
 商标分类
商标分类  商标转让
商标转让 
一种全自动蜂窝板成型机的制作方法
 2021-02-20 03:02:50|
2021-02-20 03:02:50| 356|
356| 起点商标网
起点商标网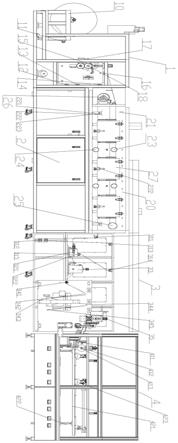
[0001]
本发明涉及蜂窝芯制造技术,尤其涉及一种全自动蜂窝板成型机。
背景技术:
[0002]
在铝蜂窝芯板材料加工过程中,需要对铝蜂窝板材料进行涂胶烘干堆叠,目前,在涂胶时,多采用人工涂胶的方式。人工涂胶时,将相应待涂胶的板材放置于平面上,然后将胶液倒在板材上,并人工将胶液均匀涂覆在板材上;烘干技术也是采用常规的烘箱,裁剪堆叠更是人工处理,如此生产效率较低,且不够环保,无法满足现代化工业生产的需要。
[0003]
因此,就必须研制出一种全自动蜂窝板成型机,经检索,未发现与本发明相同的技术方案。
技术实现要素:
[0004]
本发明主要解决的技术问题是提供一种全自动蜂窝板成型机,解决上述现有技术问题中的一个或者多个。
[0005]
为解决上述技术问题,本发明采用的一个技术方案是:一种全自动蜂窝板成型机,其创新点在于:包括铝箔预处理段、烘干段、裁剪段以及堆叠段。
[0006]
在一些实施方式中,包括铝箔预处理段包括第一框架以及设置在第一框架上预处理机构;第一框架的前段还设有一原材料放料架,原材料放料架与预处理结构之间还设有一第一导向辊,预处理机构包括预处理架以及设置在预处理架上的第二导向辊、第三导向辊、第四导向辊、第五导向辊、第六导向辊、涂料槽以及涂料辊。
[0007]
在一些实施方式中,第一导向辊和第二导向辊相互平行且位于同一水平面上,第二导向辊、第三导向辊和第四导向辊相互平行且依次向上设置且位于同一竖直平面上,第五导向辊、涂料槽和涂料辊设置在预处理架的前沿,涂料辊的最低处嵌入涂料槽内,涂料槽的最高处与第五导向辊的底部接触,第六导向辊设置在第四导向辊和第五导向辊之间且第六导向辊的高度高于第四导向辊和第五导向辊。
[0008]
在一些实施方式中,烘干段包括第二框架以及设置在第二框架上的烘干室,烘干室位于第二框架的上部,烘干室内设有烘干组件,烘干组件包括设置在烘干室顶部的若干上托板以及设置在烘干室底部的若干下托板,下托板包括安装在烘干室内的烘干支架、安装在烘干支架顶部的烘干托板以及设置在托板内的托板;烘干段还包括设置在第二框架上的转向结构,转向结构包括上托辊组、下托辊组、第一转向辊和第二转向辊,上托辊组安装在烘干室内且靠近烘干室的上沿,第一转向辊设置在烘干室的末端且水平高度低于上托辊组的高度,第二转向辊设置在烘干室的前段且水平高度低于第一转向辊的高度,下托辊组穿过烘干支架且位于托板下方;在一些实施方式中烘干托板呈向下凹陷的弧形状。
[0009]
在一些实施方式中,上托辊组由至少两个上托辊构成。
[0010]
在一些实施方式中,下托辊组由至少两个下托辊构成。
[0011]
在一些实施方式中,第一转向辊的直径小于第二转向辊的直径,第一转向的直径下大于第二转向辊的直径,上托辊的直径与下托辊的直径一致。
[0012]
在一些实施方式中,烘干室两侧还设有若干观察窗口,观察窗口上还设有密封门,密封门的上沿与烘干室的外表面铰接,密封门的下沿与烘干室的外表面之间还设有一密封扣,密封扣包括设置在密封门下沿的第一密封组件以及设置在烘干室的外表面上的第二密封组件,第一密封组件和第二密封组件可相互锁紧;密封门的中部设有透明观察口。
[0013]
在一些实施方式中,裁剪段包括第三框架以及依次设置第三框架上的的第一张力结构、刺孔结构、第二张力结构以及裁剪结构。
[0014]
在一些实施方式中,第一张力结构包括依次设置的第一张力辊、第二张力辊、第三张力辊、第四张力辊以及第五张力辊,第三张力辊与第四张力辊位于同一水平面上且水平高度高于第一张力辊和第二张力辊。
[0015]
在一些实施方式中,刺孔结构包括同步转动的第一刺孔辊和第二刺孔辊,第一刺孔辊和第二刺孔辊位于同一水平面上,第一刺孔辊表面均匀设置有若干穿刺针,第五张力辊位于刺孔结构的上方。
[0016]
在一些实施方式中,刺孔结构与第二张力结构之间的第三框架上还设有一平整结构,平整结构包括上平整辊和下平整辊且上平整辊和下平整辊位于同一竖直平面上且上平整辊和下平整辊相互接触。
[0017]
在一些实施方式中,第二张力结构包括依次设置且上下错位设置的第六张力辊、第七张力辊、第八张力辊、第九张力辊以及第十张力辊。
[0018]
在一些实施方式中,裁剪结构包括一裁剪辊以及安装在裁剪辊后方裁切刀;裁切刀两端设有可使得裁切刀上下移动的裁切缸。
[0019]
在一些实施方式中,堆叠段包括第四框架以及安装在第四框架上的堆叠结构,堆叠结构包括堆叠板以及安装在堆叠板底部的升降结构和堆叠板上方的定位结构,升降结构包括至少一组升降气缸,定位结构包括至少一组定位爪。
[0020]
在一些实施方式中,堆叠结构与裁剪结构之间还设有一推送结构,所述推送结构包括对接裁剪结构与堆叠结构的衔接板以及安装衔接板末端的输送辊,输送辊上方还设有一定位辊。
[0021]
本发明的有益效果是:本发明蜂窝板的预处理、烘干、裁剪、堆叠工序进行整合,且完成全自动生产,生产效率高,有效降低了铝蜂窝板材的生产成本,取得了良好的经济效益。
附图说明
[0022]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:图1 是本发明一种全自动蜂窝板成型机的结构示意图。
具体实施方式
[0023]
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0024]
如图1所示,本发明实施例包括:一种全自动蜂窝板成型机,包括铝箔预处理段、烘干段、裁剪段以及堆叠段。
[0025]
在一些实施方式中,包括铝箔预处理段包括第一框架1以及设置在第一框架1上预处理机构;第一框架1的前段还设有一原材料放料架10,原材料放料架10与预处理结构之间还设有一第一导向辊11,预处理机构包括预处理架以及设置在预处理架上的第二导向辊12、第三导向辊13、第四导向辊14、第五导向辊15、第六导向辊16、涂料槽17以及涂料辊18。
[0026]
在一些实施方式中,第一导向辊11和第二导向辊12相互平行且位于同一水平面上,第二导向辊12、第三导向辊13和第四导向辊14相互平行且依次向上设置且位于同一竖直平面上,第五导向辊15、涂料槽17和涂料辊18设置在预处理架的前沿,涂料辊18的最低处嵌入涂料槽17内,涂料槽17的最高处与第五导向辊15的底部接触,第六导向辊16设置在第四导向辊14和第五导向辊15之间且第六导向辊16的高度高于第四导向辊14和第五导向辊15。
[0027]
本技术方案可以有效的对原材料铝箔进行涂层的预处理工作,且全自动完成工序,无需人工参与其中,大大提高了工序的生产效率。
[0028]
在一些实施方式中,烘干段包括第二框架2以及设置在第二框架2上的烘干室,烘干室位于第二框架2的上部,烘干室内设有烘干组件,烘干组件包括设置在烘干室顶部的若干上托板223以及设置在烘干室底部的若干下托板223,下托板223包括安装在烘干室内的烘干支架221、安装在烘干支架221顶部的烘干托板222以及设置在托板222内的托板223;烘干段还包括设置在第二框架2上的转向结构,转向结构包括上托辊组23、下托辊组24、第一转向辊25和第二转向辊26,上托辊组23安装在烘干室内且靠近烘干室的上沿,第一转向辊25设置在烘干室的末端且水平高度低于上托辊组23的高度,第二转向辊26设置在烘干室的前段且水平高度低于第一转向辊25的高度,下托辊组24穿过烘干支架221且位于托板222下方;本技术方案将转向结构将铝箔在烘箱中的时间和同时烘干的长度拉长,提高了烘干的效率同时也提高了烘干的质量。
[0029]
在一些实施方式中烘干托板222呈向下凹陷的弧形状,本技术可以有效的将托板223的热量汇聚,达到最佳的烘干的效果。
[0030]
在一些实施方式中,上托辊组23由至少两个上托辊构成。
[0031]
在一些实施方式中,下托辊组24由至少两个下托辊构成。
[0032]
在一些实施方式中,第一转向辊25的直径小于第二转向辊26的直径,第一转向辊25的直径下大于第二转向辊26的直径,上托辊的直径与下托辊的直径一致。
[0033]
在一些实施方式中,烘干室两侧还设有若干观察窗口,观察窗口上还设有密封门27,密封门27的上沿与烘干室的外表面铰接,密封门27的下沿与烘干室的外表面之间还设
有一密封扣272,密封扣272包括设置在密封门27下沿的第一密封组件以及设置在烘干室的外表面上的第二密封组件,第一密封组件和第二密封组件可相互锁紧;密封门27的中部设有透明观察口。
[0034]
本技术方案一方面方便了后期的设备维护,另一方面增设可视窗口便于观察烘干过程中产品的烘干效果。
[0035]
在一些实施方式中,裁剪段包括第三框架3以及依次设置第三框架3上的的第一张力结构、刺孔结构、第二张力结构以及裁剪结构35。
[0036]
在一些实施方式中,第一张力结构包括依次设置的第一张力辊311、第二张力辊312、第三张力辊313、第四张力辊314以及第五张力辊315,第三张力辊313与第四张力辊314位于同一水平面上且水平高度高于第一张力辊311和第二张力辊312。
[0037]
在一些实施方式中,刺孔结构包括同步转动的第一刺孔辊321和第二刺孔辊322,所述第一刺孔辊321和第二刺孔辊322位于同一水平面上,第一刺孔辊321表面均匀设置有若干穿刺针,第五张力辊315位于刺孔结构的上方。
[0038]
在一些实施方式中,刺孔结构与第二张力结构之间的第三框架3上还设有一平整结构33,平整结构33包括上平整辊和下平整辊且上平整辊和下平整辊位于同一竖直平面上且上平整辊和下平整辊相互接触。
[0039]
在一些实施方式中,第二张力结构包括依次设置且上下错位设置的第六张力辊341、第七张力辊342、第八张力辊343、第九张力辊344以及第十张力辊345。
[0040]
在一些实施方式中,裁剪结构35包括一裁剪辊以及安装在裁剪辊后方裁切刀;裁切刀两端设有可使得裁切刀上下移动的裁切缸。
[0041]
本技术方案可以完成智能化裁剪,提高了裁剪的准确率和工作效率。
[0042]
在一些实施方式中,堆叠段包括第四框架4以及安装在第四框架4上的堆叠结构,堆叠结构包括堆叠板421以及安装在堆叠板421底部的升降结构和堆叠板421上方的定位结构,升降结构包括至少一组升降气缸422,定位结构包括至少一组定位爪423。
[0043]
在一些实施方式中,堆叠结构与裁剪结构35之间还设有一推送结构,所述推送结构包括对接裁剪结构35与堆叠结构的衔接板411以及安装衔接板411末端的输送辊412,所述输送辊412上方还设有一定位辊413。
[0044]
本技术方案通过智能化的升降结构将堆叠板421与定位爪423的间距控制在固定的间距,每堆叠一次,升降结构下降一次,自动化堆叠,无需人工参与。本发明的有益效果是:本发明蜂窝板的预处理、烘干、裁剪、堆叠工序进行整合,且完成全自动生产,生产效率高,有效降低了铝蜂窝板材的生产成本,取得了良好的经济效益。
[0045]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips