
 商标分类
商标分类  商标转让
商标转让 
一种平板玻璃生产线立体输送装置及方法与流程
 2021-02-20 03:02:26|
2021-02-20 03:02:26| 367|
367| 起点商标网
起点商标网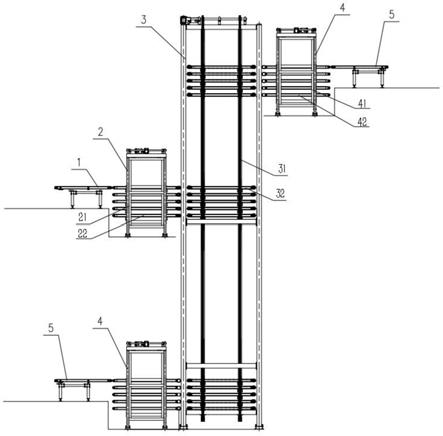
[0001]
本发明涉及玻璃生产技术领域,具体是涉及一种平板玻璃生产线立体输送装置及方法。
背景技术:
[0002]
目前在现有玻璃厂的整体布局中,冷端生产线一般在二楼。但生产过程中的平板玻璃需要输送到一楼的深加工线进行后续生产,或者进行堆垛后需转运到一楼的成品库存储。针对上述布局,现有的解决方案主要有三种:1、采取较长的斜坡辊道,把玻璃输送到一楼,直接输送到深加工线或堆垛位置。2、把冷端生产线和深加工线建在同一楼层,实现二者的直接相连。3、平板玻璃在二楼进行堆垛,再采用行车吊运到一楼,再上片到深加工线上或转运到成品库。在前两种方案中土建成本非常高,生产车间的空间利用率低;在第三种方案中,增加了平板玻璃从二楼吊运到一楼和玻璃上片到深加工线的工序,生产效率低,容易造成玻璃破损,产生额外损耗。
技术实现要素:
[0003]
针对现有技术中存在的上述问题,旨在提供一种平板玻璃生产线立体输送装置及方法,解决玻璃生产线在连续生产过程中的玻璃垂直输送问题,提高车间空间的利用效率。
[0004]
具体技术方案如下:
[0005]
一种平板玻璃生产线立体输送装置,包括:收片装置、垂直升降装置以及发片装置。
[0006]
收片装置设置于原片生产线的末端,其中收片装置包括收片升降轨道和不少于两层的收片辊道,相邻收片辊道之间为平行设置,且每一升降辊道能沿收片升降轨道的高度方向升降,且平板玻璃能沿收片辊道中驱动部件的驱动方向移动。
[0007]
垂直升降装置包括垂直升降轨道和不少于两层的垂直辊道,垂直升降轨道沿竖直方向布置,相邻垂直辊道之间为平行设置,且每一垂直辊道能沿垂直升降轨道的高度方向升降,垂直辊道能与收片辊道相对,且平板玻璃能沿垂直辊道的水平方向移动。
[0008]
发片装置设置于深加工线或堆垛机辊道的首端,发片装置位于收片装置的上方或下方,发片装置包括发片升降轨道和不少于两层的发片辊道,相邻发片辊道之间为平行设置,且每一发片辊道能沿发片升降轨道的高度方向升降,且平板玻璃能沿发片辊道中的驱动部件的驱动方向移动。
[0009]
上述的一种平板玻璃生产线立体输送装置,还具有这样的特征,收片辊道的层数、垂直辊道的层数以及发片辊道的层数相等。
[0010]
上述的一种平板玻璃生产线立体输送装置,还具有这样的特征,平板玻璃可以为玻璃整板、玻璃中分板、玻璃多分板中的一种或组合。
[0011]
上述的一种平板玻璃生产线立体输送装置,还具有这样的特征,收片装置以及发片装置位于不同的楼层,且垂直升降装置贯穿不同楼层。
[0012]
上述的一种平板玻璃生产线立体输送装置,还具有这样的特征,收片装置和发片装置位于垂直升降装置的相同的一侧,或收片装置和发片装置位于垂直升降装置的相对的一侧。
[0013]
上述的一种平板玻璃生产线立体输送装置,还具有这样的特征,收片装置中所有收片辊道收满平板玻璃所需的时间大于垂直升降装置将平板玻璃输送至发片装置并返回至收片装置一侧的时间。
[0014]
上述的一种平板玻璃生产线立体输送装置,还具有这样的特征,收片辊道、垂直辊道、发片辊道均可采用带式输送辊道或辊筒式输送辊道。
[0015]
上述的一种平板玻璃生产线立体输送装置,还具有这样的特征,收片升降轨道、垂直升降轨道以及发片升降轨道均可采用链传动、齿轮传动、同步带传动中的一种。
[0016]
一种平板玻璃生产线立体输送方法,包括以下步骤:
[0017]
步骤一、将原片生产线生产出的平板玻璃逐一移动至收片装置的每层收片辊道,收片辊道上均收置一组平板玻璃;
[0018]
步骤二、收片装置的每层收片辊道上的平板玻璃同时转移至垂直升降装置对应的垂直辊道,随后垂直升降装置将垂直辊道从收片辊道所在楼层移动至发片装置所在楼层;
[0019]
步骤三、垂直升降装置的每层垂直辊道上的平板玻璃同时转移至发片装置对应的发片辊道;
[0020]
步骤四、将发片装置的每层发片辊道上的平板玻璃逐一移动至深加工线或堆垛机辊道。
[0021]
上述技术方案的积极效果是:
[0022]
本发明提供的一种平板玻璃生产线立体输送装置及方法,通过在不同楼层之间增加垂直升降装置,从而实现平板玻璃在竖直方向上的跨楼层之间的移动运输,降低了企业的土建成本;能够合理安排产生线在各楼层的布置,提高了企业车间的空间利用率;减少了玻璃堆垛、转运、上片等一系列工序,提高了企业的生产效率。
附图说明
[0023]
图1为本发明的一种平板玻璃生产线立体输送装置的实施例的结构示意图。
[0024]
附图中:1、原片生产线;2、收片装置;21、收片升降轨道;22、收片辊道;3、垂直升降装置;31、垂直升降轨道;32、垂直辊道;4、发片装置;41、发片升降轨道;42、发片辊道;5、深加工线或堆垛机辊道。
具体实施方式
[0025]
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,以下实施例结合附图1对本发明提供的一种平板玻璃生产线立体输送装置作具体阐述。
[0026]
本文中为组件所编序号本身,例如“第一”、“第二”等,仅用于区分所描述的对象,不具有任何顺序或技术含义。而本申请所说“连接”、“联接”,如无特别说明,均包括直接和间接连接(联接)。在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示
或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0027]
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0028]
在该平板玻璃生产线立体输送装置中,其中收片装置2用于暂时储存收置原片生产线1生产出的平板玻璃,收片装置2设置于原片生产线1的末端,其中收片装置2包括收片升降轨道21和不少于两层的收片辊道22,相邻收片辊道22之间为平行设置,相邻两收片辊道22之间留有间隙,可用于插入平板玻璃,且每一收片辊道22能沿收片升降轨道21的高度方向升降,即当其中一条收片辊道22被装满平板玻璃后,相邻的上一条或下一条收片升降轨道21移动至与原片生产线的相同高度,用于承接下一批次的平板玻璃,进而在所有收片辊道22内都装满平板玻璃,且平板玻璃能沿收片辊道22中传动部件的活动方向移动,该移动方向位于水平方向内,与竖直方向垂直。
[0029]
垂直升降装置3用于将收片装置2的平板玻璃转移至发片装置4,垂直升降装置3包括垂直升降轨道31和不少于两层的垂直辊道32,具体的,垂直升降装置3的垂直辊道32的数量不少于收片装置2的收片辊道22,垂直辊道32移动后能与收片辊道22一一对齐,从而将每层收片辊道22上的平板玻璃转移至对应层数的垂直辊道32上,收片辊道22和垂直辊道32上均设置有滚动部件用于平板玻璃在水平方向的移动,垂直升降轨道31沿竖直方向布置,用于对接不同水平高度上的收片装置2以及发片装置4,相邻垂直辊道32之间为平行设置,便于对平板玻璃的搬运,且每一垂直辊道32能沿垂直升降轨道31的高度方向升降,垂直辊道32能与收片辊道22相对齐,且平板玻璃能沿垂直辊道32的水平方向移动,便于后续垂直辊道32将平板玻璃转移至发片装置4上。
[0030]
发片装置4设置于深加工线或堆垛机辊道5的首端,发片装置4位于收片装置2的上方或下方,即发片装置4与收片装置位于不同的水平高度上,发片装置4包括发片升降轨道41和不少于两层的发片辊道42,具体的,垂直辊道32的数量不少于发片辊道42,且收片辊道22和发片辊道42的数量相同,相邻发片辊道42之间为平行设置,相邻两发片辊道42之间留有间隙,可用于插入平板玻璃,且每一发片辊道42能沿发片升降轨道41的高度方向升降,即当其中一条发片辊道42的平板玻璃被送出后,相邻的上一条或下一条发片辊道42移动至与深加工线或堆垛机辊道5的相同高度,用于转移下一批次的的平板玻璃至深加工线或堆垛机辊道5,进而将所有发片辊道42内的平板玻璃全部输送至深加工线或堆垛机辊道5上,且平板玻璃能沿发片辊道42中的传动部件的活动方向移动,该移动方向位于水平方向内,与竖直方向垂直。
[0031]
在一种优选的实施方式中,如图1所示,收片辊道22的层数、垂直辊道32的层数以及发片辊道42的层数相等,首先所有的收片辊道22与所有的垂直辊道32一一对应,收片辊道22内的平板玻璃同时被转移至垂直辊道32上,随后所有的垂直辊道32与所有的发片辊道42一一对应,垂直辊道32内的平板玻璃同时被转移至发片辊道42上。具体的相邻收片辊道22之间的间距、相邻垂直辊道32之间的间距以及相邻发片辊道42之间的间距相等,避免平
板玻璃在转移过程中出现转移阻碍。
[0032]
在一种优选的实施方式中,如图1所示,平板玻璃可以为玻璃整板、玻璃中分板、玻璃多分板中的一种或组合。该立体输送装置可以满足转运多种类型的平板玻璃,以及满足玻璃整板和玻璃中分板的组合,玻璃整板和玻璃多分板的组合,玻璃中分板和玻璃多分板的组合,玻璃整板、玻璃中分板以及玻璃多分板的组合,只要玻璃组合的叠放厚度小于相邻收片辊道22之间的间距、相邻垂直辊道32之间的间距以及相邻发片辊道42之间的间距即可。
[0033]
在一种优选的实施方式中,如图1所示,收片装置2以及发片装置4位于不同的楼层,一般的收片装置2位于中间楼层,发片装置4位于底部楼层和/或顶部楼层,且垂直升降装置3贯穿不同楼层,通过垂直升降装置3在不同楼层之间往复移动,实现平板玻璃能够实现跨楼层之间的快速搬运,同时有效提升了车间内的空气效率。
[0034]
在一种优选的实施方式中,如图1所示,收片装置2和发片装置4位于垂直升降装置3的相同的一侧,或收片装置2和发片装置4位于垂直升降装置3的相对的一侧,具体的垂直辊道32的传动部件的活动方向可以进行改变,当收片装置2和发片装置4位于垂直升降装置3的相对侧时,垂直辊道32的传动部件可始终保持同向移动,当收片装置2和发片装置4位于垂直升降装置3的相同一侧时,当平板玻璃从收片装置2转移至垂直升降装置3时垂直辊道32内的传动部件的移动方向与平板玻璃从垂直升降装置3转移至发片装置4时垂直辊道32内的传动部件的移动方向相对,改变垂直辊道32内驱动部件的驱动方向即可实现,以满足多台设备的布置需求。
[0035]
在一种优选的实施方式中,如图1所示,收片辊道22、垂直辊道32、发片辊道42均可采用带式输送辊道或辊筒式输送辊道,可根据实际布置需求进行选择;
[0036]
具体的,带式输送辊道包括输送支架,输送滚轮、传送带以及驱动装置,一般的输送支架为矩形框架,其中矩形框架的两条长边方向设定为平板玻璃在收片辊道上的移动方向,输送滚轮分为两组分别设置在矩形框架的两条长边的内侧,同一侧的输送滚轮的圆周侧套设有传送带,驱动装置与其中一个或几个输送滚轮驱动连接,通过输送滚轮的转动来带动传送带的移动,在对玻璃进行传送时,平板玻璃的底部与两侧的传送带接触,具体的传送带采用较为柔软的材质避免划伤平板玻璃,此外传送速度相对较慢,避免平板玻璃与传送带之间产生相对移动;
[0037]
具体的,辊筒式输送辊道包括输送支架,输送辊筒以及驱动装置,一般的输送支架为矩形框架,其中矩形框架的两条长边方向设定为平板玻璃在收片辊道上的移动方向,输送辊筒的两端分别与矩形框架的两条长边活动连接,驱动装置与输送辊筒驱动连接,在对玻璃进行传送时,平板玻璃的底部与输送辊筒的圆周侧面接触,具体的输送辊筒的圆周外壁包裹有较为柔软的材质避免划伤平板玻璃,此外传送速度相对较慢,避免平板玻璃与输送辊筒之间产生相对滑动。
[0038]
在一种优选的实施方式中,如图1所示,收片升降轨道21、垂直升降轨道31以及发片升降轨道41均可采用链传动、齿轮传动、同步带传动中的一种;
[0039]
具体的,链传动与同步带传动近似,在固定支架内侧设置有传动链或传动带,其中传动链与传动带的两端设置有驱动装置,通过驱动装置的旋转使传动链或传动带能够顺时针或逆时针旋转,而收片辊道、垂直辊道或发片辊道与传动链或传动带固定连接,从而实现
收片辊道、垂直辊道或发片辊道沿竖直方向的升降;
[0040]
具体的,齿轮传动主要指齿轮齿带传动形式,齿轮与齿带相匹配,驱动机构驱动齿轮进行旋转从而带动齿带的上下移动,而收片辊道、垂直辊道或发片辊道与齿带固定连接,从而实现收片辊道、垂直辊道或发片辊道沿竖直方向的升降。
[0041]
在一种优选的实施方式中,如图1所示,收片装置2中所有收片辊道22收满平板玻璃所需的时间大于垂直升降装置3将平板玻璃输送至发片装置4并返回至收片装置2一侧的时间,即可以增加收片辊道22的层数来延长收片时长,进而保证收片装置2、垂直升降装置3以及发片装置4能够全自动化运行,不需要人为调整干预。
[0042]
一种平板玻璃生产线立体输送方法,包括以下步骤:
[0043]
步骤一、将原片生产线生产出的平板玻璃逐一移动至收片装置2的每层收片辊道22,以步进式逐一抬高或降低每层收片辊道22,具体的每层收片辊道22逐一启动驱动装置,接收平板玻璃后的该层收片辊道22的驱动装置不再启动,每层的驱动装置参与对平板玻璃的搬运,收片辊道22上均收置一组平板玻璃。
[0044]
步骤二、收片装置2的每层收片辊道22上的平板玻璃同时转移至垂直升降装置3对应的垂直辊道32,即每层收片辊道22上的驱动装置以及每层垂直辊道上32的驱动装置同时启动,同步完成多组平板玻璃的移动,以有效提升平板玻璃的搬运效率,随后垂直升降装置3将垂直辊道32从收片辊道22所在楼层移动至发片装置4所在楼层,垂直升降装置3将垂直辊道32上的所有平板玻璃在楼层之间进行转移搬运。
[0045]
步骤三、垂直升降装置3的每层垂直辊道32上的平板玻璃同时转移至发片装置4对应的发片辊道42,即每层垂直辊道32上的驱动装置以及每层发片辊道42上的驱动装置同时启动,同步完成多组平板玻璃的移动,以有效提升平板玻璃的搬运效率。
[0046]
步骤四、将发片装置4的每层发片辊道42上的平板玻璃逐一移动至深加工线或堆垛机辊道5,具体的每层发片辊道42逐一启动驱动装置,当该层发片辊道与深加工线或堆垛机辊道5的水平高度调整至一致时,该层发片辊道42的驱动装置启动,将该层的平板玻璃转移至深加工线或堆垛机辊道5,完成后该层的驱动装置关闭。
[0047]
以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0048]
以上仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips