
 商标分类
商标分类  商标转让
商标转让 
一种纳米气囊抗对流层生产装置的制作方法
 2021-02-21 06:02:56|
2021-02-21 06:02:56| 327|
327| 起点商标网
起点商标网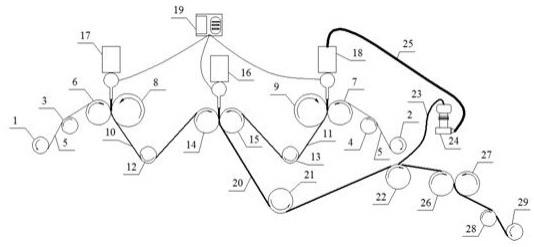
[0001]
本实用新型涉及生产设备技术领域,特别涉及一种纳米气囊抗对流层生产装置。
背景技术:
[0002]
气囊抗对流层是一种新型的环保型隔热保温材料,该材料柔软、轻便、易于安装。该材料是将聚乙烯吹塑成气泡膜后复合镀铝膜或铝箔,使其具有隔热、保温、防水、防潮等特性,它的出现气囊膜不仅解决了以往的玻璃纤维和发泡类材料如(岩棉、玻璃毛毡等材料)给人体带来的不适感和环境带来的危害等,而且可阻隔穿透铁皮、混凝土、木材和普通的隔热材料所无法阻隔的热红外。
[0003]
然而生产气囊抗对流层工艺不完善,特别是铝箔与聚乙烯膜粘连速度较慢,从而影响产品的生产速度,导致生产产量低、周期长,成本费用高;同时现有的生产装置没有废料的回收流程,导致材料浪费和环境污染,因此生产气囊抗对流层的设备和工艺严重制约着企业的发展。
技术实现要素:
[0004]
为解决上述技术问题,本实用新型提供一种纳米气囊抗对流层生产装置,以解决现有技术中的问题。
[0005]
为实现上述目的,本实用新型采用的技术方案为:
[0006]
一种纳米气囊抗对流层生产装置,包括生产第一单层气囊10的第一生产组件、生产第二单层气囊11的第二生产组件,以及将第一单层气囊10和第二单层气囊11挤压复合形成双层气囊20的复合组件,
[0007]
所述第一生产组件包括第一气囊成型辊6、第一模头8和第一气泡膜机组17,所述第二生产组件包括第二气囊成型辊7、第二模头9和第三气泡膜机组18,所述复合组件包括第一单层气囊滚压辊14、第二单层气囊滚压辊15和第二气泡膜机组16,
[0008]
铝箔5经过第一气囊成型辊6和第一模头8之间的缝隙,利用第一模头8将第一气泡膜机组17中熔融的聚乙烯在铝箔5上吸塑成第一单层气囊10,铝箔5经过第二气囊成型辊7和第二模头9之间的缝隙,利用第二模头9将第三气泡膜机组18中熔融的聚乙烯在铝箔5上吸塑成第二单层气囊11,所述第一单层气囊10绕入到第一单层气囊滚压辊14上,所述第二单层气囊11绕入到第二单层气囊滚压辊15上,所述第一单层气囊10和第二单层气囊11利用第二气泡膜机组16中熔融的聚乙烯,并通过第一单层气囊滚压辊14和第二单层气囊滚压辊15挤压复合形成双层气囊20。
[0009]
进一步的,所述第一生产组件还包括第一铝箔辊1和第一铝箔从动辊3,铝箔5依次绕过第一铝箔辊1和第一铝箔从动辊3,再从第一气囊成型辊6上方绕入,利用第一模头8将第一气泡膜机组17中熔融的聚乙烯在铝箔5上吸塑成第一单层气囊10,第一单层气囊10通过第一单层气囊从动辊12绕入到第一单层气囊滚压辊14上。
[0010]
进一步的,所述第二生产组件还包括第二铝箔辊2和第二铝箔从动辊4,铝箔5依次
绕过第二铝箔辊2和第二铝箔从动辊4,再从第二气囊成型辊7上方绕出,利用第二模头9将第三气泡膜机组18中熔融的聚乙烯在铝箔5上吸塑成第二单层气囊11,第二单层气囊11通过第二单层气囊从动辊13绕入到第二单层气囊滚压辊15上。
[0011]
进一步的,经过第一单层气囊滚压辊14和第二单层气囊滚压辊15挤压复合形成的双层气囊20从双层气囊从动辊21下方绕入,再于耳料回收辊22上方裁剪去气囊耳料 23,然后通过成品气囊导向辊26与成品气囊滚压辊27之间的缝隙,再利用成品气囊从动辊28绕于收卷辊29上。
[0012]
进一步的,所述气囊耳料23回收于耳料回收粉碎机24中,所述耳料回收粉碎机24 通过回收管25连接第三气泡膜机组18,被耳料回收粉碎机24打碎的气囊耳料23的长度为2~3mm,粒径为0.2~0.5mm。所述耳料回收粉碎机24采用uto-180型号产品。所述耳料回收辊22上方裁剪去的气囊耳料23输送到耳料回收粉碎机24中打碎回收,再将打碎的气囊耳料23通过回收管25送回第三气泡膜机组18中。
[0013]
进一步的,所述成品气囊导向辊26与成品气囊滚压辊27之间的缝隙宽度小于双层气囊20的厚度。
[0014]
进一步的,所述双层气囊20的厚度为6
±
0.5mm,克重≥360g/m2,耐温范围为
ꢀ-
30~100℃。
[0015]
进一步的,所述第一气泡膜机组17、第二气泡膜机组16、第三气泡膜机组18的结构相同,均包括储料桶1701、吸料机1704和干燥机1707,所述吸料机1704的顶部设置有吸风口1705,吸风口1705通过管道连接位于干燥机1707顶部设置的排风口1706,所述干燥机1707上段侧壁上设置有吸料口1703,所述吸料口1703连接吸料管1702的一端,吸料管1702的另一端伸入储料桶1701内,所述干燥机1707连接有真空泵1708,所述干燥机1707的底部通过熔融管1709连接有均化管1710。
[0016]
进一步的,所述储料桶1701内装有聚乙烯,所述均化管1710下端的出料口对着第一气囊成型辊6和第一模头8之间的铝箔5、或所述均化管1710下端的出料口对着第二气囊成型辊7和第二模头9之间的铝箔5、或所述均化管1710下端的出料口对着第一单层气囊滚压辊14和第二单层气囊滚压辊15之间的第一单层气囊10和第二单层气囊11。
[0017]
进一步的,一种纳米气囊抗对流层生产装置还包括电气控制台19,电气控制台19 分别连接第一气泡膜机组17、第二气泡膜机组16的第三气泡膜机组18熔融管1709和均化管1710,控制熔融管1709和均化管1710内的温度为160~270℃,将聚乙烯融化,所述电气控制台19为syk系列产品。
[0018]
与现有技术相比,本实用新型具有以下有益效果:
[0019]
本实用新型操作简便,气囊抗对流层生产速度快、质量高,并且不需要大量人工劳动力,同时设有耳料回收装置,在保证气囊抗对流层裁剪效果的同时节约资源降低生产成本。
附图说明
[0020]
图1是本实用新型的结构示意图;
[0021]
图2是本实用新型中第一气泡膜机组的结构示意图;
[0022]
图3是本实用新型中第一单层气囊或第二单层气囊的结构示意图;
[0023]
图4是本实用新型中第一单层气囊或第二单层气囊的截面图;
[0024]
图5是本实用新型中双层气囊的结构示意图;
[0025]
其中:1-第一铝箔辊,2-第二铝箔辊,3-第一铝箔从动辊,4-第二铝箔从动辊,5
-ꢀ
铝箔,6-第一气囊成型辊,7-第二气囊成型辊,8-第一模头,9-第二模头,10-第一单层气囊,11-第二单层气囊,12-第一单层气囊从动辊,13-第二单层气囊从动辊,14-第一单层气囊滚压辊,15-第二单层气囊滚压辊,16-第二气泡膜机组,17-第一气泡膜机组,18-第三气泡膜机组,19-电气控制台,20-双层气囊,21-双层气囊从动辊,22-耳料回收辊,23-气囊耳料,24-耳料回收粉碎机,25-回收管,26-成品气囊导向辊,27
-ꢀ
成品气囊滚压辊,28-成品气囊从动辊,29-收卷辊,1701-储料桶,1702-吸料管,1703
-ꢀ
吸料口,1704-吸料机,1705-吸风口,1706-排风口,1707-干燥机,1708-真空泵,1709
-ꢀ
熔融管,1710-均化管。
具体实施方式
[0026]
下面结合实施例对本实用新型作更进一步的说明。
[0027]
如图1~5所示,一种纳米气囊抗对流层生产装置,包括生产第一单层气囊10的第一生产组件、生产第二单层气囊11的第二生产组件,以及将第一单层气囊10和第二单层气囊11挤压复合形成双层气囊20的复合组件,第一生产组件与第二生产组件的结构是一样的,且得到的产物第一单层气囊10和第二单层气囊11也是一样的。
[0028]
所述第一生产组件包括第一气囊成型辊6、第一模头8和第一气泡膜机组17,所述第二生产组件包括第二气囊成型辊7、第二模头9和第三气泡膜机组18,所述复合组件包括第一单层气囊滚压辊14、第二单层气囊滚压辊15和第二气泡膜机组16,
[0029]
铝箔5经过第一气囊成型辊6和第一模头8之间的缝隙,利用第一模头8将第一气泡膜机组17中熔融的聚乙烯在铝箔5上吸塑成第一单层气囊10,铝箔5经过第二气囊成型辊7和第二模头9之间的缝隙,利用第二模头9将第三气泡膜机组18中熔融的聚乙烯在铝箔5上吸塑成第二单层气囊11,所述第一单层气囊10绕入到第一单层气囊滚压辊14上,所述第二单层气囊11绕入到第二单层气囊滚压辊15上,所述第一单层气囊10和第二单层气囊11利用第二气泡膜机组16中熔融的聚乙烯,并通过第一单层气囊滚压辊14和第二单层气囊滚压辊15挤压复合形成双层气囊20,所述成品气囊导向辊 26与成品气囊滚压辊27之间的缝隙宽度小于双层气囊20的厚度。最终得到的所述双层气囊20的厚度为6
±
0.5mm,克重≥360g/m2,耐温范围为-30~100℃。
[0030]
作为一个优选方案,所述第一生产组件还包括第一铝箔辊1和第一铝箔从动辊3,铝箔5依次绕过第一铝箔辊1和第一铝箔从动辊3,再从第一气囊成型辊6上方绕入,利用第一模头8将第一气泡膜机组17中熔融的聚乙烯在铝箔5上吸塑成第一单层气囊 10,第一单层气囊10通过第一单层气囊从动辊12绕入到第一单层气囊滚压辊14上;所述第二生产组件还包括第二铝箔辊2和第二铝箔从动辊4,铝箔5依次绕过第二铝箔辊2和第二铝箔从动辊4,再从第二气囊成型辊7上方绕出,利用第二模头9将第三气泡膜机组18中熔融的聚乙烯在铝箔5上吸塑成第二单层气囊11,第二单层气囊11通过第二单层气囊从动辊13绕入到第二单层气囊滚压辊15上;经过第一单层气囊滚压辊14 和第二单层气囊滚压辊15挤压复合形成的双层气囊20从双层气囊从动辊21下方绕入,再于耳料回收辊22上方裁剪去气囊耳料23,然后通过成品气囊导向辊26与成品气囊滚压辊27之间的缝隙,再利用成品气囊从动辊28绕
于收卷辊29上。
[0031]
所述气囊耳料23回收于耳料回收粉碎机24中,所述耳料回收粉碎机24通过回收管25连接第三气泡膜机组18,被耳料回收粉碎机24打碎的气囊耳料23的长度为2~3mm,粒径为0.2~0.5mm。所述耳料回收粉碎机24采用uto-180型号产品。所述耳料回收辊22上方裁剪去的气囊耳料23输送到耳料回收粉碎机24中打碎回收,再将打碎的气囊耳料23通过回收管25送回第三气泡膜机组18中的储料桶1701内。
[0032]
所述第一气泡膜机组17、第二气泡膜机组16、第三气泡膜机组18的结构相同,均包括储料桶1701、吸料机1704和干燥机1707,所述吸料机1704的顶部设置有吸风口 1705,吸风口1705通过管道连接位于干燥机1707顶部设置的排风口1706,所述干燥机 1707上段侧壁上设置有吸料口1703,所述吸料口1703连接吸料管1702的一端,吸料管1702的另一端伸入储料桶1701内,所述干燥机1707连接有真空泵1708,所述干燥机1707的底部通过熔融管1709连接有均化管1710;所述储料桶1701内装有聚乙烯,所述均化管1710下端的出料口对着第一气囊成型辊6和第一模头8之间的铝箔5、或所述均化管1710下端的出料口对着第二气囊成型辊7和第二模头9之间的铝箔5、或所述均化管1710下端的出料口对着第一单层气囊滚压辊14和第二单层气囊滚压辊15之间的第一单层气囊10和第二单层气囊11。
[0033]
一种纳米气囊抗对流层生产装置,还包括电气控制台19,电气控制台19分别连接第一气泡膜机组17、第二气泡膜机组16、第三气泡膜机组18的熔融管1709和均化管 1710,控制熔融管1709和均化管1710内的温度为160~270℃,将聚乙烯融化,所述电气控制台19为syk系列产品。
[0034]
以上所述仅是本实用新型的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips