
 商标分类
商标分类  商标转让
商标转让 
一种自动配料用接料小车的制作方法
 2021-02-18 08:02:43|
2021-02-18 08:02:43| 318|
318| 起点商标网
起点商标网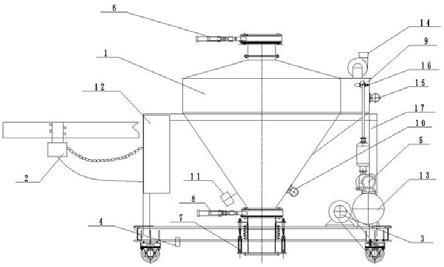
[0001]
本实用新型属于炭素生产设备技术领域,具体涉及一种自动定位、对接、接料、排料、除尘的配料用接料小车。
背景技术:
[0002]
原有高楼部配料系统的接料小车运行方式为手动控制,小车装置的电源均由随车行走的电缆提供,接料时手动操作接料小车到配料秤底下,分别完成人工定位和接料工作,接完干料之后手动操作到混捏锅锅口并对准停车,手动打开接料小车插板进行干料排放到混捏锅。由于接料斗进料口为敞开式,接料时进料口就会冒灰,造成现场作业环境差,还会导致进入混捏锅配料所需的粉子占比不稳定,所需沥青油量不易控制;其次小车电源线和控制线全部固定在牵引架上,随着接料小车由钢丝绳牵动在行走,在行走过程中钢丝绳容易断股、起毛刺刮伤电缆,造成电缆接地容易发生短路故障,更换时需要大量的时间,将会占用正常的配料和接料工作;最后接料小车在排放干料时,粉子容易粘在料斗壁,需要人工敲打接料小车仓壁才可完全排放干净,影响配料效率和增加工作的劳动强度,并且影响产品质量的稳定,针对这种现状提出改造。
技术实现要素:
[0003]
本实用新型所要解决的技术问题是针对现有技术中的缺点而提出一种能够与配料秤和混捏锅下料口自动定位、车载除尘和振动顺利下料的自动配料用接料小车,本实用新型既实现接料小车自动运行,又改善了作业现场环境。
[0004]
为解决本实用新型的技术问题采用如下技术方案:
[0005]
一种自动配料用接料小车,包括机架,所述机架上设置料仓,所述机架上设置位置传感器和驱动机构,所述料仓的进口设置进料翻板阀,所述料仓的出口设置排料翻板阀,所述料仓的出口下端设置对接装置,所述对接装置与物料排入的混捏锅的入料口适配,所述驱动机构、进料翻板阀和排料翻板阀由电控柜控制,所述电控柜由供电单元供电,所述电控柜内还设置plc,所述plc与设置在机架上的位置传感器和驱动机构连接。
[0006]
所述料仓的下部设置物料传感器,所述物料传感器位于排料翻板阀的上方,所述物料传感器接入电控柜的plc上。
[0007]
所述料仓的上部设置除尘装置,所述除尘装置包括安装在料仓上的除尘器,所述除尘器与风机连接,所述除尘器接入电控柜的plc上。
[0008]
还包括设置在机架上储气罐,所述储气罐与车载空压机连接,所述储气罐上设置喷吹阀,所述喷吹阀位于除尘器的布袋中,所述车载空压机的喷吹阀由电控柜中的plc控制。
[0009]
还包括设置在所述机架上的振动装置,所述振动装置包括设置在料仓上部的仓壁振动器和设置在料仓下部的气锤,所述车载空压机为仓壁振动器和气锤的动作提供气源,所述仓壁振动器和气锤由电控柜控制。
[0010]
所述车载空压机还为对接装置、进料翻板阀和排料翻板阀的动作提供气源。
[0011]
所述对接装置为伸缩结构。
[0012]
本实用新型接料小车上设有除尘器装置、进料翻板阀、车载空压机、振动装置、排料翻板阀、伸缩的对接装置。供电单元为接料小车提供动力电源,由于伸缩对接为气缸式,因此需要车载空压机提供动力气源。本实用新型所有干料称配料任务完成后,与位置传感器连接的plc自动控制接料小车行驶到指定位置,即配料秤下方,进行干料称卸料。前提是小车为空车状态,依靠位置传感器完成接料小车和配料秤排料口的定位,确认对接后,打开进料翻板阀,配好的物料通过气动排料阀门排到小车料斗中,同时plc自动启动车载除尘器进行粉尘的收集,依次完成各配料秤的接料工作。小车依据中控室指令信号,接料小车运行至混捏锅下料口进行卸料,同时启动除尘器及仓壁振动器,由于粉子粘性大不容易排出,通过仓壁振动器将除尘器料仓粉料排入小车中,小车上设有气锤,通过气锤的冲击将小车中的物料排入混捏锅中,卸料结束后,小车上的物料传感器将小车空仓信号传输给plc,再通过plc控制除尘器的喷吹阀动作,对除尘器布袋进行吹灰。除尘器布袋吹灰完成之后,排料口气动翻板阀关闭、对接收回,返回起始点开始下一次配料和接料工作。本实用新型减少了操作工的劳动强度,改善了现场作业环境,使得接料小车自动运行接料、排料具有很好的实用价值。
附图说明
[0013]
图1为本实用新型的结构示意图。
具体实施方式
[0014]
以下将结合实施例和附图对本实用新型的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本实用新型的目的、特征和效果。基于实用新型的实例,本领域的技术人员在不付出创造性劳动的前提下所获得的其它实施例,均属于本实用新型保护的范围。
[0015]
如图1所示,1.一种自动配料用接料小车,包括机架17,在机架17上安装料仓1、位置传感器4、驱动机构3、储气罐13、车载空压机5、除尘装置和振动装置。在料仓1的进口安装进料翻板阀6,出口安装排料翻板阀8,料仓1的出口下端安装气缸式伸缩结构的对接装置7,对接装置7与物料排入的混捏锅的入料口适配。料仓1的下部安装物料传感器11,物料传感器11位于排料翻板阀8的上方,物料传感器11和位置传感器4、驱动机构3接入电控柜12的plc上。电控柜12由供电单元2供电。除尘装置包括安装在料仓1上的除尘器9,除尘器9与风机14连接。除尘器9的布袋中安装喷吹阀16,喷吹阀16与储气罐13与车载空压机5连接,车载空压机5的喷吹阀16由电控柜12中的plc控制。振动装置包括设置在料仓1上部的仓壁振动器15和设置在料仓1下部的气锤10,车载空压机5为仓壁振动器15和气锤10、对接装置7、进料翻板阀6和排料翻板阀8的动作提供气源,所述仓壁振动器15和气锤10、车载空压机5由电控柜12控制。
[0016]
本系统工作时,所有物料配料秤称量完毕,plc输出信号驱动接料小车在轨道上行驶到指定位置,即到达配料秤下方向接料小车料仓1中卸料,前提是小车料仓1为空车状态,依靠位置传感器2完成接料小车和配料秤排料口的定位,确认对接后,打开进料翻板阀6,配
好的干料进入到接料小车料仓1内,同时车载除尘器9的风机14进行粉尘的收集,依次完成各配料秤的接料工作后,自动停止车载除尘器9的风机14。接料小车依据中控室指令信号运行至混捏锅进料口进行卸料,再次启动车载除尘器9的风机14和仓壁振动器15,由于粉子粘性大不容易排出,通过仓壁振动器15将除尘器9料仓粉料排入小车中,小车上设有气锤10,通过气锤10的冲击将小车料仓1中的物料排入混捏锅中,接料小车卸料结束后,小车上的物料传感器11将小车空仓信号传输给plc,再通过plc控制车载除尘器9的喷吹阀16动作,对除尘器9的布袋进行清灰,除尘器9、仓壁振动器15和脉冲阀11根据现场实际情况可以设定动作时间及频次,除尘器9布袋清灰完成之后,排料翻板阀11关闭、对接装置7收回,返回起始点开始下一次配料和接料工作。同时消除了接料小车接料和排料时冒灰的现象。
[0017]
当然,本实用新型并不局限于上述实施方式,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可做出等同变形或替换,这些等同的变形或替换均包含在本申请权利要求所限定的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips