
 商标分类
商标分类  商标转让
商标转让 
一种复合材料圆环链成型模具的制作方法
 2021-02-21 08:02:55|
2021-02-21 08:02:55| 249|
249| 起点商标网
起点商标网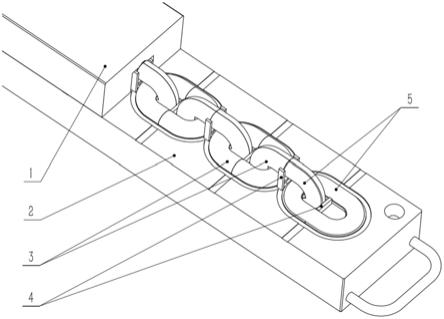
[0001]
本发明涉及一种模具,特别是一种复合材料圆环链成型模具。
背景技术:
[0002]
圆环链也称为环形链,该结构是一种常用的链条结构,单个圆环链节包含上圆环、下圆环和中间段,并采用圆环与圆环相互套接的方式形成长链结构,具有载重强度高、操作灵活性好等优点。应用于起重机、飞机机库系固、采矿设备、船舶、行道、码头运输等重型机械领域。
[0003]
早在1999年,中国人民解放军发布的《舰船直升机系留索具通用规范》中,规定了舰船直升机钢制系留索具中圆环链的技术要求,质量保证和交货准备等。其载荷能力要求,在验证载荷下,系留索具应无永久变形和损坏,破断前的载荷应不小于规定值,其要求链条直径为14mm的系留索具载荷能力使用载荷不小于124kn,验证载荷不小于173.6kn,破断载荷不小于248kn,并且系留索具应当具有适当的抗冲击能力,反复跌落到夹板时应无损坏和裂纹。至今,圆环链已经有广泛应用,特别是载重设备。1999年发布了《起重机用短环链》相关标准,规定了钢制短环链的具体尺寸,以及焊缝的相关要求。
[0004]
然而,现今的圆环链多数采用金属结构,并对每一节圆环套节后进行焊接,这使得钢结构圆环链质量大,操作时费时费力,此外,因对圆环焊缝要求较高,使得套接圆环加工难度较大,同时焊缝也容易产生一定的缺陷而影响链接力学等性能并降低产品合格率。美国3d打印公司markforged在2016年花费72小时使用碳纤维材料打印了一节圆环链,并且进行了实验,最终该链节在22000磅(约10吨)的作用力下发生断裂。其具有载重大、强度高、重量轻等优点。
[0005]
现今,复合材料圆环链发展较慢,国内少有厂商能够一体化制作符合要求的圆环链,而复合材料密度远远低于钢材料,且强度远大于钢材,这使得复合材料成为制作圆环链的最佳材料。
[0006]
此外,由于复合材料圆环链为闭环结构,导致模具设计复杂,难以成型,还没有较为成熟的制作工艺。本发明能够解决闭合圆环链结构成型的关键问题,并且能够制作出较为优质的圆环链。
技术实现要素:
[0007]
本发明的目的在于提供一种复合材料圆环链成型模具,该模具能够使得复合材料圆环链一体化成型,并制作出优质合格的复合材料圆环链。
[0008]
本发明的模具采用优质合金钢制成,先对材料进行预备热处理,通过粗铣后,进行进一步的热处理,随后采用电加工和精铣获得模具零部件,最后通过钳工修配获得整幅模具。
[0009]
由于复合材料圆环链为闭合环形结构,这使得其成型时需要每个环链串接成一体,同时,为方便圆弧界面脱模,应对每个圆环链节进行分块处理。本发明对每一个圆环链
节通过四块圆环链节模套压制的方法进行闭合,同时,每段圆环链节模套相互成垂直交错,并位于压制上下模具的中间位置。
[0010]
本发明的复合材料圆环链成型模具中,首先应对每一个圆环链节使用预浸料纤维进行缠绕,并用特制工装进行预压,预压成型后,把每一个圆环链节套入圆环链节模套中,并放置于下模具成型处,最后盖上上模具并对模具进行一定时长热压,即可获得整条圆环链。水平放置的圆环链节能够通过上下模具的正向压力进行压制成型,竖直放置的圆环链节,在上下模具挤压时,圆环链节模套将通过上下模具中圆环链节的同心圆弧面产生一定的水平压力,从而能够使竖直放置的圆环链节获得较好的压制效果。
[0011]
本发明与现有技术相比具有如下优点:
[0012]
1、本发明能够快速一体化制作成型出优质的复合材料圆环链。
[0013]
2、模具采用圆环链节模套结构使得复合材料圆环链能够获得较好的压制效果。
[0014]
3、本发明能够完美解决复合材料圆环链的闭合串连问题。
附图说明
[0015]
图1为本发明模具的装配示意图;
[0016]
图2为本发明模具去除上模示意图;
[0017]
图3为本发明模具的圆环链节模套;
[0018]
图4为本发明模具下模示意图;
[0019]
图5为本发明模具上模示意图;
[0020]
图6为圆环链节预压工装示意图;
[0021]
图中:1-上模;2-下模;3-圆环链节模套;4-辅助定位片;5-圆环链节。
具体实施方式
[0022]
图1所示为复合材料圆环链成型模具装配示意图,整套模具由上模1、下模2、圆环链节模套3和辅助定位片4组成。成型时,先把预浸料缠绕成圆环链节5,再使用特制工装对其进行预压成型,之后,再把每个圆环链节5套装在圆环链节模套3中,为了方便脱模和热压成型,每个圆环链节5将由四片圆环链节模套3与其相配合。把每一个套有圆环链节模套3的圆环链节5放置于下模2对应的位置中。辅助定位片4焊接在下模2上,与圆环链节模套3具有一定的间隙,能够有效隔开各个圆环链节模套3,并对各个圆环链节模套3和上模1与下模2起到一定辅助定位作用。通过辅助定位片4定位并盖上上模1,经过热压成型且冷却后,即可获得较长的复合材料圆环链。图2为模具去除上模示意图,复合材料圆环链可通过本发明的模具一体化成型获得较长的链条,彻底解决了复合材料圆环链闭环成型困难的问题。同时,由于其成型简单,链长可控,大大的提高了复合材料圆环链的生产效率。
[0023]
图3为圆环链节模套示意图。圆环链节模套3是本发明复合材料圆环链成型模具的重要组成部分,每节共有四块,分别包裹着整个圆环链节5,在上模1和下模2压制时,能够有效地通过圆环链节模套和上模1与下模2之间的同心圆弧面产生一定的压力,从而能够使水平和竖直放置的圆环链节5获得较好的压制效果。
[0024]
图4为本发明模具中的下模示意图,下模2主要为整个圆环链提供定位和整体压制功能,其中,辅助定位片4焊接在下模2上,起到一定的辅助定位作用。图5为本发明模具中上
模示意图,上模1能够与下模2中的辅助定位片4相配合固定,上模1中的圆环链节圆弧面配合圆环链模套3的同心弧面,对所有圆环链节5产生较好的压制作用。图6为圆环链节预压工装示意图,在圆环链节置入本发明模具之前,应把缠绕后的预浸料纤维置入该工装进行常温预压,该工艺方法能够对预浸料纤维起到排气和预成型的作用。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips