
 商标分类
商标分类  商标转让
商标转让 
一种高效率的PET包装瓶加工工艺的制作方法
 2021-02-21 10:02:48|
2021-02-21 10:02:48| 325|
325| 起点商标网
起点商标网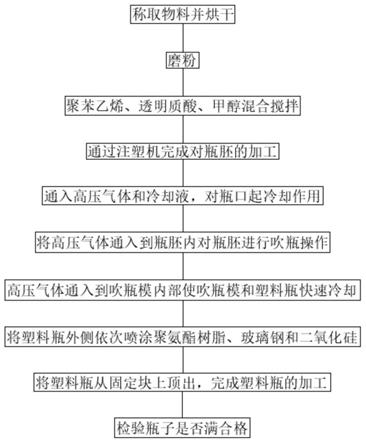
一种高效率的pet包装瓶加工工艺
技术领域
[0001]
本发明涉及包装瓶加工技术领域,具体是一种高效率的pet包装瓶加工工艺。
背景技术:
[0002]
包装瓶是包装行业中包装容器的一种类型,一般指口部比腹部窄小、颈长的容器。一般包装瓶容量由100毫升至数公升不等,包装瓶子多数由陶瓷、玻璃、塑料或金属等不容易渗漏的物料制造。pet瓶具有很强的应用性,广泛应用于生活用品、日化包装等领域。现有的吹塑瓶加工工艺中,通常采用常规圆形瓶胚制备方形吹塑瓶,但是制得的吹塑瓶瓶体普遍存在四个边角比较薄弱,支撑力小,瓶子易变形,承重力差等缺陷,且现有的瓶坯吹塑工艺稳定性差,废品率高。
技术实现要素:
[0003]
本发明的目的在于提供一种高效率的pet包装瓶加工工艺,以解决现有技术中的问题。
[0004]
为实现上述目的,本发明提供如下技术方案:一种高效率的pet包装瓶加工工艺,包括以下步骤:s1:称取物料并烘干:称取pet颗粒,将pet颗粒入烘干机中进行烘干;s2:磨粉:将烘干后的pet颗粒进行打磨,获得pet颗粒的粉料;s3:称取聚苯乙烯和透明质酸,粉碎后将混合物投入磁力搅拌机中,进行磁力搅拌混合,然后加入甲醇,继续搅拌;s4:将步骤s2中的pet粉末加入到步骤s3中的混合物中,在注塑机的作用下,完成对瓶胚的加工;s5:将瓶胚套设于吹瓶机的固定块上,对瓶胚进行固定;操纵红外线高温灯的灯罩下降,使灯罩套设于瓶胚上对瓶胚进行照射,对瓶胚进行预热处理;往固定块内通入高压气体和冷却液,对瓶口起冷却作用;s6:完成对瓶胚的预热处理后,将灯罩升起,控制吹瓶模往瓶胚处运动,将瓶胚包裹在吹瓶模内;导通固定块与瓶胚内部,将高压气体通入到瓶胚内对瓶胚进行吹瓶操作;s7:吹瓶完成后导通排气管与吹瓶模,将高压气体通入到吹瓶模内部使吹瓶模和塑料瓶快速冷却;s8:将塑料瓶外侧依次喷涂聚氨酯树脂、玻璃钢和二氧化硅;s9:将固定块转动一定角度,在气缸的作用下将塑料瓶从固定块上顶出,完成塑料瓶的加工;s10:检查:检验瓶子是否满合格,对合格的瓶子进行包装,将不合格的瓶子放入废料区。
[0005]
优选的,所述步骤s1中pet颗粒的烘干温度为160-170℃,烘干的时间为3-4h。
[0006]
优选的,所述步骤s3中聚苯乙烯和透明质酸混合搅拌的时间为15-20分钟;加入甲
醇后搅拌的时间为20-30分钟。
[0007]
优选的,所述步骤s4中注塑机的注塑是将混合好的物料加到吹塑机的料斗中;螺杆温度设置为170℃~180℃,模头温度设置为180~190℃,口模温度设置为170~185℃;挤出料胚,调节料胚厚度均匀,并按产品标准设置重量,最后成型瓶胚。
[0008]
优选的,所述步骤s5中的预热温度为100~120℃,所述高压气体为压缩空气,高压气体压力值为1mpa。
[0009]
优选的,所述聚氨酯树脂、玻璃钢和二氧化硅的厚度分别为1mm、0.3mm和0.3mm。
[0010]
与现有技术相比,本发明的有益效果是:将温度和压强控制在有效的范围内后,将原料加入到模具内,对原料进行加工,完成瓶胚的制作,使瓶胚在特定的温度和压强下完成加工,提升瓶胚的质量,便于对瓶胚进行加工处理;通过喷涂聚氨酯树脂、玻璃钢和二氧化硅,可增强瓶体的耐磨性能,从而延长使用寿命。
附图说明
[0011]
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:图1为本发明的结构示意图。
具体实施方式
[0012]
为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
[0013]
请参阅图1,本发明实施例中,一种高效率的pet包装瓶加工工艺,包括以下步骤:s1:称取物料并烘干:称取pet颗粒,将pet颗粒入烘干机中进行烘干;s2:磨粉:将烘干后的pet颗粒进行打磨,获得pet颗粒的粉料;s3:称取聚苯乙烯和透明质酸,粉碎后将混合物投入磁力搅拌机中,进行磁力搅拌混合,然后加入甲醇,继续搅拌;s4:将步骤s2中的pet粉末加入到步骤s3中的混合物中,在注塑机的作用下,完成对瓶胚的加工;s5:将瓶胚套设于吹瓶机的固定块上,对瓶胚进行固定;操纵红外线高温灯的灯罩下降,使灯罩套设于瓶胚上对瓶胚进行照射,对瓶胚进行预热处理;往固定块内通入高压气体和冷却液,对瓶口起冷却作用;s6:完成对瓶胚的预热处理后,将灯罩升起,控制吹瓶模往瓶胚处运动,将瓶胚包裹在吹瓶模内;导通固定块与瓶胚内部,将高压气体通入到瓶胚内对瓶胚进行吹瓶操作;s7:吹瓶完成后导通排气管与吹瓶模,将高压气体通入到吹瓶模内部使吹瓶模和塑料
瓶快速冷却;s8:将塑料瓶外侧依次喷涂聚氨酯树脂、玻璃钢和二氧化硅;s9:将固定块转动一定角度,在气缸的作用下将塑料瓶从固定块上顶出,完成塑料瓶的加工;s10:检查:检验瓶子是否满合格,对合格的瓶子进行包装,将不合格的瓶子放入废料区。
[0014]
优选的,所述步骤s1中pet颗粒的烘干温度为160-170℃,烘干的时间为3-4h。
[0015]
优选的,所述步骤s3中聚苯乙烯和透明质酸混合搅拌的时间为15-20分钟;加入甲醇后搅拌的时间为20-30分钟。
[0016]
优选的,所述步骤s4中注塑机的注塑是将混合好的物料加到吹塑机的料斗中;螺杆温度设置为170℃~180℃,模头温度设置为180~190℃,口模温度设置为170~185℃;挤出料胚,调节料胚厚度均匀,并按产品标准设置重量,最后成型瓶胚。
[0017]
优选的,所述步骤s5中的预热温度为100~120℃,所述高压气体为压缩空气,高压气体压力值为1mpa。
[0018]
优选的,所述聚氨酯树脂、玻璃钢和二氧化硅的厚度分别为1mm、0.3mm和0.3mm。
[0019]
本发明的工作原理是:将温度和压强控制在有效的范围内后,将原料加入到模具内,对原料进行加工,完成瓶胚的制作,使瓶胚在特定的温度和压强下完成加工,提升瓶胚的质量,便于对瓶胚进行加工处理;通过喷涂聚氨酯树脂、玻璃钢和二氧化硅,可增强瓶体的耐磨性能,从而延长使用寿命。
[0020]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips