
 商标分类
商标分类  商标转让
商标转让 
一种改进型O型密封圈模具的制作方法
 2021-02-21 12:02:13|
2021-02-21 12:02:13| 293|
293| 起点商标网
起点商标网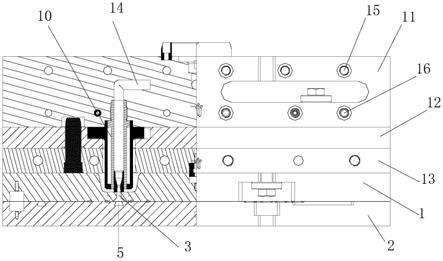
一种改进型o型密封圈模具
技术领域
[0001]
本实用新型涉及密封圈模具技术领域,尤其涉及一种改进型o型密封圈模具。
背景技术:
[0002]
传统o型橡胶密封圈模具是模压撕边结构,人工将预成型胶条放在上下模板板之间,通过模具合模受压成型;预成型胶条,需要提前制备,辅助时间及硫化时间长,制品飞边厚,单耗高;人工脱模,需要后道人工撕飞边和机器砂边。而人工撕边工艺,效率低、成本高、产品质量不稳定。
技术实现要素:
[0003]
基于背景技术中存在的技术问题,本实用新型提出了一种改进型o型密封圈模具。
[0004]
本实用新型提出的一种改进型o型密封圈模具,包括上下布置的上模板、下模板;上模板底端设有多个上模腔区,上模腔区呈圆形结构且上模腔区中心位置开设有上注胶口,上模腔区内均匀开设有多个上模腔;下模板顶端设有多个下模腔区,下模腔区呈圆形结构且下模腔区中心位置开设有下注胶口,下模腔区内均匀开设有多个下模腔,任意相邻两个下模腔之间通过连接槽连通,下模腔区内还设有多个围绕下注胶口设置并与下注胶口连通的注胶槽,注胶槽远离下注胶口一端与处于内侧的下模腔连通;在合模状态下,多个下模腔区分别与多个上模腔区一一对应设置,下模腔区的下注胶口与对应的上模腔区的上注胶口对应连通,并且下模腔区的多个下模腔分别与对应的上模腔区的多个上模腔配合形成多个o型密封圈成型腔。
[0005]
优选的,上模腔区内设有多个与上注胶口同心布置的上模腔环,上模腔环由多个呈圆周均匀分布的上模腔形成。
[0006]
优选的,下模腔区内设有多个与下注胶口同心布置的下模腔环,下模腔环由多个呈圆周均匀分布的下模腔形成,同一个下模腔环的任意相邻两个下模腔之间通过连接槽连通,处于内侧的下模腔环的下模腔与位于其外侧的下模腔环的下模腔之间通过连接槽连通。
[0007]
优选的,下模板顶端还开设有围绕多个下模腔区布置的安装槽,安装槽内安装有橡胶密封圈。
[0008]
优选的,还包括冷流道总成,冷流道总成包括流道板总成以及多个安装在流道板总成内部并分别用于向多个上注胶口注胶的多个分浇口总成。
[0009]
优选的,流道板总成包括从上到下依次布置的流道板、隔热板、加热板,加热板与上模板装配在一起,流道板内部设有用于向多个分浇口总成输送胶料的注胶通道,流道板内且位于该注胶通道的上方设有供冷媒介质进入和流动的上层冷却循环回路,流道板内且位于该注胶通道的下方设有供冷媒介质进入和流动的下层冷却循环回路。
[0010]
本实用新型提出的一种改进型o型密封圈模具,采用冷流道注射和模压相结合的方式,上模腔区、下模腔区均呈圆形分布,相邻两个下型腔通过连接槽连在一起,上注胶口、
下注胶口位于圆心处,注射时胶料由圆心向圆周发散,更适合流动;用冷流道系统注射胶料代替人工上料,注射量精确易控且,缩减了预成型工序,节约了传统热流道内产生的废胶,同时还节约了人工取废胶所花费的时间;冷流道系统的流道为半封闭状态,注射时胶料在流道内流速快,压力大,从而缩短了硫化时间,硫化时间由原来的240秒减少到180秒;采用粒子冷冻去边结构设计,节约了胶料,且粒子冷冻去边效率高,不用人工修、砂边,降低了人工成本;采用机械手自动脱模及喷洒脱模剂,除定时喂料外整个生产过程无需人工干预,节约了人力成本。
附图说明
[0011]
图1为本实用新型提出的一种改进型o型密封圈模具的结构示意图;
[0012]
图2为本实用新型提出的一种改进型o型密封圈模具中上模板的结构示意图;
[0013]
图3为本实用新型提出的一种改进型o型密封圈模具中下模板的结构示意图。
具体实施方式
[0014]
参照图1-图3,本实用新型提出一种改进型o型密封圈模具,包括上下布置的上模板1、下模板2;其中:
[0015]
上模板1底端设有多个上模腔区,上模腔区呈圆形结构且上模腔区中心位置开设有上注胶口3,上模腔区内设有多个与上注胶口3同心布置的上模腔环,上模腔环由多个呈圆周均匀分布的上模腔4形成。
[0016]
下模板2顶端设有多个下模腔区,下模腔区呈圆形结构且下模腔区中心位置开设有下注胶口5,下模腔区内设有多个与下注胶口5同心布置的下模腔环,下模腔环由多个呈圆周均匀分布的下模腔6形成,同一个下模腔环的任意相邻两个下模腔6之间通过连接槽7连通,处于内侧的下模腔环的下模腔6与位于其外侧的下模腔环的下模腔6之间通过连接槽7连通。下模腔区内还设有多个围绕下注胶口5设置并与下注胶口5连通的注胶槽8,注胶槽8远离下注胶口5一端与处于内侧的下模腔6连通。
[0017]
在合模状态下,多个下模腔区分别与多个上模腔区一一对应设置,下模腔区的下注胶口5与对应的上模腔区的上注胶口3对应连通,并且下模腔区的多个下模腔6分别与对应的上模腔区的多个上模腔4配合形成多个o型密封圈成型腔。
[0018]
在具体实施例中,下模板2顶端还开设有围绕多个下模腔区布置的安装槽,安装槽内安装有橡胶密封圈9。
[0019]
在具体实施例中,还包括冷流道总成,冷流道总成包括流道板总成以及多个安装在流道板总成内部并分别用于向多个上注胶口3注胶的多个分浇口总成10。流道板总成包括从上到下依次布置的流道板11、隔热板12、加热板13,加热板13与上模板1装配在一起,流道板11内部设有用于向多个分浇口总成10输送胶料的注胶通道14,流道板11内且位于该注胶通道14的上方设有供冷媒介质进入和流动的上层冷却循环回路15,流道板11内且位于该注胶通道14的下方设有供冷媒介质进入和流动的下层冷却循环回路16。
[0020]
本实用新型模具由冷流道总成、上模板1、下模板2组成;冷流道总成通过螺栓固定在硫化压机上热板,上模板1通过螺栓固定在冷流道总成上,下模板2通过螺栓固定在硫化压机下热板上,上模板1、下模板2之间设有成型腔,并通过精定位、导柱来定位;上模板1中
设有气道,下模板2设有橡胶密封圈9,防止外界空气进入,气泵通过气道型腔内的空气抽出。本实用新型采用冷流道注射和模压相结合的结构,上模板1、下模板2在设备控制下打开约1mm缝隙,这样上模板1、下模板2和橡胶密封圈9之间形成密封空间,气泵开始工作进行抽真空;当真空达到要求后,冷流道总成注射胶料,胶料沿缝隙由圆心向圆周方向发散流动;注射结束后,上模板1、下模板2在设备控制下合模,挤压胶料继续呈辐射状流动,直至充满整个成型腔;经过一定时间后,硫化结束,模具在硫化设备控制下打开,下模板2随硫化压机下热板一同推出,这时安装在上方的机械手下行夹取凸出的主料飞边,同时安装在机械手上的气枪开始吹气,机械手夹住产品后放置在收集箱内,此为一个生产流程。
[0021]
本实用新型采用冷流道注射和模压相结合的方式,上模腔区、下模腔区均呈圆形分布,相邻两个下型腔通过连接槽连在一起,上注胶口3、下注胶口5位于圆心处,注射时胶料由圆心向圆周发散,更适合流动;用冷流道系统注射胶料代替人工上料,注射量精确易控且,缩减了预成型工序,节约了传统热流道内产生的废胶,同时还节约了人工取废胶所花费的时间;冷流道系统的流道为半封闭状态,注射时胶料在流道内流速快,压力大,从而缩短了硫化时间,硫化时间由原来的240秒减少到180秒;采用粒子冷冻去边结构设计,节约了胶料,且粒子冷冻去边效率高,不用人工修、砂边,降低了人工成本;采用机械手自动脱模及喷洒脱模剂,除定时喂料外整个生产过程无需人工干预,节约了人力成本。
[0022]
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips