
 商标分类
商标分类  商标转让
商标转让 
一种喷吹罐底部的流态化装置的制作方法
 2021-02-19 01:02:06|
2021-02-19 01:02:06| 244|
244| 起点商标网
起点商标网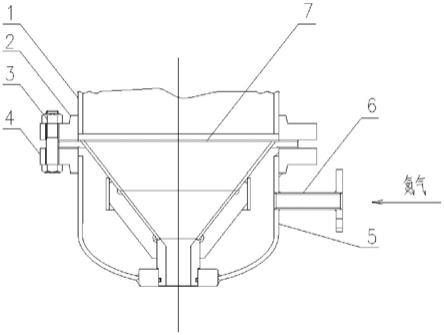
[0001]
本实用新型属于气力输送喷吹技术领域,特别是涉及一种喷吹罐底部的流态化装置。
背景技术:
[0002]
现有的喷吹系统喷吹罐底部一般都配置流态化装置,通过通入气体使喷吹罐内粉剂悬浮,达到稳定输送的效果。传统的底部流态化装置为一圈环管内开多个管口,用支管将管口与喷吹罐底部罐壁上的多个喷咀焊接。环管上设置有一个进气口,进入的流态化气体通过环管分配到各个支管进入到喷吹罐底部喷咀内,对罐内粉剂进行流态化作用。然而粉粒物料在流态化过程中,流态化喷咀常被粉粒物料堵住,喷吹速度越来越小,造成内部堆积,导致出料口堵塞。且现有的流态化装置结构不合理,喷咀点数量有限,对于直径较大的喷粉罐而言,经常出现局部流态化效果差,造成粉料搭桥、板结的现象,容易导致下粉不顺畅,喷吹不稳定,甚至发生堵塞。
技术实现要素:
[0003]
本实用新型的目的在于提供一种喷吹罐底部的流态化装置,克服了喷吹速度越来越小,造成内部堆积,导致出料口堵塞等问题;能够顺利完成喷吹物料输送,降低喷吹故障率,且结构合理、安装方便。
[0004]
本实用新型为解决其技术问题所采用的技术方案是:
[0005]
本实用新型包括喷吹罐1、喷吹罐底部连接法兰2、连接螺栓3、流态化装置连接法兰4、气室壳体5、进气管6、锥形流态化元件7;喷吹罐1底部气室壳体(5)锥形流态化元件(7)通过喷吹罐底部连接法兰(2)连接螺栓(3)流态化装置连接法兰(4)装配在一起,进气口(6)与气室壳体(5)焊接。
[0006]
锥形流态化元件7包括环板71、上部支撑板72、下部金属烧结网板73、挡风板74、支撑板75、下料口76、密封圈77;锥形流态化元件7可以单独制作。上部支撑板72由板材整体卷制成锥台型后,锥台型上部与环板71边缘焊接在一起,底部与下部金属烧结网板73焊接在一起,下部金属烧结网板73为多层不锈钢丝烧结而成,下部金属烧结网板73底部与下料口76焊接。挡风板74与上部支撑板72焊接,避免进气直接吹到下下部金属烧结网板73上;支撑板75与上部支撑板72、下部金属烧结网板73、下料口76焊接;下料口76外加工有密封槽,槽内嵌入橡胶密封圈77。
[0007]
锥形流态化元件7上部环板71夹在喷吹罐底部连接法兰2流态化装置连接法兰4之间,锥形流态化元件7下部的下料口76插入到气室壳体5后通过密封圈77密封。喷吹罐1与锥形流态化元件7、气室壳体5装配在一起。
[0008]
本实用新型的有益效果是,结构合理、安装方便,锥形设计便于保证粉粒物料的安息角,保证了下料速度、避免流态化元件被堵,降低了喷吹故障。采用不锈钢丝烧结网板避免流态化元件被堵,提高了喷吹稳定性。
附图说明
[0009]
下面结合附图和实施例对本实用新型进一步说明。
[0010]
图1为本实用新型的结构示意图。其中,喷吹罐1、喷吹罐底部连接法兰2、连接螺栓3、流态化装置连接法兰4、气室壳体5、进气管6、锥形流态化元件7。
[0011]
图2为锥形流态化元件结构示意图。其中,环板71、上部支撑板72、下部金属烧结网板73、挡风板74、支撑板75、下料口76、密封圈77。
具体实施方式
[0012]
在图1所示实施例中,喷吹罐1底部气室壳体5锥形流态化元件7通过喷吹罐底部连接法兰2连接螺栓3流态化装置连接法兰4装配在一起,进气口6与气室5焊接。
[0013]
上部支撑板72由板材整体卷制成锥台型后,锥台型上部与环板(71)边缘焊接在一起,底部与下部金属烧结网板73焊接在一起,下部金属烧结网板73为多层不锈钢丝烧结而成,下部金属烧结网板73底部与下料口76焊接。挡风板74与上部板72焊接,避免进气直接吹到下烧结网板73上,支撑板75与上部支撑板72、下部金属烧结网板73、下料口76焊接,下料口76外加工有密封槽,槽内嵌入橡胶密封圈77。锥形流态化元件7上部环板71夹在喷吹罐底部连接法兰2气室连接法兰4之间,锥形流态化元件7下部的下料口76插入到气室壳体5后通过密封圈77密封。
[0014]
氮气通过进气口6进入气室壳体5内,气体由挡风板74缓冲后充满气室,再通过下部金属烧结网板73进入喷吹罐内,使内部粉剂处于流态化状态,促进物料从下料口76进入喷吹管路。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 焊接法兰

 热门咨询
热门咨询




tips