
 商标分类
商标分类  商标转让
商标转让 
一种逆向脱模的包胶模具的制作方法
 2021-02-21 12:02:16|
2021-02-21 12:02:16| 228|
228| 起点商标网
起点商标网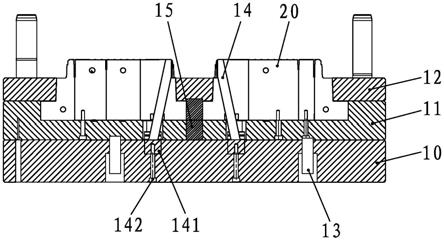
[0001]
本实用新型涉及一种注塑模具,特别涉及一种逆向脱模的包胶模具。
背景技术:
[0002]
包胶也称二次度成型,是两种塑胶材料不一定在同一台注塑机上注塑而是分两次成型,即:产品从一套模具中出模取出后,再放入另外一套包胶模具中进行第二次注塑成型。
[0003]
在包胶模具设计时,现有设计方法是用复杂的内滑块,通过内滑块使斜顶向左右侧移动,从而脱离产品。此种结构复杂,费用高,产品容易被拉伤,tpe胶有时会漏到滑块里导致无法生产。
技术实现要素:
[0004]
为解决上述技术问题,本实用新型提供了一种逆向脱模的包胶模具,包括上模及下模,所述上模具有上模腔,所述下模具有下模腔;所述下模包括依次设置的下模座、下模板及推板,所述下模腔设置在所述下模板内;
[0005]
所述下模座上安装有斜顶,所述斜顶穿过所述下模板并对应所述下模腔内的tpe产品;
[0006]
所述下模座上还对称安装有对应所述下模板下侧两端的氮气弹簧;
[0007]
所述下模座上还对称安装有对应所述推板下侧两端的推杆。
[0008]
其中,所述斜顶通过锁块及螺栓锁紧在所述下模座上;所述下模座设置有对应所述锁块的锁槽,所述锁块通过所述螺栓锁紧在所述锁槽内,所述斜顶与锁块一体成型设置。
[0009]
其中,所述下模板底部设置有对应所述氮气弹簧的卡槽一,所述氮气弹簧的顶升端卡入所述卡槽一。
[0010]
其中,所述推板底部设置有对应所述推杆的卡槽二,所述推杆的顶升端卡入所述卡槽二。
[0011]
其中,所述下模板对称设置有两个所述下模腔,对应每个所述下模腔均设置有所述斜顶,且两个所述斜顶对称设置。
[0012]
本实用新型结合实际生产需求,设计了一种结构简单、用斜顶逆向运动代替复杂的内滑块结构且成本低廉、实用性强的逆向脱模的包胶模具,该技术运用逆向思维并利用氮气弹簧推动下模板前进,从而带动斜顶后退以脱离产品,从而实现了对第二代tpe包胶产品顺利取出的目的,并有效避免了脱模时斜顶拉伤产品。
附图说明
[0013]
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
[0014]
图1为本实用新型实施例所公开的包胶模具下模结构示意图。
[0015]
图中数字表示:10.下模座;11.下模板;12.推板;13.氮气弹簧;14.斜顶;141.锁块;142.螺栓;15.推杆;20.tpe产品。
具体实施方式
[0016]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
[0017]
参考图1,本实用新型提供的逆向脱模的包胶模具,包括上模及下模,上模具有上模腔,下模具有下模腔;下模包括依次设置的下模座10、下模板11及推板12,下模腔设置在下模板11内;下模座10上安装有斜顶14,斜顶14穿过下模板11并对应下模腔内的tpe产品20;下模座10上还对称安装有对应下模板11下侧两端的氮气弹簧13;下模座10上还对称安装有对应推板12下侧两端的推杆15。
[0018]
其中,斜顶14通过锁块141及螺栓142锁紧在下模座10上;下模座10设置有对应锁块141的锁槽,锁块141通过螺栓142锁紧在锁槽内,斜顶14与锁块141一体成型设置。
[0019]
其中,下模板11底部设置有对应氮气弹簧13的卡槽一,氮气弹簧13的顶升端卡入卡槽一。
[0020]
其中,推板12底部设置有对应推杆15的卡槽二,推杆15的顶升端卡入卡槽二。
[0021]
其中,下模板11对称设置有两个下模腔,对应每个下模腔均设置有斜顶14,且两个斜顶14对称设置。
[0022]
本实用新型结合实际生产需求,设计了一种结构简单、用斜顶14逆向运动代替复杂的内滑块结构且成本低廉、实用性强的逆向脱模的包胶模具,tpe产品20是由第一代产品通过注射而形成的;注射后,模具打开,氮气弹簧13自动推动下模板11前进,从而带动斜顶14后退并脱离产品,然后用推杆15推动推板12,推板12推动tpe产品20脱模,因此可以将第二代tpe包胶产品顺利取出。
[0023]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对上述实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips