
 商标分类
商标分类  商标转让
商标转让 
一种连续纤维生产用绕丝装置的制作方法
 2021-02-19 08:02:18|
2021-02-19 08:02:18| 301|
301| 起点商标网
起点商标网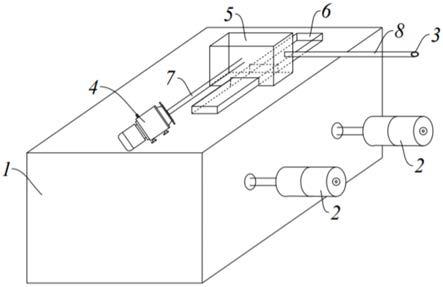
[0001]
本实用新型涉及连续纤维生产技术领域,特别是涉及一种连续纤维生产用绕丝装置。
背景技术:
[0002]
碳化硅纤维、氮化硅纤维、氧化铝陶瓷纤维、碳纤维是具有耐高温、高力学强度、高耐腐蚀性的高性能纤维,在工程材料改性、发动机、航空航天、船舰、核电设备等领域具有独特的应用价值。制备上述高性能无机纤维的主要过程包括前体的制备、前体纺丝、纤维原丝的固化、纤维原丝的烧结或碳化等过程。而难点在于纺丝及纤维原丝的成型,其中原丝纤维的卷绕,则直接影响最后成型纤维的直径和结构,进而会影响其烧结后的力学性能。现有的卷绕机采用大转盘旋转切换模式,即绕丝辊及绕丝辊驱动电机都固定在大转盘上,通过大转盘旋转切换绕丝辊进行绕丝,由于绕丝辊及其驱动电机都有较大的重量,就要求大转盘具有较高的结构强度,需要将大转盘做得厚重,以避免大转盘受力不均而变形,同时两个绕丝辊高速自转,还要考虑大转盘的动平衡要求,同时大转盘的旋转对于两个绕丝辊的电气设计有较大难度。因此,现有的卷绕机存在内部传动结构复杂、绕丝辊切换方式不合理等缺陷。
技术实现要素:
[0003]
本实用新型主要解决的技术问题是提供一种连续纤维生产用绕丝装置,以解决现有技术中的不足。
[0004]
为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种连续纤维生产用绕丝装置,包括:绕丝机本体、设置在绕丝机本体上的至少一个绕丝辊、设置在绕丝机本体内用于驱动绕丝辊转动的电机;还包括位于绕丝辊上方的导丝环、用于使导丝环的位置进行水平移动的驱动机构、以及用于固定导丝环的固定座。
[0005]
在本实用新型一个较佳实施例中,还包括plc控制器,所述plc控制器与所述驱动机构电性连接,用于控制所述驱动机构动作以控制导丝环的行程。
[0006]
在本实用新型一个较佳实施例中,所述绕丝机本体上还设有滑轨,所述固定座安装在所述滑轨上。
[0007]
在本实用新型一个较佳实施例中,所述驱动机构为伺服电机,所述伺服电机的输出轴端连接有与滑轨相平行的螺纹杆,所述固定座内开设有与所述螺纹杆匹配的螺纹槽。
[0008]
在本实用新型一个较佳实施例中,所述绕丝辊有两个,左右水平设置并相向旋转。
[0009]
在本实用新型一个较佳实施例中,所述绕丝辊的旋转线速度为 0~2000m/min,所述导丝环位移速度为0~30cm/s。
[0010]
本实用新型的有益效果是:本实用新型摒弃了原有大转盘简结构,简化了绕机内部结构,通过驱动机构驱动导丝环移动位置,便于切换绕丝辊,同时能够使绕丝辊旋转稳定,有利于原丝纤维直径大小均一,而且减小绕丝时的摩擦损伤,大大降低对原丝纤维结构
的破坏。
附图说明
[0011]
图1是连续纤维生产用绕丝装置整体结构示意图;
[0012]
图2是两个绕丝辊旋转方向示意图;
[0013]
图3~图6是本实用新型实施过程中导丝环位置位移变化示意图;
[0014]
附图中各部件的标记如下:1、绕丝机本体,2、绕丝辊,3、导丝环,4、驱动机构,5、固定座,6、滑轨,7、螺纹杆,8、连接杆。
具体实施方式
[0015]
请参阅图1,本实用新型实施例包括:
[0016]
一种连续纤维生产用绕丝装置,包括:绕丝机本体1、设置在绕丝机本体1 上的至少一个绕丝辊2、设置在绕丝机本体1内用于驱动绕丝辊2转动的电机 (图中未示);还包括位于绕丝辊2上方的导丝环3、用于使导丝环3的位置进行水平移动的驱动机构4、以及用于固定导丝环3的固定座5,具体地,所述导丝环3安装在与固定座5固定连接的连接杆8上,驱动机构4驱动固定座5移动继而对导丝环3的位置进行调节。
[0017]
本实施例中,所述绕丝辊2有两个,左右水平设置在绕丝机本体1的同一端面上,并相向旋转,如图2所示,位于左侧的绕丝辊2由电机驱动顺时针旋转,位于右侧的绕丝辊2由电机驱动逆时针旋转;进一步地,所述两个绕丝辊 2的旋转线速度相同,均为0~2000m/min。
[0018]
继续参考图1,所述绕丝机本体1上还设有滑轨6,所述固定座5安装在所述滑轨6上并能够沿着滑轨6水平移动;所述驱动机构4为伺服电机,所述伺服电机的输出轴端连接有与滑轨6相平行的螺纹杆7,所述固定座5内开设有与所述螺纹杆7匹配的螺纹槽,伺服电机驱动螺纹杆7转动,使固定座5在螺纹杆7上移动,实现对导丝环3的位置进行调节。
[0019]
所述连续纤维生产用绕丝装置还包括plc控制器,所述plc控制器与所述驱动机构4电性连接,用于控制所述驱动机构4动作以控制导丝环3的行程。
[0020]
进一步地,所述导丝环3位移速度为0~30cm/s。
[0021]
参考图3~图6,采用本实用新型连续纤维生产用绕丝装置进行绕丝的方法,包括如下步骤:
[0022]
(1)设置绕丝装置参数,包括导丝环零位置、绕丝辊线速度、导丝环位移速度及绕丝满筒时间;
[0023]
(2)plc控制器控制导丝环行程为s1,纤维丝束穿入导丝环后卷绕到左侧绕丝辊的丝筒上;
[0024]
(3)预设的左侧绕丝辊绕丝满筒时间到后,plc控制器控制导丝环行程为s2,左侧绕丝辊停止转动,纤维丝束卷绕到右侧绕丝辊上的丝筒上,然后 pcl控制器控制导丝环行程为s3;
[0025]
(4)取下左侧绕丝辊上的丝筒,并换上新的丝筒;
[0026]
(5)预设的右侧绕丝辊绕丝满筒时间到后,plc控制器控制导丝环行程为s4,右侧绕丝辊停止转动,纤维丝束卷绕到左侧绕丝辊上的丝筒上,然后 pcl控制器控制导丝环行
程为s1;
[0027]
(6)取下右侧绕丝辊上的丝筒,并换上新的丝筒;
[0028]
(7)重复步骤(2)~(6),直至绕丝结束。
[0029]
其中,所述导丝环行程s2>s3>s1>s4。
[0030]
下面通过若干实施例并结合附图进一步详细说明本实用新型的技术方案,然而,所选的实施例仅用于说明本实用新型,而不限制本实用新型的范围。
[0031]
实施例1:
[0032]
(1)plc控制器控制导丝环行程为s1,设置绕丝辊线速度350m/min,导丝环位移速度10cm/s,绕丝满筒时间为3分钟;
[0033]
(2)牵引聚硅碳烷原丝纤维经过导丝环后卷绕到左侧绕丝辊上的丝筒上;
[0034]
(3)绕丝时间满3分钟后,plc控制器控制导丝环行程为s2,左侧绕丝辊停止转动,聚硅碳烷原丝纤维卷绕到右侧绕丝辊上的丝筒上,然后plc控制器控制导丝环行程为s3;
[0035]
(4)取下左侧绕丝筒,换上新的绕丝筒;
[0036]
(5)右侧绕丝辊绕丝时间满3分钟后,plc控制器控制程序自行切换到左侧绕丝辊,如此循环往复。
[0037]
实施例2:
[0038]
(1)plc控制器控制导丝环行程为s1,设置绕丝辊线速度500m/min,导丝环位移速度15cm/s,绕丝满筒时间为2.5分钟;
[0039]
(2)牵引聚硅硼氮烷原丝纤维经过导丝环后卷绕到左侧绕丝辊上的丝筒上;
[0040]
(3)绕丝时间满2.5分钟后,plc控制器控制导丝环行程为s2,左侧绕丝辊停止转动,聚硅碳烷原丝纤维卷绕到右侧绕丝辊上的丝筒上,然后plc控制器控制导丝环行程为s3;
[0041]
(4)取下左侧绕丝筒,换上新的绕丝筒;
[0042]
(5)右侧绕丝辊绕丝时间满2.5分钟后,plc控制程序自行切换到左侧绕丝辊,如此循环往复。
[0043]
本实用新型能够进行加工的纤维包括聚硅碳烷、聚硅碳硼烷、聚硅碳氮烷、聚硅硼氮烷等脆性纺丝纤维,且不限于此。
[0044]
综上所述,本实用新型摒弃了原有大转盘简结构,简化了绕机内部结构,通过驱动机构驱动导丝环移动位置,便于切换绕丝辊,同时能够使绕丝辊旋转稳定,有利于原丝纤维直径大小均一,而且减小绕丝时的摩擦损伤,大大降低对原丝纤维结构的破坏。
[0045]
在本实用新型的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
[0046]
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是
利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或之间或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips