
 商标分类
商标分类  商标转让
商标转让 
楼层板的制作方法
 2021-02-18 14:02:39|
2021-02-18 14:02:39| 273|
273| 起点商标网
起点商标网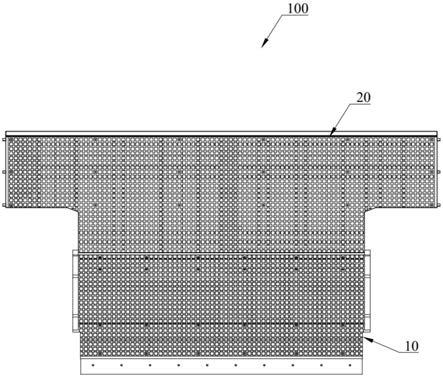
[0001]
本实用新型涉及一种楼层板,具体涉及一种适用于自动扶梯或自动人行道的楼层板。
背景技术:
[0002]
楼层板是自动扶梯或自动人行道运动部件与建筑物的地面连接的过渡部件。
[0003]
现有的楼层板通常采用表面蚀刻或不锈钢冲压形成正面防滑结构。表面蚀刻采用蚀刻药水通过化学腐蚀的方法制作,生产过程中会产生大量污水和有害物质,对环境造成污染较大。而不锈钢冲压方式其形成的纹理防滑性能不足,且不锈钢冲压方式采用薄板加工其强度不足,需要额外背板支撑以增加强度,产品组装复杂,可靠性不足。
技术实现要素:
[0004]
为了解决现有技术的不足,本实用新型提供了一种楼层板,在支撑背板上一体成型防滑结构,强度高,防滑性能优异,可靠性高。
[0005]
一种楼层板,包括:通过一次性压铸成型的踏板主体;踏板主体包括:踏板主体本体和踏板主体加强嵌件;踏板主体加强嵌件内嵌于踏板主体本体的内部并横贯踏板主体本体;踏板主体加强嵌件形成有在压铸过程中允许合金液流过的多个踏板主体加强嵌件流通孔;踏板主体加强嵌件流通孔为通孔;踏板主体加强嵌件设有用于将踏板主体加强嵌件固设在模具内的踏板主体加强嵌件定位结构。
[0006]
进一步地,踏板主体加强嵌件定位结构为踏板主体加强嵌件定位孔;踏板主体加强嵌件定位孔的数目为多个;多个踏板主体加强嵌件定位孔沿踏板主体加强嵌件的延伸方向排布。
[0007]
进一步地,踏板主体还包括:踏板主体加强嵌件定位棒;踏板主体加强嵌件定位孔设置于踏板主体加强嵌件的一侧;踏板主体加强嵌件定位棒与踏板主体加强嵌件的另一侧抵接。
[0008]
进一步地,踏板主体加强嵌件定位棒的材料与踏板主体本体的材料相同。
[0009]
进一步地,踏板主体本体形成有踏板主体固定孔;踏板主体固定孔连通踏板主体加强嵌件定位孔。
[0010]
进一步地,踏板主体加强嵌件定位孔的中心线穿过踏板主体加强嵌件定位棒和踏板主体固定孔。踏板主体加强嵌件定位棒、踏板主体加强嵌件定位孔和踏板主体固定孔沿一条直线排布。
[0011]
进一步地,踏板主体加强嵌件定位孔的孔深方向、踏板主体加强嵌件流通孔的孔深方向和踏板主体加强嵌件贯穿踏板主体本体的方向相互垂直;踏板主体加强嵌件定位孔的孔深方向平行于踏板主体的厚度方向;踏板主体加强嵌件流通孔的孔深方向垂直于踏板主体的厚度方向。
[0012]
进一步地,踏板主体加强嵌件定位孔的孔深方向垂直于踏板主体加强嵌件流通孔
的孔深方向。
[0013]
进一步地,踏板主体本体的正面设有防滑结构;踏板主体本体的背面设有加强筋;踏板主体加强嵌件呈长条状,被包裹在加强筋内。加强筋形成踏板主体固定孔。
[0014]
进一步地,楼层板还包括:形成有或安装有梳齿结构通过一次性压铸成型的梳齿支撑板;梳齿支撑板连接至踏板主体;梳齿支撑板包括:梳齿支撑板本体和梳齿支撑板加强嵌件;梳齿支撑板加强嵌件内嵌于梳齿支撑板本体的内部。
[0015]
进一步地,梳齿支撑板加强嵌件设有在压铸过程中允许合金液流过的梳齿支撑板加强嵌件流通孔;梳齿支撑板加强嵌件流通孔为通孔。
[0016]
进一步地,梳齿支撑板加强嵌件设有用于将梳齿支撑板加强嵌件固设在模具内的梳齿支撑板加强嵌件定位孔;梳齿支撑板加强嵌件定位孔为通孔。
[0017]
进一步地,梳齿支撑板加强嵌件为折弯的板状结构;梳齿支撑板加强嵌件部分外露于梳齿支撑板的厚度方向上的梳齿支撑板本体的两侧的至少一侧。进一步地,板状结构的厚度方向上,梳齿支撑板加强嵌件定位孔和梳齿支撑板加强嵌件流通孔贯穿梳齿支撑板加强嵌件。
[0018]
进一步地,梳齿支撑板加强嵌件与踏板主体加强嵌件的结构相同。
[0019]
一种楼层板,包括:通过一次性压铸成型的踏板主体和形成有或安装有梳齿结构通过一次性压铸成型的梳齿支撑板;梳齿支撑板连接至踏板主体;踏板主体包括:踏板主体本体和踏板主体加强嵌件;踏板主体加强嵌件内嵌于踏板主体本体的内部并横贯踏板主体本体;梳齿支撑板包括:梳齿支撑板本体和梳齿支撑板加强嵌件;梳齿支撑板加强嵌件内嵌于梳齿支撑板本体的内部并横贯梳齿支撑板本体;踏板主体加强嵌件设有用于将踏板主体加强嵌件固设在模具内的踏板主体加强嵌件定位结构;梳齿支撑板加强嵌件设有用于将梳齿支撑板加强嵌件固设在模具内的梳齿支撑板加强嵌件定位结构。
[0020]
本实用新型的有益之处在于,承载强度高,刚度高、整体刚度性能好,防滑性能优异,可靠性高。
[0021]
采用钢铝复合结构,利用加强嵌件提升强度,一次性压铸生产工艺获得复杂平面,加工方便,承载强度高,防滑性能优异。不需要组装冲压板以及背板,梳齿支撑板和踏板主体均通过压铸一体成型强度高,可靠性高,防滑性能优异。不需要通过蚀刻方式制作正面防滑结构污染小。
附图说明
[0022]
图1是本实用新型的楼层板的踏板主体和梳齿支撑板组合后的示意图;
[0023]
图2是图1中的楼层板的踏板主体的正视图;
[0024]
图3是图2中的踏板主体的后视图;
[0025]
图4是图2中的踏板主体沿a-a线的剖视图;
[0026]
图5是图4中结构的局部放大图;
[0027]
图6是图2中的踏板主体沿b-b线的剖视图;
[0028]
图7是图6中结构的局部放大图;
[0029]
图8是图1中楼层板的梳齿支撑板安装梳齿支撑结构的正视图;
[0030]
图9是图8中结构的后视图;
[0031]
图10是图8中结构沿c-c线的剖视图;
[0032]
图11是图10中结构的局部放大图;
[0033]
图12是图1中楼层板的踏板主体的加工方法的流程图;
[0034]
图13是图1中楼层板的梳齿支撑板加工方法的流程图。
[0035]
楼层板100,梳齿支撑板10,梳齿支撑板加强嵌件11,梳齿支撑板加强嵌件定位孔111,梳齿支撑板加强嵌件流通孔112,梳齿支撑板本体12,梳齿支撑板加强嵌件定位棒121,梳齿支撑板本体固定孔122,踏板主体20,踏板主体加强嵌件21,踏板主体加强嵌件流通孔211,踏板主体加强嵌件定位孔212,踏板主体本体22,踏板主体加强嵌件定位棒221,踏板主体固定孔222。
具体实施方式
[0036]
以下结合附图和具体实施例对本实用新型作具体介绍。
[0037]
如图1至图13所示,一种楼层板100,包括:踏板主体20。作为一种具体的实施方式,踏板主体20通过一次性压铸成型。
[0038]
作为一种优选的实施方式,踏板主体20包括:踏板主体本体22和踏板主体加强嵌件21。踏板主体加强嵌件21内嵌于踏板主体本体22的内部。具体而言,踏板主体加强嵌件21横贯踏板主体本体22。更具体而言,在长度方向上,踏板主体加强嵌件21横贯踏板主体本体22,在长度方向上保持整体性具有较高的强度。踏板主体加强嵌件21的数目为若干个。若干个踏板主体加强嵌件21并排设置。具体而言,踏板主体加强嵌件21的数目为3。作为可选的实施方式,踏板主体加强嵌件的数目可以根据需要设置成1个、2个或多个。
[0039]
作为一种优选的实施方式,踏板主体加强嵌件21形成有多个踏板主体加强嵌件流通孔211。踏板主体加强嵌件流通孔211在压铸过程中允许合金液流过。踏板主体加强嵌件流通孔211为通孔。踏板主体20为铝合金压铸制品,则合金液为铝合金液。而踏板主体加强嵌件21为钢材料制成的加强件。踏板主体加强嵌件定位结构等间距排布。踏板主体加强嵌件流通孔211等间距排布。相邻两个踏板主体加强嵌件定位结构之间均设有若干个踏板主体加强嵌件流通孔211。
[0040]
模具内高温的铝合金液穿过踏板主体加强嵌件流通孔211提供了模流通道便于快速填充模腔。在冷却时,由于合金液填充了踏板主体加强嵌件流通孔211,成型后踏板主体本体22通过踏板主体加强嵌件流通孔211穿过踏板主体加强嵌件21,从而使得踏板主体本体22和踏板主体加强嵌件21进一步连接成统一的整体,降低在冷却过程中由于材料不同冷却速率以及收缩率的影响对产品质量的影响,挺高产品的成品的合格率。
[0041]
作为一种优选的实施方式,踏板主体加强嵌件21设有用于将踏板主体加强嵌件21固设在模具内的踏板主体加强嵌件定位结构。
[0042]
作为一种具体的实施方式,踏板主体加强嵌件定位结构的数目为多个。多个踏板主体加强嵌件定位结构沿踏板主体加强嵌件21的延伸方向排布。具体而言,踏板主体加强嵌件定位结构为踏板主体加强嵌件定位孔212。通过支架件插入至踏板主体加强嵌件定位孔212内将踏板主体加强嵌件21限定在模具的指定位置。更具体而言,踏板主体20还包括:踏板主体加强嵌件定位棒221。踏板主体加强嵌件定位棒221和支架件共同将踏板主体加强嵌件21限定在模具的指定位置。
[0043]
踏板主体本体22形成有踏板主体固定孔222。踏板主体加强嵌件定位孔212设置于踏板主体加强嵌件21的一侧。踏板主体加强嵌件定位孔212为盲孔。踏板主体固定孔222连通踏板主体加强嵌件定位孔212。踏板主体加强嵌件定位孔212的中心线穿过踏板主体加强嵌件定位棒221和踏板主体固定孔222。踏板主体加强嵌件定位棒221、踏板主体加强嵌件定位孔212和踏板主体固定孔222沿一条直线排布。踏板主体加强嵌件定位棒221和支架件从两侧夹持踏板主体加强嵌件21有助于保持踏板主体加强嵌件21的固定,防止受模流的冲击脱离位置。踏板主体加强嵌件定位棒221避免踏板主体加强嵌件21向踏板主体20的正面移动保证踏板主体20在踏板主体加强嵌件21的正面的肉厚。踏板主体加强嵌件定位棒221的材料与踏板主体本体22的材料相同。
[0044]
作为可选的实施方式,踏板主体加强嵌件定位结构也可以不设置为孔。例如踏板主体加强嵌件定位结构设置为柱体,柱体插入至支架内进行定位。由支架形成于柱体配合的结构对踏板主体加强嵌件定位。即踏板主体加强嵌件定位结构为可以与模具配合将踏板主体加强嵌件21限定在模具的指定位置的结构。踏板主体加强嵌件定位结构可以位于踏板主体加强嵌件的上下两端也可以位于踏板主体加强嵌件的左右两端。
[0045]
作为一种优选的实施方式,踏板主体加强嵌件定位孔212的孔深方向、踏板主体加强嵌件流通孔211的孔深方向和踏板主体加强嵌件21贯穿踏板主体本体22的方向相互垂直。踏板主体加强嵌件定位孔212的孔深方向平行于踏板主体20的厚度方向。踏板主体加强嵌件流通孔211的孔深方向垂直于踏板主体20的厚度方向。踏板主体加强嵌件定位孔212的孔深方向垂直于踏板主体加强嵌件流通孔211的孔深方向。踏板主体加强嵌件定位孔212的孔深方向、踏板主体加强嵌件流通孔211的孔深方向和踏板主体加强嵌件21贯穿踏板主体本体22的方向的设置,增加踏板主体加强嵌件21的位置稳定性减少模流对踏板主体加强嵌件21冲击的影响,并尽可能的增加了踏板主体20的强度。
[0046]
作为一种具体的实施方式,踏板主体本体22的正面设有防滑结构。踏板主体本体22的背面设有加强筋。踏板主体加强嵌件21呈长条状,被包裹在加强筋内。加强筋形成踏板主体固定孔222。产品成型后可以根据需要考虑是否填充踏板主体固定孔222。
[0047]
在踏板主体加强嵌件21贯穿踏板主体本体22的方向上,踏板主体加强嵌件21的两端从踏板主体本体22的两端外露。踏板主体加强嵌件21的长度方向上的两端从踏板主体本体22外露。可以根据需要切除外露的部分或不切除外露的部分。
[0048]
作为一种优选的实施方式,楼层板100还包括:梳齿支撑板10。
[0049]
梳齿支撑板10通过一次性压铸成型。梳齿支撑板10安装有梳齿结构。即梳齿结构独立于梳齿支撑板,此时梳齿结构也可以称为梳齿板。可以是直接安装即梳齿结构直接固定至梳齿支撑板。也可以是间接安装,例如梳齿结构通过中间零件即梳齿支撑结构安装到梳齿支撑板。梳齿支撑结构可以实现梳齿结构的同一安装。采用安装的方式,方便根据需要适配不同的梳齿结构,同样有助于梳齿结构的维修和更换,在更换维修时只需要更换部分结构而不需要更换整体。
[0050]
作为一种可选的实施方式,梳齿结构由梳齿支撑板形成即梳齿结构作为梳齿支撑板的一部分。减少了零件数量,减少了装配过程,加快了生产效率。
[0051]
梳齿支撑板10连接至踏板主体20。梳齿支撑板10连接至踏板主体20的一端。梳齿结构设置于梳齿支撑板10的另一端。梳齿支撑板10和踏板主体20可以采用搭接的方式连
接。可以是梳齿支撑板的端部搭在踏板主体的端部的上方,也可以是踏板主体的端部搭在梳齿支撑板的端部的上方。可以在梳齿支撑板和踏板主体的搭接位置设置凸块以增加搭接长度提升可靠性。具体而言,在两个搭接零件中位于下方的零件上增加凸块。例如,踏板主体的端部搭在梳齿支撑板的端部的上方,即梳齿支撑板的端部位于下方则在梳齿支撑板的端部上增加凸块。具体而言,凸块的数目为3。
[0052]
可以根据需要在踏板主体20远离梳齿支撑板10的一端进行搭接以增加长度。作为可选的实施方式,增加长度的搭接段也可以作为踏板主体的一部分一体成型。
[0053]
作为一种优选的实施方式,梳齿支撑板10包括:梳齿支撑板本体12和梳齿支撑板加强嵌件11。梳齿支撑板加强嵌件11内嵌于梳齿支撑板本体12的内部。梳齿支撑板加强嵌件11横贯梳齿支撑板本体12。具体而言,在长度方向上,梳齿支撑板加强嵌件11横贯梳齿支撑板本体12,长度方向上采用整体式结构有助于保持较高的强度。
[0054]
梳齿支撑板本体12和踏板主体本体22的材料相同均为铝合金。而梳齿支撑板加强嵌件11和踏板主体加强嵌件21材料相同均为钢件。具体而言,梳齿支撑板加强嵌件11和踏板主体加强嵌件21为高强度结构钢。
[0055]
作为一种优选的实施方式,梳齿支撑板加强嵌件11设有用于将梳齿支撑板加强嵌件11固设在模具内的梳齿支撑板加强嵌件定位结构。梳齿支撑板加强嵌件定位结构为孔。也可以称为梳齿支撑板加强嵌件定位孔111。梳齿支撑板加强嵌件定位孔111用于将梳齿支撑板加强嵌件11固设在模具内。梳齿支撑板加强嵌件定位孔111为通孔。可以采用与踏板主体加强嵌件21相同的定位方式,利用支架件插入至梳齿支撑板加强嵌件定位孔111将梳齿支撑板加强嵌件11限定在模具的指定位置。梳齿支撑板10还包括:梳齿支撑板加强嵌件定位棒121。梳齿支撑板加强嵌件定位棒121和支架件共同将梳齿支撑板加强嵌件11限定在模具的指定位置。
[0056]
梳齿支撑板本体12形成梳齿支撑板本体固定孔122。梳齿支撑板加强嵌件定位棒121和梳齿支撑板本体固定孔122位于梳齿支撑板加强嵌件11的两侧。梳齿支撑板加强嵌件定位孔111的中心穿过梳齿支撑板本体固定孔122。梳齿支撑板加强嵌件定位孔111和梳齿支撑板本体固定孔122对齐设置,由一个支架共同穿过两个孔。梳齿支撑板加强嵌件定位棒121采用不与梳齿支撑板本体固定孔122对齐的方式设置。梳齿支撑板加强嵌件11为板状结构。梳齿支撑板加强嵌件定位孔111为通孔。支架可以穿过梳齿支撑板加强嵌件定位孔111并外露增加稳定性。梳齿支撑板加强嵌件定位棒121避免梳齿支撑板加强嵌件11向梳齿支撑板10的正面移动保证梳齿支撑板10在梳齿支撑板加强嵌件11的正面的肉厚。梳齿支撑板加强嵌件定位棒121的材料与梳齿支撑板本体12的材料相同。
[0057]
作为一种优选的实施方式,梳齿支撑板加强嵌件11设有在压铸过程中允许合金液流过的梳齿支撑板加强嵌件流通孔112。梳齿支撑板加强嵌件流通孔112为通孔。模具内高温的铝合金液穿过梳齿支撑板加强嵌件流通孔112提供了模流通道便于快速填充模腔。在冷却时,由于合金液填充了梳齿支撑板加强嵌件流通孔112,成型后梳齿支撑板本体12通过梳齿支撑板加强嵌件流通孔112穿过梳齿支撑板加强嵌件11,从而使得梳齿支撑板本体12和梳齿支撑板加强嵌件11进一步连接成统一的整体,降低在冷却过程中由于材料不同冷却速率以及收缩率的影响对产品质量的影响,挺高产品的成品的合格率。
[0058]
作为一种优选的实施方式,梳齿支撑板加强嵌件11为折弯的板状结构,进一步增
加强度,可以以较薄的厚度满足强度要求。梳齿支撑板加强嵌件11的结构设置可以减少或者说适配较薄的梳齿支撑板10。在板状结构的厚度方向上,梳齿支撑板加强嵌件定位孔111和梳齿支撑板加强嵌件流通孔112贯穿梳齿支撑板加强嵌件11。具体而言,梳齿支撑板加强嵌件定位孔111和梳齿支撑板加强嵌件流通孔112的孔深方向平行。
[0059]
梳齿支撑板加强嵌件11部分外露于梳齿支撑板10的厚度方向上的梳齿支撑板本体12的两侧的至少一侧。或者说,梳齿支撑板加强嵌件11部分外露于梳齿支撑板10的正面和背面中至少一面。具体而言,梳齿支撑板加强嵌件11部分外露于梳齿支撑板10的背面。更具体而言,梳齿支撑板加强嵌件11靠近梳齿支撑板10形成或安装有梳齿结构的一端部分外露于梳齿支撑板10的背面。即增加了梳齿结构安装位置处的强度,还避免了两侧包裹梳齿支撑板10造成两侧的铝合金肉厚较薄,产品质量不稳定的问题。梳齿支撑板加强嵌件11的两端局部外露与梳齿支撑板10的背面和正面,方便利用模具模仁自身对梳齿支撑板加强嵌件11进行定位。
[0060]
作为可选的实施方式,梳齿支撑板加强嵌件可以设置为与踏板主体加强嵌件21的结构相同。安装方式以及定位方式也可以采用与踏板主体加强嵌件21完全相同的方式设置。
[0061]
作为一种具体的实施方式,梳齿支撑板本体12和踏板主体本体22的正面均形成有防滑结构。梳齿支撑板本体12和踏板主体本体22正面的防滑结构可以设置为相同的结构,使正面统一美观。具体而言,防滑结构为网格槽。作为可选的实施方式,防滑结构并不限定为网格槽其可以为其他能实现防滑效果的结构。
[0062]
一种楼层板的加工方法,包括:通过一次性压铸成型踏板主体。
[0063]
通过一次性压铸成型踏板主体包括以下步骤:
[0064]
s101,将铝合金锭放入熔化炉中进行熔炼,熔化后对合金液进行变质、精炼处理,保持合金液的温度。将规定牌号的铝合金锭放入熔化炉中进行熔炼,待铝锭完全熔化后按比例加入规定量的组份元素进行变质、精炼处理,保持铝液温度在680-720℃,并按要求取样进行理化分析,确保组份含量符合比例要求,机械性能满足强度要求。
[0065]
s102,对踏板主体加强嵌件进行预热,将预热后的踏板主体加强嵌件安装至踏板主体模具内。预热升温温度为200-240℃。随后向模具型腔表面喷洒适量的脱模剂。然后将预热过的踏板主体加强筋放入模具内,并按预定方式实施固定,然后进行合模操作。
[0066]
s103,向压铸机液槽中加入冲头润滑剂以避免冲头磨损。采用自动取液机将规定温度下的铝液定量加入压铸机液槽中等待进行压射操作。
[0067]
s104,压铸机向踏板主体模具内压射合金液。
[0068]
s105,进行保压处理,保压完成后开模取出成型的踏板主体模具件。可以采用机器人自动取出踏板主体模具件并有序放置在自动输送机上进行冷却处理。
[0069]
s106,对成型的踏板主体模具件进行冷却处理并去除浇口和渣包获得踏板主体毛坯件。待完全冷却后,由质量检验员对压铸件首件按气泡图进行逐项检验并做好相关记录。从而获得符合质量要求的踏板主体毛坯件。
[0070]
s107,对踏板主体毛坯件进行去毛刺处理后进行去应力处理和时效处理。将踏板主体毛坯件放入热处理炉中加热至180-200℃保温4-5小时,然后随炉冷却。
[0071]
通过一次性压铸成型踏板主体还包括以下步骤:压铸前打开模具,通过压缩空气
高压气流对踏板主体模具型腔内的杂质进行清理。根据踏板主体要求的表面图案形状,预设模仁。将模具按要求组装到位后安装在预定的压铸机上待用。压铸前打开模具,用压缩空气将模具型腔内的杂质清除干净。
[0072]
踏板主体加强嵌件21形成有踏板主体加强嵌件定位孔212。
[0073]
踏板主体模具的静模和动模中的一个包括插入至踏板主体加强嵌件定位孔212内对踏板主体加强嵌件21的一侧进行定位的支架件。
[0074]
踏板主体模具的静模和动模中的另一个安装有与踏板主体加强嵌件21的另一侧进行抵接的踏板主体加强嵌件定位棒221。踏板主体模具件成型后,踏板主体加强嵌件定位棒221成为踏板主体模具件的构成部分。踏板主体加强嵌件定位棒221的材料与压铸机向踏板主体模具内压射的合金液的材料相同。产品成型后,踏板主体加强嵌件定位棒221插入至模仁内的部分成为产品外露的部分。可以采用机加工的方式切除踏板主体加强嵌件定位棒221外露于踏板主体本体22的正面的部分。踏板主体加强嵌件定位棒221的设置保证了避免踏板主体加强嵌件21向踏板主体20的正面移动保证踏板主体20在踏板主体加强嵌件21的正面的肉厚。踏板主体加强嵌件定位棒221的材料与压铸材料相同保证了融合后的可靠性。
[0075]
作为一种具体的实施方式,一种楼层板的加工方法,还包括:通过一次性压铸成型梳齿支撑板。
[0076]
通过一次性压铸成型梳齿支撑板包括以下步骤:
[0077]
s201,将铝合金锭放入熔化炉中进行熔炼,熔化后对合金液进行变质、精炼处理,保持合金液的温度。
[0078]
s202,对梳齿支撑板加强嵌件进行预热,将预热后的梳齿支撑板加强嵌件安装至梳齿支撑板模具内。对梳齿支撑板加强嵌件进行预热后,向模具型腔表面喷洒适量的脱模剂。然后将梳齿支撑板加强嵌件安装至梳齿支撑板模具内。
[0079]
s203,向压铸机液槽中加入冲头润滑剂以避免冲头磨损。
[0080]
s204,压铸机向梳齿支撑板模具内压射合金液。
[0081]
s205,进行保压处理,保压完成后开模取出成型的梳齿支撑板模具件。
[0082]
s206,对成型的梳齿支撑板模具件进行冷却处理并去除浇口和渣包获得梳齿支撑板毛坯件。
[0083]
s207,对梳齿支撑板毛坯件进行去毛刺处理后进行去应力处理和时效处理。
[0084]
通过一次性压铸成型梳齿支撑板包括以下步骤:压铸前打开模具,通过压缩空气高压气流对梳齿支撑板模具型腔内的杂质进行清理。
[0085]
梳齿支撑板加强嵌件在梳齿支撑板模具内的安装方式与踏板主体加强嵌件21在踏板主体模具内的安装方式相同。设置梳齿支撑板加强嵌件定位棒121,采用梳齿支撑板加强嵌件定位棒121和支架件从两侧锁定梳齿支撑板加强嵌件11。
[0086]
作为一种具体的实施方式,若干个预热过的踏板主体加强嵌件平行放置于踏板主体模具内。
[0087]
采用一次性压铸成型的工艺将加强嵌件包裹在铝合金内,形成钢铝复合结构件能够大大提高结构件强度,在制作上可将以前简单型材拼接的产品替换为可一次性成型复杂形状的产品,同时在工艺上相比不锈钢冲压简单易制。可以在结构件表面上形成不同形状的防滑纹路,大大增强了防滑性能。外形美观,安装便捷。
[0088]
以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,上述实施例不以任何形式限制本实用新型,凡采用等同替换或等效变换的方式所获得的技术方案,均落在本实用新型的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips