
 商标分类
商标分类  商标转让
商标转让 
轮胎用覆胶波浪形纤维帘布制造方法及其轮胎与流程
 2021-02-21 10:02:21|
2021-02-21 10:02:21| 330|
330| 起点商标网
起点商标网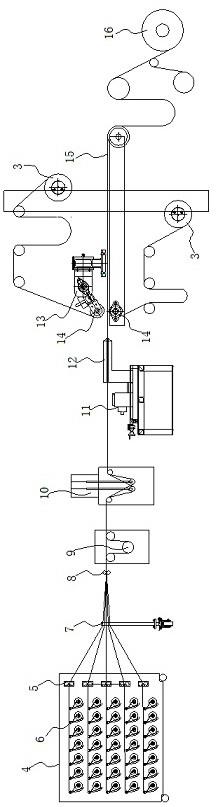
[0001]
本发明涉及轮胎生产方法领域,详细地讲是一种轮胎用覆胶波浪形纤维帘布制造方法及其轮胎。
背景技术:
[0002]
众所周知,飞机跑道、行驶道、停机坪等有时会有碎石、金属片等杂物,这些杂物对飞机轮胎可能会造成严重的伤害。例如,2000年7月25日发生的协和式飞机空难就是飞机轮胎碾压过散落在跑道上的一块长条形的金属片,使轮胎发生爆破并击毁油箱引发的。汽车在路上行驶时,轮胎也不可避免地会压到碎石、螺丝等杂物。这些杂物也可能导致轮胎发生漏气、爆破,使汽车失去控制,导致灾难性事故。
技术实现要素:
[0003]
为了克服现有技术的不足,本发明提供一种覆胶波浪形纤维帘布制造方法,所生产的覆胶波浪形纤维帘布用于轮胎的构件,当轮胎碾压过各种杂物时,保护层内的高强度的纤维帘线或钢丝帘线就可以通过充分的变形来吸收外物产生的破坏能,起到保护轮胎胎体和带束层的作用,就可以避免轮胎发生爆破。
[0004]
本发明解决其技术问题所采用的技术方案是:一种轮胎用覆胶波浪形纤维帘布制造方法,其特征是:一组由单根纤维帘线卷成的锭子在具有张力控制功能的锭子架上导开,导开的单根纤维帘线分别穿过排线钢板窗,然后水平地通过牵引装置进入储料机构,再平行地穿入一个横向运动可控的摆线装置;所述的单根纤维帘线从摆线装置出来后,进入覆胶装置进行覆胶,覆胶所需胶片由供料装置提供;覆胶装置与摆线装置协同运动,使覆胶帘布内的单根纤维帘线沿纵向形成波浪形,覆胶波浪形纤维帘布由传送皮带送至卷取装置进行卷取;所述的覆胶装置具有两个水平布置且平行的金属辊,所述的覆胶装置的两个金属辊之间的距离根据覆胶帘布厚度可调,胶片供料装置递送的胶片包在所述金属辊上,所述的胶片供料装置采用挤出机挤出压延设备进行热供料,或者采用料卷、工字轮工装导开进行冷供料,当两个金属辊同步进行反向转动时,包在其上的胶片与进入两辊之间的帘线紧密复合在一起,形成具有一定厚度、宽度和帘线密度的覆胶帘布。
[0005]
本发明还可以通过如下措施来实现:
[0006]
所述的覆胶波浪形纤维帘布的帘线密度由摆线装置的金属孔板的孔密度决定,金属孔板的孔密度范围为2孔/cm-6孔/cm。
[0007]
所述的覆胶波浪形纤维帘布的厚度由两个平行的金属辊间的间隙决定,厚度范围为0.8mm-3mm。
[0008]
所述的覆胶波浪形纤维帘布宽度由金属孔板的孔间距及其振动的波幅决定,覆胶波浪形纤维帘布的宽度范围为3mm-600mm。
[0009]
所述的单根纤维帘线由脂肪族聚酰胺或芳香族聚酰胺或两者的长丝通过加捻和浸胶而成。
[0010]
所述的单根纤维帘线沿纵向形成波浪形为正弦曲线,其中,单根纤维帘线的横向运动通过驱动电机驱动一个连杆机构完成,所述的连杆机构包括绕驱动电机轴做圆周运动的曲柄、通过铰链连接所述曲柄与沿直线导轨滑动的金属孔板的连杆,当驱动电机以一定的驱动角速度ω1驱动曲柄时,连杆机构便将曲柄的圆周运动转换为金属孔板的直线运动,金属孔板便按方程x=r1sin(ω1t+φ0)+k在直线导轨上来回作横向运动,连接驱动电机的曲柄铰链的圆周运动半径r1决定了正弦波的波幅,单根纤维帘线的纵向运动通过驱动电机驱动覆胶装置的金属辊完成,单根纤维帘线按运动方程z=r2ω2t进行纵向运动,其中,ω2=λω1/2πr2,单根纤维帘线的横向运动和纵向运动的协同采用可编程逻辑控制器plc进行控制,驱动电机驱动控制既可以用变频控制器也可以用伺服控制器。
[0011]
所述的正弦曲线的波幅5mm-40mm、波长10m-50mm。
[0012]
所述的用于导开单根纤维帘线的锭子架具有张力控制系统,张力控制范围为50g/根-1000g/根。
[0013]
所述的单根纤维帘线进入金属孔板前具有张力控制系统,其张力控制范围为10g/根-800g/根。
[0014]
一种轮胎,使用前述轮胎用覆胶波浪形纤维帘布制造的轮胎。
[0015]
本发明的有益效果是,所生产的覆胶波浪形纤维帘布用于轮胎的构件,当轮胎碾压过各种杂物时,保护层内的高强度的纤维帘线或钢丝帘线就可以通过充分的变形来吸收外物产生的破坏能,起到保护轮胎胎体和带束层的作用,就可以避免轮胎发生爆破,提高轮胎产品的安全性。
附图说明
[0016]
下面结合附图和实施例对本发明进一步说明。
[0017]
图1本发明的制造方法的流程图。
[0018]
图2本发明单根纤维帘线及锭子的示意图。
[0019]
图3本发明覆胶波浪形纤维帘布的示意图。
[0020]
图中1.单根纤维帘线、2.锭子、3.胶片、4.锭子架、5.排线窗、6.气动刹车装置、7.排线钢板窗、8.圆辊、9.牵引装置、10.储料机构、11.摆线装置、12.金属孔板、13.覆胶装置、14.金属辊、15.覆胶波浪形纤维帘布、16.卷取装置。
具体实施方式
[0021]
如图所示,本发明所用单根纤维帘线1为浸胶芳纶帘线,规格为2800dtex/2,所述帘线由芳纶纤维丝通过加捻和浸胶制成,并且每根所述帘线单独连续地卷到一个圆柱形的纸筒上制成锭子2,所述单根纤维帘线1不能有接头。所用混炼胶由天然橡胶、炭黑、促进剂、硫化剂、防老剂等材料经过密炼机混合炼制而成。混炼胶用开炼机压成宽度约300mm、厚度约1mm的胶片3备用。
[0022]
在锭子房内,将100个锭子2装在锭子架4两侧,每侧50个锭子2,每侧锭子2按5行、每行10个进行排列。将单根纤维帘线1从每个锭子2中引出,通过导辊汇集到锭子架4前端的排线窗5。每个锭子2都带有气动刹车装置6,刹车力由同一路气源控制。过排线窗5的所述帘线按顺序穿过嵌有陶瓷孔的排线钢板窗7,然后通过锭子房墙壁的窗口,再按一定顺序穿过
一对水平布置的可自由转动的圆辊8,然后通过牵引装置9,再进入储料机构10。从储料机构10出来的帘线平行地穿入一个横向运动可控的摆线装置11的金属孔板12。金属孔板12中的孔水平地均匀地排列,孔径为2mm,孔中心间距3mm。进入金属孔板12的单根纤维帘线1通过摆线装置11按运动方程x=r1sin(ω1t+φ0)+k进行横向运动。摆线装置11中的金属孔板12由伺服电机驱动滚珠丝杠沿直线导轨来完成横向运动。所述帘线从所述金属孔板12出来后,进入覆胶装置13。覆胶装置13具有两个水平布置且平行的金属辊14,其中,下方的金属辊由伺服电机驱动,上方的金属辊为被动辊,通过汽缸加压保持其位置。下方金属辊表面的切线运动方程为z=r2ω2t,其中,ω2=λω1/2πr2,式中,z为纵向位移,r2为驱动辊筒半径,ω2为驱动辊筒角速度,t为时间。由plc根据摆线装置11中的金属孔板12的横向位置来控制其伺服电机来实现。覆胶装置13的两个金属辊14之间的距离可调,本实例的两个金属辊之间的间隙为2mm。胶片供料装置递送的胶片3包在所述金属辊上。胶片供料装置包括两个,采用料卷导开进行供料。当下金属辊在伺服电机驱动下转动时,上金属辊即同步进行反向转动,包在两个金属辊14间的胶片3进入两辊之间,并与从金属孔板12输送的帘线紧密复合在一起,形成厚度为2mm,宽度为320mm,波幅20mm的覆胶波浪形纤维帘布15。覆胶波浪形纤维帘布15由与下金属辊14同步的传送皮带送至卷取装置16,用垫布进行卷取。卷取装置具有储料系统和纠偏系统。
[0023]
本发明所述的覆胶波浪形纤维帘布的帘线密度由摆线装置的金属孔板的孔密度决定,金属孔板的孔密度范围为2孔/cm-6孔/cm。所述的覆胶波浪形纤维帘布的厚度由两个平行的金属辊间的间隙决定,厚度范围为0.8mm-3mm。所述的覆胶波浪形纤维帘布宽度由金属孔板的孔间距及其振动的波幅决定,覆胶波浪形纤维帘布的宽度范围为3mm-600mm。所述的单根纤维帘线由脂肪族聚酰胺或芳香族聚酰胺或两者的长丝通过加捻和浸胶而成。所述的正弦曲线的波幅5mm-40mm、波长10m-50mm。所述的用于导开单根纤维帘线的锭子架具有张力控制系统,张力控制范围为50g/根-1000g/根。所述的单根纤维帘线进入金属孔板前具有张力控制系统,其张力控制范围为10g/根-800g/根。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 轮胎

 热门咨询
热门咨询




tips