
 商标分类
商标分类  商标转让
商标转让 
一种厂拌设备成品料仓自动放料系统的制作方法
 2021-02-18 02:02:10|
2021-02-18 02:02:10| 276|
276| 起点商标网
起点商标网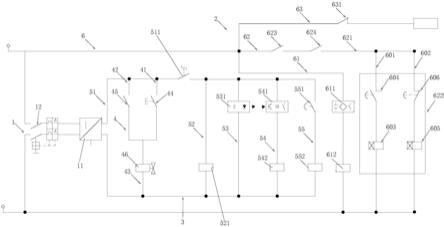
[0001]
本实用新型涉及建筑工程领域,具体涉及一种厂拌设备成品料仓自动放料系统。
背景技术:
[0002]
现在的场拌设备成品或者存料仓放料系统,都采用手动按钮开关方式,利用人工手动控制成品料门的开或关,来实现放料的,现有的放料方法存在以下缺点:
[0003]
1、这种料仓放料方式单一,连续生产时,操作者需要不停地用手点动控制按钮,操作者劳动强度高。以某500型水稳站为例:额定生产能力500吨/小时,若连续使用50吨载重车装运,每小时要装10车,平均6分钟一车。成品料仓每次放料3吨,操作人员载重分钟内需要手动点动按钮开关15次,还不包括每次装满车后,手动打铃的操作,易疲劳。
[0004]
2、频繁的点动按钮开关,也会导致开关使用寿命缩短,增加故障率和维修成本。在整体的使用上,不仅降低了工作效率,使得工作人员产生疲劳,还会影响施工生产的连续性。
[0005]
3、缺少必要的保护功能,容易误操作,存在着较大安全隐患。诸如:在连续生产过程中,由于操作失误可能导致储料仓存料过多外溢,致接料的运输车辆受损;或者操作失误(包括运输车司机、拌合站操作工的失误)造成正在进站接料的运输车辆被排放物料砸坏,甚至伤人等等,时有危险状况发生。
技术实现要素:
[0006]
本实用新型的目的在于提供一种厂拌设备成品料仓自动放料系统,该放料系统实现了料仓对车辆的自动放料,并且实现了自身料位的监测。
[0007]
本实用新型为了实现上述目的,采用的技术解决方案是:
[0008]
一种厂拌设备成品料仓自动放料系统,包括稳压电源和配料机构,稳压电源上连接有料位检测系统和车辆检测系统,车辆检测系统包括并联设置的料门控制电路和车辆检测控制电路,车辆检测控制电路包括第一检测控制主路,第一检测控制主路输入端通过整流装置及第一料位总开关与稳压电源连接;
[0009]
第一检测控制主路的输出端连有并联设置的第一继电器送电电路、第一车辆感应器电路、第二车辆感应器电路、第一料门感应电路;
[0010]
料位检测系统包括料位检测电路,料位检测电路包括料位感应支电路、第一料门继电器电路和控制配料机构的配料电路。
[0011]
优选的,所述料门控制电路包括第一手动开关电路、第一自动开关电路和第一料门控制主路,第一手动开关电路、第一自动开关电路并联后与第一料门控制主路串联;
[0012]
第一手动开关电路、第一自动开关电路内分别串接有第一手动开关和第一自动开关,第一料门控制主路内串接有仓门控制电磁阀。
[0013]
优选的,所述第一检测控制主路内串接有第二料位总开关;第一继电器送电电路内串接有第一继电器;第一车辆感应器电路内串接有第一车辆检测感应器。
[0014]
优选的,所述第二车辆感应器电路内串接有第二车辆检测感应器和第二继电器;第一料门感应电路内串接有第一时间继电器触电开关和第三继电器。
[0015]
优选的,所述料位感应支电路内串接有料位检测感应器和第四继电器;
[0016]
配料电路内串接有第四继电器触电开关,第四继电器控制第四继电器触电开关;料位检测感应器安装在厂拌设备成品料仓内的80%的料仓容量刻度处。
[0017]
优选的,所述第一料门继电器电路包括第一料门主电路和振荡器电路,第一料门主电路内串接有第一继电器触电开关、第二继电器触电开关,第一继电器触电开关通过第一继电器送电电路控制,第二继电器触电开关通过第二车辆感应器电路控制。
[0018]
优选的,所述振荡器电路包括第一振荡器支路和第二振荡器支路,第一振荡器支路和第二振荡器支路并联设置;
[0019]
第一振荡器支路内串接有第一时间振荡器和第一时间振荡器开关,第二振荡器支路内串接有第二时间振荡器和第二时间振荡器开关。
[0020]
本实用新型的有益效果是:
[0021]
本实用新型中的厂拌设备成品料仓自动放料系统,槽孔料仓放料更智能化,实现了自动、手动多功能。更好的环保经济性,避免因料仓溢料产生的污染和浪费。减轻操作人员的劳动强度,避免重复的开关,提高了使用时的操作安全性。而且提升设备本质安全,避免因此产生溢料砸车等事故。本实用新型汇总的厂拌设备成品料仓自动放料系统使用后,使得料仓的放料更加的安全高效。
附图说明
[0022]
为了清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0023]
图1是厂拌设备成品料仓自动放料系统的电路连接示意图。
[0024]
图2是料位检测系统的电路连接示意图。
[0025]
图3是车辆检测系统的电路连接示意图。
[0026]
图4是车辆检测系统的结构原理框图。
[0027]
图5是料位检测系统的结构原理框图。
具体实施方式
[0028]
本实用新型提供了一种厂拌设备成品料仓自动放料系统,为使本实用新型的目的、技术方案及效果更加清楚、明确,以下对本实用新型进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
[0029]
下面结合附图对本实用新型进行详细说明:
[0030]
实施例1
[0031]
结合图1至图5,一种厂拌设备成品料仓自动放料系统,包括稳压电源1和配料机构,稳压电源1上连接有料位检测系统2和车辆检测系统3。
[0032]
车辆检测系统3包括并联设置的料门控制电路4和车辆检测控制电路5,车辆检测
控制电路5包括第一检测控制主路51,第一检测控制主路51的输入端通过整流装置11及第一料位总开关12与稳压电源1连接。
[0033]
第一检测控制主路51的输出端连有并联设置的第一继电器送电电路52、第一车辆感应器电路53、第二车辆感应器电路54和第一料门感应电路55。
[0034]
料位检测系统2包括料位检测电路6,料位检测电路6包括料位感应支电路61、第一料门继电器电路62和控制配料机构的配料电路63。
[0035]
料门控制电路4包括第一手动开关电路41、第一自动开关电路42和第一料门控制主路43,第一手动开关电路41、第一自动开关电路42并联后与第一料门控制主路43串联。
[0036]
第一手动开关电路41、第一自动开关电路42内分别串接有第一手动开关44和第一自动开关45,第一料门控制主路43内串接有仓门控制电磁阀46。
[0037]
第一检测控制主路51内串接有第二料位总开关511,第一继电器送电电路52内串接有第一继电器521;第一车辆感应器电路53内串接有第一车辆检测感应器531。
[0038]
第二车辆感应器电路54内串接有第二车辆检测感应器541和第二继电器542;第一料门感应电路55内串接有第一时间继电器触电开关551和第三继电器552。第一车辆检测感应器531和第二车辆检测感应器541为用于检测车辆是否到位的车辆检测感应器。
[0039]
料位感应支电路61内串接有料位检测感应器611和第四继电器612;配料电路63内串接有第四继电器触电开关631,第四继电器612控制第四继电器触电开关631。料位检测感应器611安装在厂拌设备成品料仓内的80%的料仓容量刻度处。
[0040]
第一料门继电器电路62包括第一料门主电路621和振荡器电路622,第一料门主电路621内串接有第一继电器触电开关623、第二继电器触电开关624,第一继电器触电开关623通过第一继电器送电电路52控制,第二继电器触电开关624通过第二车辆感应器电路54控制。
[0041]
振荡器电路622包括第一振荡器支路601和第二振荡器支路602,第一振荡器支路601和第二振荡器支路602并联设置。
[0042]
第一振荡器支路601内串接有第一时间振荡器603和第一时间振荡器开关604,第二振荡器支路602内串接有第二时间振荡器605和第二时间振荡器开关606。
[0043]
实施例2
[0044]
结合图1至图5,厂拌设备成品料仓自动放料系统的使用方法,具体包括如下;
[0045]
首先采用车辆检测控制方法检测车辆的到位情况,实现料仓对车辆的自动下料,并结合料位检测系统实现成品料仓的自动布料,从而实现对成品料仓的自动放料控制。
[0046]
车辆检测控制方法包括如下步骤:
[0047]
步骤a1,合上第一料位总开关12,车辆检测系统上连接整流装置11,稳压电源1的电流经过整流装置11变换为直流,为车辆检测系统的启动做准备。
[0048]
步骤a2,合上第二料位总开关511,第一继电器521和第一车辆检测感应器531通电,第一继电器521控制第一继电器触电开关623闭合。
[0049]
步骤a3,车辆到位后,进入步骤a4;若车辆未到位时,进入步骤a6;
[0050]
步骤a4,第一车辆检测感应器531和第二车辆检测感应器541感应到车辆信息后,第二继电器542通电,第二继电器542控制第二继电器触电开关624闭合,此时振荡器电路622得电;振荡器电路622得电后进入步骤a5。
[0051]
步骤a5,振荡器电路622得电后,振荡器电路622开始工作并利用产生的脉冲信号使得第一时间继电器触电开关551闭合;第一时间继电器触电开关551闭合后,第一料门感应电路55内的第三继电器552得电;第三继电器552得电后控制第一自动开关45闭合,从而实现了成品料仓的仓门的自动打开。
[0052]
步骤a6,第二车辆检测感应器541控制第二继电器542断电,第二继电器542控制第二继电器触电开关624断开,然后振荡器电路622断电,振荡器电路622断电后,振荡器电路622内的时间振荡器停止工作。
[0053]
时间振荡器后使得第三继电器552断电,第三继电器552断电后控制第一自动开关45分断,成品料仓的仓门的自动开门的过程停止。
[0054]
料位检测系统的检测方法包括如下步骤:步骤b1,料位检测电路6内通电后,料位检测感应器611检测到物料达到警戒位置时,由于料位检测感应器611控制第四继电器612得电。
[0055]
步骤b2,第四继电器612得电后,配料电路63中的第四继电器触电开关631分断,配料机构停止配料工作。
[0056]
本实用新型中的料位检测感应器611安装在厂拌设备成品料仓内的80%的料仓容量刻度处,原因是当料位检测感应器611检测到物料达到警戒位置时,配料电路63中的第四继电器触电开关631分断,配料机构停止配料工作。但是配料机构和成品料仓之间的传送带机构上有配料机构配好的料,而传送带机构是一直转动传送的,传送带机构一直传送转动是保证了传送带机构转动的连续性,避免传送带机构过多的启停而影响使用寿命。
[0057]
传送带机构将剩余的配好的成品料输送到成品料仓内后,成品料仓内接近充满,保证了成品料仓不会出现溢满的现象发生。
[0058]
实施例3
[0059]
上述厂拌设备成品料仓自动放料系统中,成品料仓的仓门的开关控制电路中增设由时间继电器组成的脉冲电路(或者在plc程序中利用计时器组成脉冲电路)。通过调整脉冲宽度,自动控制成品储料仓门的开、闭时间。
[0060]
在该系统中,利用成品料仓内料位检测感应器(料位检测感应器为非常常见的设备,其为光电漫反射性型传感器)检测料仓内的料位达到料仓容积的80%时(根据不同设备的配料速度设定),配料机构(不包括集料皮带、搅拌设备)停止运行,保证料仓存料不会发生外溢。料位检测系统2和车辆检测系统相结合,控制配料进程,必要时可以触发配料机构自动停止运行。
[0061]
本实用新型自动放料系统中的设备开始连续生产时,成品混合料运输车进入接料区域,第一车辆检测感应器和第二车辆检测感应器检测到车辆到位后,自动放料功能被启动,成品料仓自动放料,完成车辆成品混合料装载。当运输车辆驶离装载区域,第一车辆检测感应器和第二车辆检测感应器关闭料仓门自动开关装置供电,料仓门关闭锁定。等待下一辆车到位接料,如此循环往复,连续生产。此时的配料系统是一直工作并通过传送带机构为成品料仓送料。
[0062]
当发生特殊情况,接料车辆到位延迟,此时料位检测感应器会在成品混合料达到料仓警戒位置后,启动并自动控制配料机构(不包括集料皮带、搅拌设备)停止运行,保证料仓存料不发生外溢,并同时锁定,直至正常后,可以重新开始生产过程。当进行设备清理或
者维修时,可以利用转换开关(手动/自动)解除自动放料功能。存储料仓门可以通过手动控制其开关。
[0063]
本实用新型中的厂拌设备成品料仓自动放料系统,槽孔料仓放料更智能化,实现了自动、手动多功能。更好的环保经济性,避免因料仓溢料产生的污染和浪费。减轻操作人员的劳动强度,避免重复的开关,提高了使用时的操作安全性。而且提升设备本质安全,避免因此产生溢料砸车等事故。本实用新型汇总的厂拌设备成品料仓自动放料系统使用后,使得料仓的放料更加的安全高效。
[0064]
本实用新型中未述及的部分采用或借鉴已有技术即可实现。
[0065]
当然,上述说明并非是对本实用新型的限制,本实用新型也并不仅限于上述举例,本技术领域的技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换,也应属于本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips