
 商标分类
商标分类  商标转让
商标转让 
焊条称重设备的制作方法
 2021-02-19 04:02:58|
2021-02-19 04:02:58| 304|
304| 起点商标网
起点商标网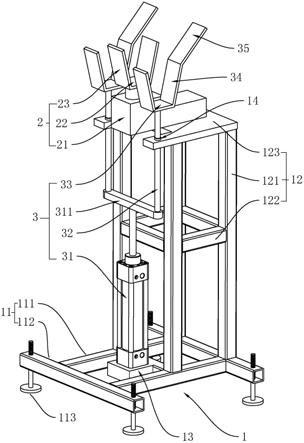
[0001]
本申请涉及焊条称重的领域,尤其是涉及一种焊条称重设备。
背景技术:
[0002]
焊条是气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条的材料通常跟工件的材料相同。焊条是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。
[0003]
焊条成品生产出来之后,都需要进行包装,以确保每包的焊条的重量,目前在对焊条进行称重时,目前在加工时,加工完成的焊条都会通过传送装置传送出,目前焊条的传送装置一般都是采用传送带,然后,人工将焊条从用于输送焊条的传送装置上取下,聚成一包的量,然后,人工将从传送装置上的多根焊条直接置于称重装置上进行称重。
[0004]
针对上述中的相关技术,发明人认为存在有采用人工后进行分包称重的方案,操作劳动强度大,工作效率较低的缺陷。
技术实现要素:
[0005]
为了改善焊条称重时,操作劳动强度大,工作效率低的问题,本申请提供一种焊条称重设备。
[0006]
本申请提供的一种焊条称重设备,采用如下的技术方案:
[0007]
一种焊条称重设备,包括支撑座,所述支撑座的上侧固接有称重器,所述称重器上水平设置有称重板,所述支撑座上设置两能够沿竖直方向同步升降的承接板,所述称重板位于两承接板之间的位置。
[0008]
通过采用上述技术方案,使用时,将支撑座置于焊条传送装置的落料侧,并使承接板位于焊条传送装置的落料侧下方,当一定数量的焊条从传送装置落下后,焊条将直接落至承接板的上侧,然后承接板带动焊条向下运动,从而可以使焊条的中部抵接于称重板的上侧,然后,继续随承接板的向下运动,焊条的重量完全积压于称重板上,此时,即可通过称重器对称重板上侧的焊条进行称重,当称重完成后,承接板再次向上运动,从而可以托举称重板上侧的焊条脱离称重板,进而使称重完成的焊条脱离承接板,无需工作人员从焊条传送装置上收集焊条并转送至称重设备的工序,减少了工作时的劳动强度,提高了工作效率。
[0009]
优选的,两所述承接板的下侧均竖直设置有能够承接承接板的承接柱,所述承接柱均竖直滑移连接于支撑座,两所述承接柱的下端固接有一承接杆。
[0010]
通过采用上述技术方案,采用的承接杆固定连接两立柱,再通过两立柱分别固定连接两承接板,能够保证两承接板的同步升降,从而保证焊条升降的平稳性。
[0011]
优选的,所述承接板上对应待承接焊条两侧的位置均固接有限位板。
[0012]
通过采用上述技术方案,当焊条落至承接板上侧时,采用的限位板能够对承接板上侧的焊条进行限位,避免焊条从承接板上侧滚落,便于焊条的收集称重。
[0013]
优选的,两所述限位板的上端均趋向相互远离的方向倾斜设置。
[0014]
通过采用上述技术方案,采用的限位板倾斜设置,能够在对承接板上的焊条进行限位的同时,对焊条实现聚料作用,使焊条整齐。
[0015]
优选的,一所述限位板的上端固接有趋向远离另一限位板方向设置的导向板,另一所述限位板的上侧铰接有转动板,所述支撑板的两侧均设置有一端铰接于支撑板的摆杆一,所述摆杆一的中部设置有一端铰接于摆杆一且其另一端铰接于承接板的摆杆二,所述转动板远离导向板的一侧固接有连杆,所述摆杆一远离支撑板一端铰接有另一端铰接于连杆的摆杆三。
[0016]
通过采用上述技术方案,使用时,将焊条称重设备的导向板置于焊条传送装置的出料端下侧,当承接板沿竖直向上运动时,能够带动拖动两摆杆二向上运动并转动,从而带动摆杆一向上转动,进而推动摆杆三向上运动并转动,再通过连杆推动转动板趋向导向板方向转动,使转动板转动至与导向板的倾斜方向相同,此时,焊条从焊条的传送装置落下后,能够沿导向板落至两限位板之间的承接板上侧,且转动板能够防止承接板上侧的焊条在下落过程中从两限位板上侧弹出。当承接板上的焊条落至一定数量后,承接板带动焊条向下运动,通过称重板对焊条进行承接时,将带动摆杆二向下运动并转动,进而带动摆杆一向下转动,进而能够带动摆杆三向下运动并转动,从而通过连杆拖动转动板趋向远离导向板的方向转动,从而使两导向板的上侧敞口设置,便于焊条的称重以及焊条从承接板上取出。
[0017]
优选的,所述称重板上对应待称重焊条两侧的位置均固接有挡料板。
[0018]
通过采用上述技术方案,挡料板能够对称重板上侧的焊条进行限位,从而避免焊条从称重板上侧掉落,保证焊条称重的稳定性。
[0019]
优选的,两所述挡料板的上端均趋向相互远离的方向倾斜设置。
[0020]
通过采用上述技术方案,采用的挡料板上端倾斜设置,两挡料板的上端敞口大便于焊条的进入,两挡料板的下端距离小,聚集焊条,避免焊条活动,保证称重时的稳定性。
[0021]
优选的,两所述承接板相互远离的一端均固接有端挡板;所述承接板的上侧均设置有受压能够产生形变的弹性元件。
[0022]
通过采用上述技术方案,采用的端挡板能够对下落至承接板上侧焊条两端进行限位,进一步的实现焊条的整理限位,避免焊条滑落,采用的弹性元件能够对落至承接板上侧的焊条起到缓冲作用,减少焊条的下落时的冲击。
[0023]
优选的,所述承接柱的上端均铰接于承接柱,两所述承接柱上均设置有能够拉动承接板趋向一侧导向板方向向下转动的推拉元件。
[0024]
通过采用上述技术方案,完成焊条的称重后,直接通过推拉元件,拉动承接板转动,从而可以将承接板内称重完成的焊条实现下料。
[0025]
优选的,所述支撑座对应一承接板的外侧固接有轴线方向与待承接焊条的轴线方向相同的固定柱,所述固定柱上套设有锥形的承接筒,所述承接筒较小一端靠近承接板并固接有凸环,所述承接筒上套设有若干弹性环,所述承接筒孔径较小一端以其轴线为中心均匀设置有多块能够套设于承接板上焊条一端的摆动板,所述摆动板一端均铰接于承接筒,所述摆动板的均铰接有另一端铰接于固定柱的摆动杆,所述摆动板远离承接板的一端均固接有随摆动板转动能够延伸出承接筒周面的勾板,所述勾板转动能够挑起抵接于凸环的弹性环并越过凸环,所述固定柱一侧设置有能够推动承接筒沿其轴线方向运动的往复元
件。
[0026]
通过采用上述技术方案,当焊条落至承接板后,通过元件推动承接筒趋向承接板方向运动,从而能够使摆动板套设于承接板上多根焊条的一端,同时,随承接筒的运动,固定柱固定不动,各摆动杆转动带动各摆动板趋向承接筒的轴线方向转动,从而能够带动勾板趋向远离承接筒轴线的方向转动,从而通过勾板勾住承接筒上抵接凸环的弹性环,并撑开该弹性环,使该弹性环越过凸环并沿多根倾斜设置的摆动板滑落至多根焊条的一端,此时弹性环通过自身的弹性,将直接套设于多根焊条,实现多根焊条的箍设,避免多根焊条散落,便于后续焊条的测量,然后,与此同时,往复元件带动承接筒趋向反向运动,摆动杆再次摆动带动摆动板复位,从而可以带动勾板复位,重新回缩至承接筒内部,此时,套设于承接筒上的弹性环也将通过自身弹性自动向下滑移,从而使一弹性环再次抵接于凸环,等待下次焊条的下落,保证了焊条的整理箍设,避免焊条散落。
[0027]
综上所述,本申请包括以下至少一种有益技术效果:
[0028]
1.使用时,将支撑座置于焊条传送装置的落料侧,并使承接板位于焊条传送装置的落料侧下方,当一定数量的焊条从传送装置落下后,焊条将直接落至承接板的上侧,然后承接板带动焊条向下运动,从而可以使焊条的中部抵接于称重板的上侧,然后,继续随承接板的向下运动,焊条的重量完全积压于称重板上,此时,即可通过称重器对称重板上侧的焊条进行称重,当称重完成后,承接板再次向上运动,从而可以托举称重板上侧的焊条脱离称重板,进而使称重完成的焊条脱离承接板,无需工作人员从焊条传送装置上收集焊条并转送至称重设备的工序,减少了工作时的劳动强度,提高了工作效率;
[0029]
2.使用时,将焊条称重设备的导向板置于焊条传送装置的出料端下侧,当承接板沿竖直向上运动时,能够带动拖动两摆杆二向上运动并转动,从而带动摆杆一向上转动,进而推动摆杆三向上运动并转动,再通过连杆推动转动板趋向导向板方向转动,使转动板转动至与导向板的倾斜方向相同,此时,焊条从焊条的传送装置落下后,能够沿导向板落至两限位板之间的承接板上侧,且转动板能够防止承接板上侧的焊条在下落过程中从两限位板上侧弹出。当承接板上的焊条落至一定数量后,承接板带动焊条向下运动,通过称重板对焊条进行承接时,将带动摆杆二向下运动并转动,进而带动摆杆一向下转动,进而能够带动摆杆三向下运动并转动,从而通过连杆拖动转动板趋向远离导向板的方向转动,从而使两导向板的上侧敞口设置,便于焊条的称重以及焊条从承接板上取出;
[0030]
3.当焊条落至承接板上侧时,采用的限位板能够对承接板上侧的焊条进行限位,避免焊条从承接板上侧滚落,便于焊条的收集称重。
附图说明
[0031]
图1是本申请实施例一的整体结构示意图。
[0032]
图2是本申请实施例二的整体结构示意图。
[0033]
图3是本申请实施例二的弹性板结构示意图。
[0034]
图4是本申请实施例三的整体结构示意图。
[0035]
图5是本申请实施例三的承接筒结构示意图。
[0036]
图6是本申请实施例三的勾板结构示意图。
[0037]
图7是本申请实施例四的摆杆一示意图。
[0038]
图8是本申请实施例五的摆杆二结构示意图。
[0039]
附图标记说明:1、支撑座;11、底架;111、横梁一;112、横梁二;113、调节支脚;12、立架;121、立杆;122、横杆三;123、支撑板;13、支撑块;14、滑套;15、铰接柱;16、摆杆一;17、摆杆二;18、摆杆三;2、称重组件;21、称重器;22、称重板;23、挡料板;3、承接组件;31、举升缸;311、承接杆;32、承接柱;321、推拉缸;33、承接板;331、弹性板;332、挡凸;34、限位板;341、通槽;35、导向板;36、端挡板;37、转动板;371、合页;372、连杆;4、固定柱;41、往复缸;5、承接筒;51、凸环;52、摆动板;521、勾板;53、摆动杆;6、弹性环。
具体实施方式
[0040]
以下结合附图1-8对本申请作进一步详细说明。
[0041]
本申请实施例公开一种焊条称重设备。
[0042]
实施例1:参照图1,焊条称重设备包括支撑座1,支撑座1上设置有承接组件3以及称重组件2。
[0043]
支撑座1包括水平设置的底架11以及竖直固接于底架11上侧的立架12,底架11呈类矩形框架结构,底架11包括两相互平行的横梁一111,两横梁一111之间设置有两相互平行的横梁二112,两横梁二112的长度方向垂直于两横梁一111的长度方向,且各横梁二112的两端分别固接于两横梁一111相互靠近的一侧。各两横梁一111的两端的位置处均竖直设置有调节支脚113,各调节支脚113的调节杆均螺纹连接于底架11。使用时,可以转动各调节支脚113的调节杆,从而调节各调节支脚113的高度,进而保证底架11的在不同地面的平稳性。
[0044]
立架12呈竖直设置的矩形框架结构,立架12包括多根下端固接于底架11上侧的立杆121以及多根水平固接于相邻立杆121之间的横杆二,多根立杆121的上端固接有水平设置的支撑板123,支撑板123呈矩形结构。
[0045]
称重组件2包括水平固接于支撑板123上侧一端的称重器21,称重器21的上侧水平设置有能够沿竖直方向往复运动的称重板22(此处为现有技术不再赘述),称重板22位于支撑板123一端的位置,称重板22的长度方向垂直于支撑板123的长度方向,称重板22的两侧均设置有挡料板23,挡料板23的下端均固接于称重板22,且两挡料板23的上端均趋向相互远离的方向倾斜设置。使用时,将焊条直接置于称重板22上,即可对焊条进行称重,且采用称重板22两侧的挡料板23,能够避免称重板22上侧的焊条滚落,保证称重的完成。
[0046]
底架11对应立架12靠近称重板22的一端水平固接有支撑块13,承接组件3包括竖直设置于支撑块13上侧的举升缸31,举升缸31的伸缩杆朝上设置,且举升缸31的下端铰接于支撑块13,举升缸31的伸缩杆上端固接于水平设置的承接杆311,承接杆311的长度方向垂直于支撑板123的长度方向,承接板33的两端均竖直固接有承接柱32,支撑板123端部对应两承接柱32的位置均延伸出立架12并分别固接有竖直设置的滑套14,承接柱32分别竖直穿过对应的滑套14,且均滑移连接于对应的滑套14。工作时,举升缸31带动伸缩杆延伸能够推动承接杆311沿竖直方向运动,从而能够带动两承接柱32在滑套14内沿竖直方向运动。
[0047]
两承接柱32的上端均固接有水平设置的承接板33,承接板33的长度方向与称重板22的长度方向相同,且两承接板33分别设置于称重板22两端的位置。各承接板33的两侧均设置有限位板34,两限位板34的下端均固接于承接板33,两限位板34的上端均趋向相互远
离方向倾斜设置,靠近支撑板123的一限位板34的上端均固接有导向板35,导向板35的上端均趋向靠近支撑板123的方向倾斜设置。工作时,将焊条称重设备置于焊条传送装置的出料端,并使焊条称重设备导向板35位于传送装置的出料端下侧,当加工完成的焊条从传送装置传送出后,将直接落至两承接板33的上侧,通过两限位板34可以对焊条进行限位,避免焊条从承接板33上散落,采用的导向板35能够减缓焊条的下落速度,使焊条均匀下料。
[0048]
本申请实施例一种焊条称重组设备的实施原理为:工作时,将焊条称重设备置于焊条传送装置的出料端,使承接板33的长度方向、称重板22的长度方向均与待下落焊条的长度方向相同,并使焊条称重设备远离支撑板123一端的导向板35位于传送装置的出料端下侧,当加工完成的焊条从焊条的传送装置落下后,将直接落沿导向板35滚落至两承接板33的上侧水平设置,此时,承接板33上侧的焊条将通过限位板34进行限位,避免焊条滚落。
[0049]
当承接板33上的焊条落至一定数量后,通过举升缸31带动伸缩杆回缩,从而带动承接板33向下运动,进而能够带动焊条向下运动,进而使焊条的中部通过称重板22进行承接,然后,举升缸31继续向下运动,使承接板33脱离抵接焊条,此时焊条所有重量完全积压于称重板22上,且称重板22两侧的挡料板23避免焊条滚落,称重器21即可对焊条进行称重。
[0050]
当称重结束后,再次通过举升缸31带动伸缩杆延伸,即可通过承接板33将称重板22上侧的焊条举升至脱离称重板22,此时即可方便的将称重结束的焊条取出,实现焊条的自动称重,节省人工,提升效率。
[0051]
实施例2
[0052]
参照图2和图3,本实施例与实施例1的不同之处在于:承接柱32的上端均铰接于承接板33的下侧中部,承接柱32靠近支撑板123的一侧均设置有推拉元件,本实施例中推拉元件设置为推拉缸321,推拉缸321的下端铰接于承接柱32,且推拉缸321的伸缩杆铰接于承接板33靠近支撑板123的一侧。推拉缸321带动伸缩杆收缩能够带动承接板33趋向支撑板123的方向转动,从而使承接板33趋向支撑板123方向倾斜设置。
[0053]
各承接板33的上侧均设置有缓冲元件,缓冲元件包括设置为两限位板34之间的弹性板331,弹性板331可以为弹性钢带制成。各承接板33两侧的限位板34上均水平开设有通槽341,弹性板331的一端穿设过一限位板34的通槽341并固接于该限位板34,且弹性板331的另一端穿设过另一限位板34的通槽341并固接有挡凸332,挡凸332与通槽341配合,能够防止弹性板331固接有挡凸332的一端回缩至两限位板34之间。
[0054]
两承接板33相互远离的一端均设置有端挡板36,两端挡板36的下端分别固接于对应的承接板33,其两端挡板36的上端均趋向相互远离的方向倾斜设置。
[0055]
实施例2的实施原理为:当焊条从焊条传送装置落下至两承接板33上侧时,将直接落至两承接板33上侧的弹性板331上,弹性板331受压将逐渐向下弯折,实现焊条的缓冲,且采用挡凸332能够保证弹性板331的端部能够始终位于两导向板35之外,同时,在焊条的下落过程中,两倾斜设置的端挡板36,也能够给焊条的两端进行限位,从而保证焊条的整齐整理,避免焊条的滑落。然后,当承接板33向下运动时,弹性板331上侧的焊条也将直接落至称重板22,直至焊条完全脱离弹性板331,弹性板331因自身的弹性复位,焊条也将通过称重板22进行称重。
[0056]
称重完成后,承接板33再次上升,通过弹性板331上升托举称重板22上侧的焊条上升至脱离称重板22,然后,通过推拉缸321带动伸缩杆回缩,即可带动承接板33转动,从而将
称重完成的焊条送出承接架,然后,推拉缸321复位,重新等待承接下一批焊条的落料,弹性板331也将因自身的弹性形变趋向水平状态恢复,等待焊条的下落,从而实现焊条下落时的缓冲,整理以及出料。
[0057]
实施例3
[0058]
参照图4和图5,本实施例与实施例1的不同之处在于,立架12的一侧固接有固定柱4,固定柱4的长度方向与承接板33的长度方向相同,固定柱4上套设有承接筒5,承接筒5与固定柱4的轴线处于同一直线,且承接筒5沿固定柱4的轴线方向滑移连接于固定柱4,承接筒5为锥形筒,且承接筒5靠近承接板33的一端直径小于另一端直径,承接筒5孔径较小的一端固接有与承接筒5同轴线的凸环51,承接筒5上套设有若干弹性环6,弹性环6均为c型环,且由于弹性环6的弹性作用以及承接筒5的锥形面,能够时若干弹性环6沿承接筒5的轴线方向以凸环51为起点依次排列套设于承接筒5轴线,而采用的凸环51能够在常态下保证套设于承接筒5孔径较小一端的弹性环6无法直接从承接筒5上滑落。
[0059]
参照图5和图6,承接筒5内固接有凸环51的一端设置有多根摆动板52,多根摆动板52以承接筒5的轴线为中心均匀设置,各摆动板52的端部均铰接于承接筒5内壁,且各摆动板52铰接于承接筒5内壁的一端均固接有与承接板33长度方向相同的勾板521,勾板521延伸过凸环51位置并位于抵接凸环51的一弹性环6下侧,承接筒5对应勾板521的位置均沿承接筒5的轴线方向开设有勾槽,趋向承接筒5的轴线方向转动各摆动板52,能够使各勾板521趋向远离承接筒5轴线的方向转动,从而通过勾板521勾住承接筒5上抵接于凸环51的弹性环6,并撑开该弹性环6,使该弹性环6越过凸环51并沿多根摆动板52滑落。
[0060]
多根摆动板52靠近承接筒5轴线的一侧均铰接有摆动杆53,各摆动杆53的另一端均与固定柱4铰接,固定柱4一侧固接有往复元件,本实施例中往复元件为往复缸41,往复缸41的轴线方向与固定柱4的轴线方向相同,且往复缸41的伸缩杆固接于承接筒5。往复缸41带动伸缩杆延伸能够带动承接筒5沿固定柱4的轴线方向滑移,且随承接筒5的滑移,能够带动各摆动杆53转动,从而实现摆动板52的同步转动。
[0061]
实施例3的实施原理为:当焊条落至承接板33后,通过往复缸41推动承接筒5趋向承接板33方向运动,从而能够使承接筒5孔径较小一端的摆动板52套设于承接板33上多根焊条的一端,同时,随承接筒5的运动,固定柱4固定不动,各摆动杆53转动带动各摆动板52趋向承接筒5的轴线方向转动,从而能够带动勾板521趋向远离承接筒5轴线的方向转动,从而通过勾板521勾住承接筒5上抵接凸环51的弹性环6,并撑开该弹性环6,使该弹性环6越过凸环51并沿多根倾斜设置的摆动板52滑落至多根焊条的一端,此时弹性环6通过自身的弹性,将直接套设于多根焊条,实现多根焊条的箍设,避免多根焊条散落,便于后续焊条的测量;
[0062]
与此同时,往复缸41带动伸缩杆回缩,带动承接筒5趋向反向运动,摆动杆53再次摆动带动摆动板52复位,从而可以带动勾板521复位,重新回缩至承接筒5内部,此时,套设于承接筒5上的弹性环6也将通过自身弹性自动向下滑移,从而使一弹性环6再次抵接于凸环51,等待下次焊条的下落,保证了焊条的整理箍设,避免焊条散落。
[0063]
实施例四,本实施例与实施例一的差别在于:
[0064]
参照图7和图8,承接板33的两侧均固接有限位板34,靠近支撑板123的限位板34上端固接有倾斜设置的导向板35,导向板35上端趋向靠近支撑板123的方向倾斜设置,另一限
位板34的上侧设置有转动板37,转动板37与对应限位板34之间固定有合页371,合页371位于限位板34远离支撑板123的一侧。转动板37通过合页371能够以对应限位板34的上端为中心转动,当转动板37转动至与导向板35的倾斜方向相同时,能够便于焊条从导向板35进入两限位板34之间的承接板33上侧,并防止承接板33上侧的焊条在下落过程中从两限位板34上侧弹出,当转动板37转动至趋向远离导向板35方向倾斜时,能够便于两焊条从两限位板34之间取下。
[0065]
支撑板123的两侧均设置有摆杆一16,摆杆一16的长度方向与支撑板123的长度方向相同,支撑板123两侧远离称重板22的一端均固接有轴线方向垂直于支撑板123的铰接柱15,两摆杆一16远离称重板22的一端分别铰接于两铰接柱15,两摆杆一16与两承接板33之间均设置有摆杆二17,两摆杆二17的一端分别铰接于两承接板33相互远离的一端,且两摆杆二17的另一端分别铰接于两对应摆杆一16的中部。当两承接柱32推动承接板33沿竖直方向运动时,能够带动拖动两摆杆二17向上或向下运动并转动,从而带动摆杆一16以铰接柱15为中心转动。
[0066]
转动板37远离导向板35的一侧固接有连杆372,连杆372垂直于转动板37所位于的平面。连杆372远离转动板37的一端与摆杆一16远离铰接柱15的一端之间设置有摆杆三18,摆杆三18的一端铰接于连杆372,且摆杆三18的另一端铰接于摆杆一16。当摆杆一16向上转动时,能够推动摆杆三18向上运动并转动,从而能够通过连杆372推动转动板37趋向导向板35方向转动,当摆杆一16向下转动时,能够拖动摆杆三18向下运动并转动,从而能够通过连杆372拖动转动板37趋向远离导向板35的方向转动。
[0067]
实施例的实施原理为:工作时,将焊条称重设备置于焊条传送装置的出料端,使承接板33的长度方向、称重板22的长度方向均与待下落焊条的长度方向相同,并使焊条称重设备的导向板35位于传送装置的出料端下侧,然后,通过举升缸31推动承接杆311上升带动两承接柱32上升,能够推动两承接板33向上运动,与此同时,当承接板33沿竖直向上运动时,能够带动拖动两摆杆二17向上运动并转动,从而带动摆杆一16以铰接柱15为中心向上转动。进而推动摆杆三18向上运动并转动,再通过连杆372推动转动板37趋向导向板35方向转动,使转动板37转动至与导向板35的倾斜方向相同,此时,焊条从焊条的传送装置落下后,能够沿导向板35落至两限位板34之间的承接板33上侧,且转动板37能够防止承接板33上侧的焊条在下落过程中从两限位板34上侧弹出。
[0068]
当承接板33上的焊条落至一定数量后,通过举升缸31带动伸缩杆回缩,从而带动承接板33向下运动,进而能够带动焊条向下运动,进而使焊条的中部通过称重板22进行承接,然后,举升缸31继续向下运动,使承接板33脱离抵接焊条,此时焊条所有重量完全积压于称重板22上,且称重板22两侧的挡料板23避免焊条滚落,称重器21即可对焊条进行称重。
[0069]
与此同时,在承接板33向下运动过程中,将带动摆杆二17向下运动并转动,进而带动摆杆一16以铰接柱15为中心向下转动,进而能够带动摆杆三18向下运动并转动,从而通过连杆372拖动转动板37趋向远离导向板35的方向转动,从而使两导向板35的上侧敞口设置,便于焊条的称重以及焊条从承接板33上取出。
[0070]
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 焊条

 热门咨询
热门咨询




tips