
 商标分类
商标分类  商标转让
商标转让 
物料切分方法与流程
 2021-02-19 22:02:36|
2021-02-19 22:02:36| 326|
326| 起点商标网
起点商标网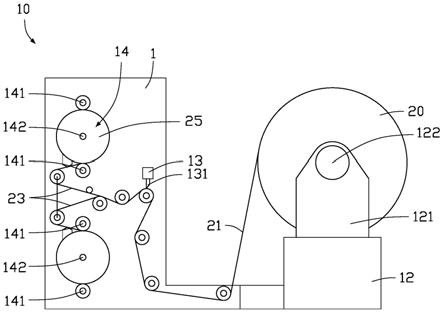
[0001]
本发明涉及一种物料切分方法。
背景技术:
[0002]
铝箔的分切(分卷、剪切)是指将双合轧制后的双层铝箔分切成两卷或多卷单层铝箔以适合用户使用。
[0003]
现有技术中,双零铝箔(以毫米为计量单位时小数点后有两个零的铝箔)在分切后形成的物料卷退火后,间隙率过高,而且经常发生铝箔断裂,严重影响后续使用。
技术实现要素:
[0004]
本发明的目的在于提供一物料切分方法,该方法切分的物料卷间隙率低,不易发生断裂。
[0005]
一种物料切分方法,包括步骤:
[0006]
提供一物料切分机及一第一物料卷,所述物料切分机包括一放料机构、一分料机构及多个收料机构,所述放料机构包括一放料驱动器及一放料转轴,所述分料机构包括一分料刀,所述收料机构包括一收料驱动器及一收料转轴;
[0007]
提供一第一物料卷,所述第一物料卷包括一第一物料带及一放料轴容置空间,所述第一物料卷绕于所述放料转轴容置空间的外侧。
[0008]
将所述第一物料卷设置于所述放料机构上,所述放料转轴固定于所述放料轴容置空间内,所述放料驱动器用于驱动所述放料转轴转动以释放所述第一物料带,所述第一物料带经过所述分料机构并由所述分料刀分割为多个第二物料带,所述第二物料带连接于所述收料转轴,所述收料驱动器用于驱动所述收料转轴转动以缠绕所述第二物料带。
[0009]
调节所述收料驱动器及所述放料驱动器的转速,使得所述第一物料带相对于所述分料刀的第一分切速度为200m/min~400m/min,所述第一物料带与所述第二物料带之间的第一分切张力为35n/m2~45n/m2,直至一预定长度的所述第二物料带缠绕于所述收料转轴上以获得一第二物料卷。
[0010]
调节所述收料驱动器及所述放料驱动器的转速,使得所述第一物料带相对于所述分料刀的第二分切速度为400m/min~600m/min,所述第一物料带与所述第二物料带之间的第二分切张力为25n/m2~36n/m2,直至全部所述第二物料带缠绕在所述第二物料卷上,获得多个第三物料卷。
[0011]
进一步地,所述第二分切张力均匀减少。
[0012]
进一步地,还包括步骤:将所述第三物料卷的以一升温速率升高至保温温度,于所述保温温度下保持30~180h。
[0013]
然后将所述第三物料卷以一降温速率降低至室温,获得多个分切物料卷。
[0014]
进一步地,所述升温速率为3~10℃/h,所述保温温度为180~250℃,所述降温速率为10~20℃/h。
[0015]
进一步地,还包括步骤:提供多个安装管,将所述安装管套设于所述收料转轴外。
[0016]
于所述安装管的外侧缠绕一隔热带,所述隔热带绕所述安装管的外侧一周,以及于所述隔热带的外侧缠绕所述第二物料带。
[0017]
进一步地,所述第一物料带包括双零铝箔带、铜箔带及铁箔带中的任意一种。
[0018]
进一步地,所述第二物料卷的间隙率为8~10%。
[0019]
进一步地,所述第三物料卷的间隙率为10~12%。
[0020]
进一步地,所述物料切分机还包括一控制单元,所述控制单元用于控制所述放料驱动器及所述收料驱动器的转速。
[0021]
进一步地,所述预定长度为2800~3200米。
[0022]
本发明提供的物料的分切方法,通过设置第一分切速度为200m/min~400m/min、第一分切张力f1为35n/m2~45n/m2,使卷绕在所述收料转轴上的所述第二物料带的间隙率为8~10%。同时第二分切速度为400m/min~600m/min,第二分切张力f2为35n/m2~45n/m2,所述第三物料卷的间隙率为10~12%,使得所述第三物料卷的内侧的间隙率大于外侧的间隙率,有利于降低断带的风险。
附图说明
[0023]
图1为本发明提供的物料切分机的示意图。
[0024]
图2为本发明实施例提供的分切速度即分切张力的示意图。
[0025]
主要元件符号说明
[0026]
物料切分机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
[0027]
机架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ1[0028]
放料机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
[0029]
分料机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
[0030]
分料刀
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
131
[0031]
收料机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
[0032]
放料驱动器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
121
[0033]
放料转轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
122
[0034]
收料驱动器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
141
[0035]
收料转轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
142
[0036]
第一物料卷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
[0037]
第一物料带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
[0038]
第二物料带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23
[0039]
第三物料卷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25
[0040]
如下具体实施方式将结合上述附图说明进一步说明本发明。
具体实施方式
[0041]
下面将结合具体实施例附图对本发明的技术方案进行清楚、完整地描述。显然,所描述的实施方式仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,
都属于本发明保护的范围。除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
[0042]
请参见图1及图2,本发明提供一种物料切分方法,包括步骤:
[0043]
s1:提供一物料切分机10,所述物料切分机10包括一机架1、设置于所述机架1上的一放料机构12、一分料机构13及多个收料机构14,所述放料机构12包括一放料驱动器121及一放料转轴122,所述分料机构13包括一分料刀131,所述收料机构14包括一收料驱动器141及一收料转轴142。
[0044]
s2:提供一第一物料卷20,所述第一物料卷20包括一第一物料带21及一放料轴容置空间(图未示),所述第一物料带21卷绕于所述放料转轴122容置空间的外侧。
[0045]
在本实施例中,步骤s2中,所述第一物料带21为双零铝箔,在本发明的其他实施例中,所述第一物料带21还可以为铜箔、铁箔等。
[0046]
s3:将所述第一物料卷20设置于所述放料机构12上,所述放料转轴122固定于所述放料轴容置空间内,所述放料驱动器121用于驱动所述放料转轴122转动以释放所述第一物料带21,所述第一物料带21经过所述分料机构13并由所述分料刀131分割为多个第二物料带23,所述第二物料带23连接于所述收料转轴142,所述收料驱动器141用于驱动所述收料转轴142转动以缠卷所述第二物料带23。
[0047]
在本实施例中,步骤s3包括步骤:
[0048]
s30:提供多个安装管(图未示),所述安装管外表面不平整度低于0.05毫米。
[0049]
s31:将所述安装管套设于所述收料转轴142外,所述收料转轴142为自胀轴,所述胀轴可以通过改变自身的粗细以适应所述安装管的内径,从而省略了更换所述收料转轴142的步骤。其中,所述安装管的内径大约为76毫米或150毫米,所述安装管的管壁厚度大约为25毫米或150毫米。
[0050]
s32:于所述安装管的外侧缠绕一隔热带(图未示),所述隔热带绕所述安装管的外侧一周,所述隔热带用于便于后续升温或降温过程中阻隔热量传递。所述隔热带为牛皮纸,所述牛皮纸通过胶带粘接于所述安装管的外侧。
[0051]
s4:调节所述收料驱动器141及所述放料驱动器121的转速,使得所述第一物料带21相对于所述分料刀131的第一分切速度μ1为200m/min~400m/min,所述第一物料带21与所述第二物料带23之间的第一分切张力f1为35n/m2~45n/m2,直至所述收料转轴142上卷缠一预定长度的所述第二物料带23,获得一第二物料卷(图未示)。
[0052]
在本实施例中,步骤s3中,所述第二物料卷的间隙率ρ为8~10%,其中,所述间隙率ρ为所述第二物料带23的材料在自然状态下的实际密度与卷绕的所述第二物料带23的表观密度(卷绕的所述第二物料带23的重量除以卷绕的所述第二物料带23的体积)的差值,通常情况下,所述第二物料卷中每相邻两层所述第二物料带23之间都会存在间隙,使得表观密度大于实际密度。而且在其他参数不变的情况下,当所述分切速度越大,则所述第二物料卷的间隙率越大;当所述张力越大,所述第二物料卷的间隙率越小。
[0053]
在本实施例中,所述预定长度为2800~3200m,所述预定长度为缠绕于所述收料转轴142上内侧所述第二物料带23的长度,优选地,所述预定长度为3000m。
[0054]
s5:调节所述收料驱动器141及所述放料驱动器121的转速,使得所述第一物料带
21相对于所述分料刀131的第二分切速度μ2为400m/min~600m/min,所述第一物料带21与所述第二物料带23之间的第二分切张力f2为25n/m2~36n/m2,至全部所述第二物料带23缠绕在所述第二物料卷上,获得多个第三物料卷25。
[0055]
在本实施例中,步骤s4中,所述第三物料卷25的间隙率为10~12%。相比较于现有技术,本发明提供的物料的分切方法,通过设置第一分切速度μ1为200m/min~400m/min、第一分切张力f1为35n/m2~45n/m2,使卷绕在所述收料转轴142上的所述第二物料带23的间隙率ρ为8~10%。同时第二分切速度μ2为400m/min~600m/min,第二分切张力f2为35n/m2~45n/m2,使得所述第三物料卷25的内侧的间隙率大于外侧的间隙率,当所述第三物料卷25进行升温或降温时,内侧的升温速率会不同于外侧的升温速率,此时,内侧的间隙率大于外侧的间隙率有利于降低断带的风险。可以理解地,如果设置同一分切速度及同一分切张力,则最终获得的物料卷的内侧及外侧的间隙率大致相同,容易导致后续升温或降温发生断带。
[0056]
在本实施例中,所述第二分切张力f2自所述第一分切张力f1开始均匀减少至25n/m2~36n/m2,即所述第二分切张力f2满足以下关系式:
[0057]
f2=f1-s
×
l(其中,l为卷绕于所述收料转轴142上的长度,单位为千米,s为一比例系数,单位为n/m3,s为1n/m3~2n/m3),通过设置所述第二分切张力f2均匀减少,有利于使得所述第三物料卷25的外侧间隙率均匀变大,有利于防止断带的发生。
[0058]
在本实施例中,所述分切方法还包括步骤:
[0059]
s5:将多个所述第三物料卷25放置于一高温炉(图未示)中,将所述第三物料卷25的以一升温速率r1升高至保温温度t1,于所述保温温度t1下保持30~180h,然后将所述第三物料卷25以一降温速率r2降低至室温,获得多个分切物料卷(图未示)。通过对所述第三物料卷25进行升温处理,使得所述第三物料卷25中的内应力得以消除,从而降低所述第二物料带23发生断裂的风险。
[0060]
在本实施例中,所述升温速率r1为3~10℃/h,所述保温温度t1为180~250℃,所述降温速率r2为10~20℃/h。
[0061]
另外,本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围之内,对以上实施例所作的适当改变和变化都落在本发明要求保护的范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips