
 商标分类
商标分类  商标转让
商标转让 
一种钕铁硼方形块体排坯装置的制作方法
 2021-02-18 08:02:15|
2021-02-18 08:02:15| 310|
310| 起点商标网
起点商标网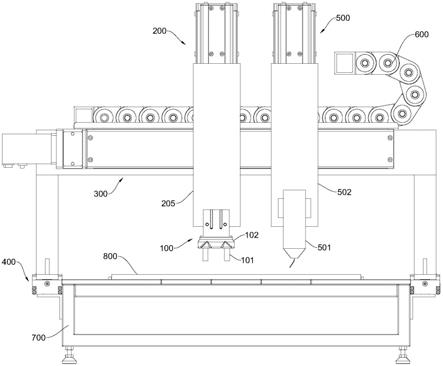
[0001]
本实用新型涉及钕铁硼方形块体排坯技术领域,特别是一种钕铁硼方形块体排坯装置。
背景技术:
[0002]
钕铁硼,是由钕、铁、硼形成的四方晶系晶体,具有极高的磁能积和矫力,同时高能量高密度的优点使钕铁硼永磁材料在现代工业和电子技术中获得广泛应用,从而使仪器仪表、电声电机、磁选磁化等设备的小型化、薄型化成为可能。
[0003]
在钕铁硼生产过程中,钕铁硼方形块体通常需要在排坯板上排放整齐,然后通过胶水与排坯板固定,然后进行后续的多线切割工序,目前的排坯方式通常是通过人工的方式将从上一工序传输过来的钕铁硼方形块体一个一个的摆放在排坯板上,再涂胶在工件与排坯板的贴合处,以将工件固定,这种方式人工劳动强度较大,而且极易因摆放不整齐而影响后续多线切割的进行。
技术实现要素:
[0004]
本实用新型的目的在于克服现有技术的缺点,提供一种降低人工劳动强度,提高摆放整齐度,便于后续多线切割的钕铁硼方形块体排坯装置。
[0005]
本实用新型的目的通过以下技术方案来实现:一种钕铁硼方形块体排坯装置,用于摆放工件的排坯板,包括:
[0006]
用于抓取工件并放置在所述排坯板上的抓取机构;
[0007]
z轴往复运动机构,所述z轴往复运动机构与所述抓取机构固定连接,以带动所述抓取机构沿z轴往复运动;
[0008]
x轴往复运动机构,所述x轴往复运动机构与所述z轴往复运动机构固定连接,以带动所述z轴往复运动机构沿x轴往复运动;
[0009]
y轴往复运动机构,所述y轴往复运动机构与所述x轴往复运动机构固定连接,以带动所述x轴往复运动机构沿y轴往复运动。
[0010]
可选地,还包括涂胶机构,所述涂胶机构与所述z轴往复运动机构固定连接。
[0011]
可选地,所述z轴往复运动机构、x轴往复运动机构和y轴往复运动机构均包括导轨,导轨上设有可沿其滑动的滑块,所述导轨的一端固定连接有电机,电机的输出轴连接有沿导轨长度方向布置的丝杆,所述丝杆与所述滑块通过螺纹连接;所述抓取机构与z轴往复运动机构的滑块固定连接,所述z轴往复运动机构的导轨与所述x轴往复运动机构的滑块固定连接,所述x轴往复运动机构的导轨与所述y轴往复运动机构的滑块固定连接。
[0012]
可选地,所述y轴往复运动机构的数量为两个,且分别设于所述x轴往复运动机构的导轨的两端。
[0013]
可选地,所述x轴往复运动机构的顶部设有拖链线槽,所述拖链线槽与x轴往复运动机构的导轨固定连接。
[0014]
可选地,还包括控制器,所述控制器分别与z轴往复运动机构、x轴往复运动机构、y轴往复运动机构和抓取机构电性连接。
[0015]
本实用新型具有以下优点:
[0016]
本实用新型中,通过设置的抓取机构实现对上一工序传输过来的工件进行抓取,通过设置的z轴往复运动机构、x轴往复运动机构和y轴往复运动机构均实现抓取机构可沿x、y、z三个方向往复运动,从而将抓取机构抓取的工件摆放到排坯板的任意位置,抓取工件后,通过z轴往复运动机构提升抓取机构,再通过x轴往复运动机构和y轴往复运动机构运动到合适位置,即可将工件整齐的摆放在排坯板上。
附图说明
[0017]
为了更清楚地说明本申请实施例的技术方案,下面将对本申请实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
[0018]
图1为本实用新型提供的一种钕铁硼方形块体排坯装置的主视图;
[0019]
图2为本实用新型提供的一种钕铁硼方形块体排坯装置的左视图;
[0020]
图3为本实用新型提供的一种钕铁硼方形块体排坯装置的俯视图;
[0021]
图4为图2中的a-a剖视图;
[0022]
图中:100-抓取机构,101-抓取手指,102-手指气缸,200-z轴往复运动机构,201-导轨,202-滑块,203-电机,204-丝杆,205-第一连接件,206-安装座,300-x轴往复运动机构,301-第二连接件,400-y轴往复运动机构,500-涂胶机构,501-点胶针筒,502-第三连接件,600-拖链线槽,700-工作台,800-排坯板,900-控制器。
具体实施方式
[0023]
下面结合本申请实施例中的附图,对本申请实施例中的技术方案进行描述。
[0024]
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本申请的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
[0025]
实施例一
[0026]
如图1所示,一种钕铁硼方形块体排坯装置,包括排坯板800、抓取机构100、z轴往复运动机构200、x轴往复运动机构300和y轴往复运动机构400。
[0027]
本实施例中,设有工作台700,排坯板800放置在工作台700上,为了防止排坯板800发生位移,可通过螺栓或螺钉与工作台700固定。
[0028]
本实施例中,抓取机构100抓取手指101和手指气缸102,抓取手指101通过螺钉安装在手指气缸102的安装座206上,使用时通过手指气缸102控制抓取手指101的开合,从而对工件抓取或松开。
[0029]
本实施例中,z轴往复运动机构200与抓取机构100固定连接,以带动抓取机构100沿z轴往复运动;x轴往复运动机构300与z轴往复运动机构200固定连接,以带动z轴往复运动机构200沿x轴往复运动;y轴往复运动机构400与x轴往复运动机构300固定连接,以带动x
轴往复运动机构300沿y轴往复运动。
[0030]
具体地,z轴往复运动机构200、x轴往复运动机构300和y轴往复运动机构400均包括导轨201,导轨201通过螺钉安装在安装座206上,导轨201上设有可沿其滑动的滑块202,导轨201的一端固定连接有电机203,电机203的输出轴连接有沿导轨201长度方向布置的丝杆204,丝杆204与滑块202通过螺纹连接。使用时,通过电机203的正(反)转的带动可带动丝杆204正(反)转动,由于丝杆204与滑块202通过螺纹连接,丝杆204的正(反)转动可带动滑块202沿导轨201往复直线运动。
[0031]
为了便于描述,下面将z轴往复运动机构200中各组成部分分别命名为z轴导轨、z轴安装座、z轴滑块、z轴电机和z轴丝杆;将x轴往复运动机构300中各组成部分分别命名为x轴导轨、x轴安装座、x轴滑块、x轴电机和x轴丝杆;将y轴往复运动机构400中各组成部分分别命名为y轴导轨、z轴安装座、y轴滑块、y轴电机和y轴丝杆,容易理解的是,用于安装导轨203的z轴安装座、x轴安装座、y轴安装座具体的形状可根据不同位置来确定。
[0032]
本实施例中,抓取机构100与z轴滑块固定连接,具体地,抓取机构100的手指气缸102通过第一连接件205与z轴滑块固定连接,第一连接件205的一端可通过螺钉与z轴滑块连接,第一连接件205的另一端可通过螺钉与手指气缸102连接。
[0033]
本实施例中,z轴导轨与x轴滑块固定连接,连接方式可为螺钉连接,x轴导轨与y轴滑块固定连接,具体地,x轴安装座与y轴滑块通过第二连接件301连接,
[0034]
第二连接件301的一端通过可通过螺钉与x轴安装座连接,第二连接件301的另一端可通过螺钉与y轴滑块连接。为了保持结构的稳定性,本实施例中y轴往复运动机构400的数量为两个,且分别设于x轴导轨的两端。
[0035]
本实施例中,还包括控制器900,控制器900分别与z轴往复运动机构200、x轴往复运动机构300、y轴往复运动机构400和抓取机构100电性连接,具体地,控制器900与z轴电机、y轴电机、x轴电机和手指气缸102电性连接,控制器900直接从市面采购,例如可选择西门子s7-200型plc控制器900,z轴电机、y轴电机和x轴电机优选伺服电机。
[0036]
使用时,根据抓取机构100的实际位置,通过控制器900控制y轴电机和x轴电机正转或反转,将抓取机构100移动到传输带(图未示)上工件的上方,通过控制器900控制手指气缸102松开抓取手指101,通过控制器900控制z轴电机正转或反转,将抓取机构100下降到合适位置,控制器900控制手指气缸102合拢抓取手指101以夹紧空间;控制器900控制z轴电机正转或反转,将抓取机构100提升,在通过控制器900控制y轴电机和x轴电机正转或反转将抓有工件的抓取机构100移动到排坯板800上方合适位置,下降抓取气缸,并松开抓取手指101,即可将工件放在排坯板800上;如此反复,即可完成工件的整齐排放。
[0037]
本实施例中,x轴往复运动机构300的顶部设有拖链线槽600,拖链线槽600与x轴安装座固定连接,具体地,x轴安装座侧面焊接有线槽座,线槽座顶部设有卡槽,拖链线槽600放置在卡槽内,且拖链线槽600的一端通过螺钉固定在卡槽内,以防止拖链线槽600脱落,拖链线槽600可根据所需尺寸从市面采购。
[0038]
实施例二
[0039]
本实施例在实施例一的基础上设有涂胶机构500,涂胶机构500与z轴往复运动机构200一样,包括导轨201,丝杆204,滑块202,丝杆204连接电机203,滑块202设于导轨201上并与丝杆204通过螺纹连接;涂胶机构500还包括点胶针筒501,点胶针筒501通过第三连接
件502与滑块202连接,具体地,第三连接件502的一端与滑块202通过螺钉连接,点胶针筒501通过螺钉安装在第三连接件502的另一端;点胶针筒501上设有电磁开关阀(图未示),点胶针筒501直接从市面采购,将电磁开关阀与控制器900电性连接,以实现自动涂胶。实际使用过程中,应当每在排坯板800摆放一个工件后,通过控制器900控制电磁开关阀打开点胶针筒501,对该工件进行涂胶固定。
[0040]
以上,仅为本申请的具体实施方式,但本申请的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本申请揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本申请的保护范围之内。因此,本申请的保护范围应以权利要求的保护范围为准。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips