过网络与手机上预装的app软件相连。
[0011]
在本发明一个较佳实施例中,所述中心控制软件上还设置有报警模块,所述报警模块与所述远程控制模块相连,能够将现场警示信息同步发送到预装的app软件上。
[0012]
本发明的有益效果是:本发明通过合理布设生产设备组成生产线,并由并由中心计算机控制系统调控每个设备的运行,从而使防水卷材实现连续生产,由于是连续生产,降低了因为面层分卷复合过程中产生的应力释放不均导致的起拱弯曲问题,而且显著降低成品换卷过程中产生的接头废料数量,提高了生产效率,从而可以在现有产品的基础上进一步提高产品的幅宽,使所述防水卷材的幅宽可以达到1.8m以上,减少施工中的接缝,降低漏水风险。
附图说明
[0013]
图1是本发明一较佳实施例的生产线生产控制示意图;图示中单向箭头为生产线物料流转方向,所示双向箭头为中心计算机控制系统与设备之间数据交换方向。
具体实施方式
[0014]
下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
[0015]
请参阅图1,本发明实施例包括:一种宽幅高分子自粘防水卷材的连续生产线,所述宽幅高分子自粘防水卷材连续生产线包括生产线中心计算机控制系统和沿照物料牵引方向依次布设的多个生产设备,所述中心计算机控制系统与所述多个生产设备分别电性连接;所述沿照物料牵引方向依次布设的多个生产设备包括:自动配料机、面层挤出机、宽幅面层挤出模具、面层冷却压光机、自粘层挤出装置、过渡牵引机构、复合辊、缓冲储存支架和恒张力自动收卷机;所述面层挤出机、宽幅面层挤出模具、面层冷却压光机和过渡牵引机构对应所述宽幅高分子自粘防水卷材的面层即所述宽幅高分子自粘防水卷材的主防水层的加工工序,所述宽幅面层挤出模具安装在面层挤出机的机头位置,所述宽幅面层挤出模具的幅度为2.1m,所述自粘层挤出装置安装在过渡牵引机构与复合辊之间,所述自粘层挤出装置的模唇贴合所述宽幅高分子自粘防水卷材的面层的牵引路径,可以将自粘胶完整涂覆在面层上;所述自动配料机配料之后,所述宽幅高分子自粘防水卷材的主防水层经过面层挤出机挤出模具成型和面层冷却压光机冷却定型后由自粘层挤出装置通过模唇将自粘胶涂覆在底面上后进入复合辊,由复合辊在一定压力下将自粘层和面层复合在一起制成成品后经缓冲储存支架后送入恒张力自动收卷机收卷。
[0016]
所述3组连续布设的冷压辊组分别为上辊组、中辊组和下辊组,根据产品特性,上辊组设置的辊面温度为40~60℃,中辊组设置的辊面温度为60~80℃,下辊组设置的辊面温
度为50~70℃,每组冷压辊采用内外循环全自动温控装置,控温精度为
±
0.5℃,辊面温差≦1℃ 。面层通过上述连续冷压辊组后可以将温度快速降低到40℃以下,从而保证面层具有一定的强度,可以防止因为后续工序中的牵引作用而导致面层断裂或者因为拉伸变形引起幅宽不足。
[0017]
所述缓冲储存支架的储存长度为30米,可以为换卷提供足够的时间,防止生产线因为换卷而停顿,导致成品以为牵引力失衡,使产品出现周期性起拱。
[0018]
其中中心计算机控制系统包括信息采集模块、指令控制模块、远程控制模块、报警模块和图形界面,所述信息采集模块包括安装在所述连续生产线的各个设备上的若干信息采集传感器,所述指令控制模块控制所述沿照物料牵引方向依次布设的多个生产设备的生产动作,所述信息采集模块采集到的信息和指令控制模块的控制指令输入通过图形界面显示。通过上述方式,现场操作人员可以通过图形界面随时掌握产品的生产状态,并可以根据现场生产状态使用控制指令调整生产设备的工况。所述远程控制模块能够通过网络与手机上预装的app软件相连,从而使相关责任人员可以随时了解现场工作状况,远程控制生产。所述报警模块与所述远程控制模块相连,能够将现场警示信息同步发送到预装的app软件上,使现场人员和非现场责任人可以同时得到警示信息。
[0019]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 自粘防水卷材

 热门咨询
热门咨询




tips