
 商标分类
商标分类  商标转让
商标转让 
自动更换挤出机口型板的方法与流程
 2021-02-21 10:02:21|
2021-02-21 10:02:21| 384|
384| 起点商标网
起点商标网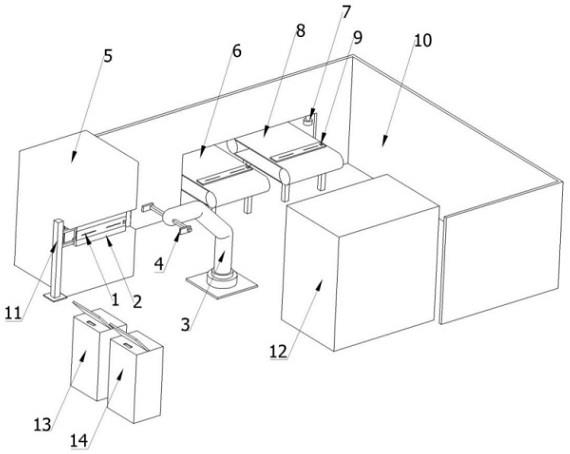
[0001]
本发明涉及轮胎生产方法领域,详细地讲是一种自动更换挤出机口型板的方法。
背景技术:
[0002]
众所周知,为了满足轮胎的操控、耐久、高速等不同性能要求,目前轮胎产品型号越来越多,用途也越来越广泛,在轮胎生产过程中需要用到的胎面、胎侧等半成品规格也越来越多,不同规格的半成品需要用不同的口型板挤出,这就导致生产过程中挤出机口型板频繁的更换。目前国内外轮胎行业挤出机口型板更换均由人工操作,频繁更换口型板不仅需要人工从数百个口型板中寻找所需要的规格,同时需要人工进行口型板的更换,大大增加了工人的劳动强度,并且容易出现用错口型板的问题,更换口型板的安全隐患也随之增加。
技术实现要素:
[0003]
为了克服现有技术的不足,本发明提供一种自动更换挤出机口型板的方法,目的在于解决目前国内轮胎企业普遍存在的人工频繁更换口型板,以用于生产不同规格和型号的胎面、胎侧,满足不同产品性能的需求,在减少劳动强度的同时提高自动化水平,杜绝口型板用错问题,同时避免人工更换口型板的安全隐患。
[0004]
本发明解决其技术问题所采用的技术方案是:一种自动更换挤出机口型板的方法,其特征是,
[0005]
贴有条码的口型板通过进口型板输送带运送到操作区域,在经过条码扫描头时将扫描的规格传送到工控机系统,工控机系统将信息下达至关节机器人,关节机器人接收到指令后通过口型板夹具夹持口型板送至口型板烘箱指定位置存放;
[0006]
人工将口型盒装载到挤出机上,挤出机主机下达生产配方至工控机系统,工控机系统下达指令至关节机器人,关节机器人根据口型板烘箱内口型板摆放规则通过口型板夹具夹持口型板装载到口型盒内,关节机器人完成口型板装载动作后给工控机系统反馈信号,工控机系统反馈信号至挤出机主机,挤出机主机在收到信号后开始生产;
[0007]
在挤出机挤出生产完成需换下一个规格,挤出机主机将需更换下一个规格信号发送给工控机系统,工控机系统将更换口型板信号下达至关节机器人,关节机器人按照指令通过口型板夹具将口型盒内的口型板取出放在出口型板输送带,人工将送出的口型板进行清理,完成后放在进口型板输送带上,在关节机器人取下口型盒内的口型板后,人工清理口型盒内的残余胶料,关节机器人在完成取口型板动作后,按照工控机系统给出的指令自动到口型板烘箱内取出相应规格的口型板,并自动装至口型盒内,关节机器人完成口型板装载动作后给工控机系统反馈信号,工控机系统反馈信号至挤出机主机,挤出机主机在收到信号后开始生产。
[0008]
本发明还可以通过如下措施来实现:
[0009]
所述的人工将口型盒通过口型盒旋转支架装载到挤出机上。
[0010]
所述的出口型板输送带的首尾两端配备对射光电以检测是否有口型板,工控机系统接收出口型板输送带的信号传输,在关节机器人将换下来的口型板放在出口型板输送带上后,光电检测到有出口型板输送带启动,当口型板运送到出口型板输送带的末端,末端的光电检测到口型板时出口型板输送带停止,人工对口型板残余胶料进行清理。
[0011]
所述的进口型板输送带的首尾两端配备对射光电以检测是否有口型板,工控机系统接收进口型板输送带的信号传输,人工将清理好的口型板放在进口型板输送带上后,光电检测到有进口型板输送带启动,当口型板运送到进口型板输送带末端,末端的光电检测到口型板时进口型板输送带停止。
[0012]
所述的口型板夹具由线性导轨、轴承滑块和夹具组成,通过气动控制夹具的移动和夹持,从而完成将口型板进行取下、装载和存放操作。
[0013]
所述的条码张贴在口型板外侧,与口型板规格一一对应。
[0014]
所述的口型板烘箱用于存放口型板并保持口型板进行恒温,口型板烘箱位置与口型板规格一一对应。
[0015]
本发明的有益效果是,自动化程度高,劳动强度小、操作方便、性能可靠、安全性能高。
附图说明
[0016]
下面结合附图和实施例对本发明进一步说明。
[0017]
图1本发明的结构示意图。
[0018]
图中1.口型板,2.口型盒,3.关节机器人,4.口型板夹具,5.挤出机,6.出口型板输送带,7.条码扫描头,8.进口型板输送带,9.条码,10.护栏,11.口型盒旋转支架,12.口型板烘箱,13.工控机系统,14.挤出机主机。
具体实施方式
[0019]
如图1所示,本发明贴有条码9的口型板1通过进口型板输送带8运送到操作区域,在经过条码扫描头7时将扫描的规格传送到工控机系统13,工控机系统13将信息下达至关节机器人3,关节机器人3接收到指令后通过口型板夹具4夹持口型板1送至口型板烘箱12指定位置存放;
[0020]
人工将口型盒2通过口型盒旋转支架11装载到挤出机5上,挤出机主机14下达生产配方至工控机系统13,工控机系统13下达指令至关节机器人3,关节机器人3根据口型板烘箱12内口型板1摆放规则通过口型板夹具4夹持口型板1装载到口型盒2内,关节机器人3完成口型板1装载动作后给工控机系统13反馈信号,工控机系统13反馈信号至挤出机主机14,挤出机主机14在收到信号后开始生产;
[0021]
在挤出机5挤出生产完成需换下一个规格,挤出机主机14将需更换下一个规格信号发送给工控机系统13,工控机系统13将更换口型板1信号下达至关节机器人3,关节机器人3按照指令通过口型板夹具4将口型盒2内的口型板1取出放在出口型板输送带6,人工将送出的口型板1进行清理,完成后放在进口型板输送带8上,在关节机器人3取下口型盒2内的口型板1后,人工清理口型盒2内的残余胶料,关节机器人3在完成取口型板1动作后,按照工控机系统13给出的指令自动到口型板烘箱12内取出相应规格的口型板1,并自动装至口
型盒2内,关节机器人3完成口型板1装载动作后给工控机系统13反馈信号,工控机系统13反馈信号至挤出机主机14,挤出机主机14在收到信号后开始生产。
[0022]
工控机系统13与挤出机主机14信号互通,从挤出机主机14接收更换口型板1的信号及规格,并传达至关节机器人3等装置,在完成更换后,将信号反馈给挤出机主机14;同时接收进口型板输送带8、出口型板输送带6和条码扫描头7的信号传输。
[0023]
出口型板输送带6的首尾两端配备对射光电传感器以检测是否有口型板1,工控机系统13接收出口型板输送带6的信号传输,在关节机器人3将换下来的口型板1放在出口型板输送6带上后,光电传感器检测到有出口型板输送带6启动,当口型板1运送到出口型板输送带6的末端,末端的光电检测到口型板1时出口型板输送带6停止,人工对口型板1残余胶料进行清理。
[0024]
进口型板输送带8的首尾两端配备对射光电以检测是否有口型板1,工控机系统13接收进口型板输送带8的信号传输,人工将清理好的口型板1放在进口型板输送带8上后,光电检测到有进口型板输送带8启动,当口型板1运送到进口型板输送带8末端,末端的光电检测到口型板1时进口型板输送带8停止。
[0025]
条码扫描头7安装在进口型板输送带8上方,在口型板1经过时对其上的条码9进行扫描,并将信息传送至工控机系统13,工控机系统13给关节机器人3下达拾取存放指令。
[0026]
关节机器人3接收工控机系统13指令进行口型板1的取下、存放、装载等工作,在完成相应指令后反馈给工控机系统13。
[0027]
口型板夹具4由线性导轨、轴承滑块和夹具组成,气动控制夹具的移动和夹持,将口型板1进行取下、装载和存放等工作。
[0028]
条码9张贴在口型板1外侧,与口型板1规格一一对应,由条码扫描头7扫描条码9并上传至工控机系统13,关节机器人3按照规格存放在对应的口型板烘箱12位置.
[0029]
口型板烘箱12用于存放口型板1并保持口型板1进行恒温,口型板烘箱12位置与口型板1规格一一对应,并编辑在配方内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips