
 商标分类
商标分类  商标转让
商标转让 
一种汽车加油口门生产自动调校系统的制作方法
 2021-02-07 11:02:29|
2021-02-07 11:02:29| 247|
247| 起点商标网
起点商标网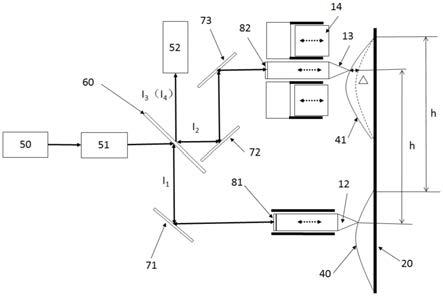
[0001]
本发明涉及用于汽车零件成型校验技术领域,特别是一种汽车加油口门生产自动调校系统。
背景技术:
[0002]
汽车加油口门一般是布置在汽车车身后侧围,主要包括加油口底座总成、加油口门外板以及用于实现加油口门外板与加油口门底座总成之间的锁止和开启的机构,主要用于遮挡汽车油箱加注口,具有密封油箱以及防止油箱中的油挥发或者在行使过程中由于颠簸而溅出的作用,同时可以保持油箱内正常的压力值。在汽车正常行驶过程中要求门必须锁紧,不允许意外打开,以免产生安全事故。在需要开启时应能方便开启,供加油枪进出。汽车加油口门与车身后侧围外板之间须有良好的配合关系,以保证加油口门外板正常的开闭功能和耐久可靠性,同时避免与车身发生刮蹭,使得加油口门部位的外观与车辆的整体外观相协调,满足美观的要求。
[0003]
因此,汽车加油口门生产定型过程中,需要对加油口门门型进行检验及调校,一般是人工观察对其表面门型,同时结合检验用基座进行调校,调校的结果受到个人经验影响很大。
技术实现要素:
[0004]
本发明的发明目的是,针对上述问题,提供一种汽车加油口门生产自动调校系统,利用迈克尔逊干涉系统对标准件及被测件表面进行比对操作,采用校正块推压被测件表面形变进行校正操作,完成对加油口门型自动化检测及调校。
[0005]
为达到上述目的,本发明所采用的技术方案是:
[0006]
一种汽车加油口门生产自动调校系统,包括以下内容:
[0007]
配置单元:用于将加油口门标准件及被测件设置于工作台基座上,配置校正参数;其中,在基座上分别配置基准块固定住标准件及被测件的基准侧,使得标准件于被测件以一定距离h固定在基座上;
[0008]
激光校正单元:用于利用迈克尔逊干涉系统对标准件及被测件表面进行比对操作,采用校正块推压被测件表面形变进行校正操作,及验证比对操作及校正操作的验证操作;
[0009]
比对操作包括:将两个分别配置于标准件及被测件上方的探针的距离调整为h,并使得两个探针分别落在标准件及被测件表面上;再根据配置于两个探针上迈克尔逊干涉系统检测及比对干涉亮度,若宽光谱不同波长激光能同时达到干涉最大亮度则被测件门型符合要求,若宽光谱不同波长激光不能同时达到干涉最大亮度则执行校正操作;
[0010]
校正操作包括:控制配置于探针外周的校正块下压推动被测件表面形变,直至宽光谱不同波长激光能同时达到干涉最大亮度,完成校正操作;
[0011]
验证操作包括:再次执行比对操作,若是被测件形变回复则再次执行校正操作,此
时控制校正块的下压位移使其符合条件,在宽光谱不同波长激光能同时达到干涉最大亮度的位置增加下移与预置误差阈值相等的位移,完成验证操作。
[0012]
作为一选项,激光校正单元的具体内容如下:
[0013]
比对操作包括:将两个分别配置于标准件及被测件上方的探针的距离调整为h,并使得两个探针分别落在标准件及被测件表面上;再根据配置于两个探针上迈克尔逊干涉系统检测及比对干涉亮度;根据宽光谱不同波长激光能同时达到干涉最大亮度,获取标准件及被测件表面在该位置的光程差,再获取标准件及被测件表面在该位置的位移差,若位移差在预置误差阈值范围以内则被测件门型符合要求,若位移差超出预置误差阈值范围则执行校正操作;
[0014]
校正操作包括:控制配置于探针外周的校正块下压与位移差相等的下压位移,推动被测件表面形变,直至宽光谱不同波长激光能同时达到干涉最大亮度,完成校正操作;
[0015]
验证操作包括:再次执行比对操作,若是被测件形变回复则再次执行校正操作,此时控制校正块下移预置误差阈值与下压位移之和的位移,完成验证操作。
[0016]
作为一选项,迈克尔逊干涉系统包括激光器、准直器、半透半反射镜、反射镜及探测器,激光器发出的宽光谱激光经半透半反射镜分为反射光i1和i2,反射光i1经配置于第一探针顶端的完全反射镜反射返回再经半透半反射镜反射后进入探测器,反射光i2经配置于第二探针顶端的完全反射镜反射返回再经半透半反射镜反射后进入探测器;且,第一及第二探针可随其抵触接触面变化上下浮动。
[0017]
作为一选项,还包括图像校验单元,图像校验单元包括光滑校验模块、开启角度校验模块、间隙校验模块及面差校验模块;
[0018]
配置单元还用于将加油口门被测件安装于预置检测用的模拟基座上,配置校验参数;其中,模拟基座的中心位置设置有预留口以安装加油口门,并在外围设置有车身侧围外板模拟板,且加油口门可锁止或开启;
[0019]
光滑校验模块:用于对处于关闭位置的模拟板及被测件进行照明,然后利用摄像组件获取模拟板及被测件的正视图像i,分析正视图像i的加油口门区域,若不存在斑点则判定被测件外表面光滑度符合校验要求,若存在则判定斑点大小是否符合校验要求;
[0020]
开启角度校验模块:用于对处于开启极限位置的模拟板及被测件进行照明,然后利用摄像组件获取模拟板及被测件的正视图像ii,判定正视图像ii的加油口门区域是否符合开启角度校验要求;
[0021]
间隙校验模块:用于对处于关闭位置的模拟板及被测件进行照明,然后利用摄像组件获取模拟板及被测件的正视图像iii,判断正视图像iii的加油口门区域与模拟板区域的间隙是否符合校验要求;
[0022]
面差校验模块:用于调取正视图像iii,分析获得加油口门区域外缘及其中心点;然后基于该加油口门区域外缘及其中心点获取被测件外周面差区的高度,判定被测件外周面差区与模拟板面差区的面差是否符合面差校验要求。
[0023]
由于采用上述技术方案,本发明具有以下有益效果:
[0024]
1.本发明配置有迈克尔逊干涉系统及校正单元,利用迈克尔逊干涉系统对标准件及被测件表面进行比对操作,采用校正块推压被测件表面形变进行校正操作,完成对加油口门型自动化检测及调校。
[0025]
2.本发明基于配置单元、光滑校验模块、开启角度校验模块、间隙校验模块及面差校验模块,将摄像及图像处理技术应用于加油口门生产校验过程中,可实现光滑度、开启角度、间隙及面差的自动化校验。
附图说明
[0026]
图1是本发明的实施例1原理图。
[0027]
图2是本发明的实施例1系统框图。
[0028]
图3是本发明的实施例1结构示意图.
[0029]
图4是本发明的实施例2系统框图。
[0030]
图5是本发明的实施例2结构示意图。
[0031]
图6是本发明的实施例2被测件安装状态处于关闭位置局部正视图像结构示意图。
[0032]
图7是本发明的加油口门实例一视角结构示意图。
[0033]
图8是本发明的加油口门实例另一视角结构示意图。
[0034]
图9是本发明的加油口门实例处于关闭位置及开启位置结构示意图。
[0035]
附图中,11、滑块,12、第一探针,13、第二探针,14、校正块,15、滑块支架,20、工作台,40、标准件,41、被测件,50、激光器,51、准直器,52、探测器,60、半透半反镜,71、45
°
反射镜i,72、45
°
反射镜ii,73、45
°
反射镜iii,81、第一反射镜,82、第二反射镜;31、正视块,32、固定架,33、模拟座模拟板,34、推杆组;1、加油口门本体,2、铰接段,3、锁孔段。
具体实施方式
[0036]
以下结合附图对发明的具体实施进一步说明。
[0037]
实施例1
[0038]
参见图1-图3,本实施例的一种汽车加油口门生产自动调校系统,包括以下内容:
[0039]
配置单元:用于将加油口门标准件及被测件设置于工作台基座上,配置校正参数;其中,在基座上分别配置基准块固定住标准件及被测件的基准侧,使得标准件于被测件以一定距离h固定在基座上;
[0040]
激光校正单元:用于利用迈克尔逊干涉系统对标准件及被测件表面进行比对操作,采用校正块推压被测件表面形变进行校正操作,及验证比对操作及校正操作的验证操作;
[0041]
比对操作包括:将两个分别配置于标准件及被测件上方的探针的距离调整为h,并使得两个探针分别落在标准件及被测件表面上;再根据配置于两个探针上迈克尔逊干涉系统检测及比对干涉亮度,若宽光谱不同波长激光能同时达到干涉最大亮度则被测件门型符合要求,若宽光谱不同波长激光不能同时达到干涉最大亮度则执行校正操作;
[0042]
校正操作包括:控制配置于探针外周的校正块下压推动被测件表面形变,直至宽光谱不同波长激光能同时达到干涉最大亮度,完成校正操作;
[0043]
验证操作包括:再次执行比对操作,若是被测件形变回复则再次执行校正操作,此时控制校正块的下压位移使其符合条件,在宽光谱不同波长激光能同时达到干涉最大亮度的位置增加下移与预置误差阈值相等的位移,完成验证操作。
[0044]
其中,迈克尔逊干涉系统包括激光器50、准直器51、半透半反射镜60、反射镜及探
测器52,激光器发出的宽光谱激光经半透半反射镜分为反射光i1和i2,反射光i1经配置于第一探针顶端的完全反射镜反射返回再经半透半反射镜反射后进入探测器,反射光i2经配置于第二探针顶端的完全反射镜反射返回再经半透半反射镜反射后进入探测器;且,第一及第二探针可随其抵触接触面变化上下浮动。
[0045]
下述将结合激光器等进行具体说明。
[0046]
参见图3,为本实例加油口门生产自动调校装置示意图。如图7-图9所示,定义该调校装置上下为z轴,左右为x轴,前后为y轴。
[0047]
参见图1及图3,该调校装置包括工作台20,工作台包括基座及支柱等,通过滑块支架15设置工作台上方的滑块11,滑块支架可以是三轴移动组件以动态调整探针落点,设置于工作台上的l字型基准块以使得标准件及被测件的一侧作为基准线,设置于滑块上的第一探针12及第二探针13,第一探针及第二探针均可自由上下浮动,第一探针及第二探针的距离与基准块所固定的标准件一侧和被测件一侧的距离相等(该距离可设置成可调节或是固定的),第二探针13外设置有环形的校正块14,校正块14可在步进电机等推动作用下上下移动,第一探针及第二探针顶端分别配置有全第一反射镜和ii,滑块上配置有激光器、探测器及两路光路,以及作为控制处理中心的计算机单元。
[0048]
参见图7-图9,加油口门包括加油口门本体1,设置于其背面的铰接段2以及锁孔段3,铰接段2以及锁孔段3分别位于其x方向的两端。本实施例对其门型进行校正,可只是对加油口门本体1进行,或是在安装铰接段及锁孔段后进行,可设置有一容置槽放置铰接段及锁孔段,且固定住铰接段端边部,而其y方向两端边部压在基座台面上。
[0049]
参见图1,激光器50将宽光谱激光发出,通过准直器51后,由半透半反镜60将激光能量各分为原光强的0.5倍的2支反射光i1和i2;反射光i1经过45
°
反射镜i后到达第一反射镜81,再由第一反射镜反射回,再经过45
°
反射镜i,反射到半透半反镜,透过半透半反镜后,还剩i1光强的0.5倍的光i3透过;投射光i2经过45
°
反射镜ii和45
°
反射镜iii,再由第二反射镜82反射回,再经过45
°
反射镜iii和45
°
反射镜ii,到达半透半反镜,再经半透半反镜反射后,还剩i2光强的0.5倍的光i4透过。此时,i3和i4两支反射光产生干涉,两支反射光的距离为h,标准件40和被测件41同时靠在工作台20基座上且距离为h。在第一反射镜背面有探针1(第一探针),接触在标准件上表面;在第二反射镜背面有探针2(第二探针),接触在被测件上表面,探针1尖端和探针2尖端可由运动路线的距离为h,如图3中两个探针左右移动变换落点。
[0050]
当被测件较比标准件有差距时,则探针2相对探针1有距离的位移
△
的距离,则在i3和i4两支反射光产生对应的光程差,则宽光谱不同波长光在探测器处不能同时达到干涉最大亮度,此时驱动环形的校正块,推动被测件表面变形而趋近标准件,使宽光谱不同波长的光到达探测器处的干涉强度同时达到最大亮度,此时被测件距离基座的高度与标准件距离基座的高度相等,完成校正。如果被测件形变回复,则可以增加校正块的下移位移,当被测件再次回复时则形变在误差范围内,完成校正。当被测件与标准件形貌有差异时,一般很难使被测件达到标准件的形貌,即使校正后也不可能完全一样,会存在误差,这个误差可以是几十到上百倍的光波误差,需要将该误差预置于系统内。
[0051]
如上述,该调校系统配置有迈克尔逊干涉系统及校正单元,利用迈克尔逊干涉系统对标准件及被测件表面进行比对操作,采用校正块推压被测件表面形变进行校正操作,
完成对加油口门型自动化检测及调校。
[0052]
作为一选项,在一实例中,为了得到更为精准的校正操作,激光校正单元将根据具体数值校正操作,具体内容如下:
[0053]
比对操作包括:将两个分别配置于标准件及被测件上方的探针的距离调整为h,并使得两个探针分别落在标准件及被测件表面上;再根据配置于两个探针上迈克尔逊干涉系统检测及比对干涉亮度;根据宽光谱不同波长激光能同时达到干涉最大亮度,获取标准件及被测件表面在该位置的光程差,再获取标准件及被测件表面在该位置的位移差,若位移差在预置误差阈值范围以内则被测件门型符合要求,若位移差超出预置误差阈值范围则执行校正操作;
[0054]
校正操作包括:控制配置于探针外周的校正块下压与位移差相等的下压位移,推动被测件表面形变,直至宽光谱不同波长激光能同时达到干涉最大亮度,完成校正操作;
[0055]
验证操作包括:再次执行比对操作,若是被测件形变回复则再次执行校正操作,此时控制校正块下移预置误差阈值与下压位移之和的位移,完成验证操作。
[0056]
实施例2
[0057]
参见图4-图6,在实施例1基础上,本实施例的一种汽车加油口门生产自动调校系统还包括图像校验单元,图像校验单元包括光滑校验模块、开启角度校验模块、间隙校验模块及面差校验模块;
[0058]
配置单元还用于将加油口门被测件安装于预置检测用的模拟基座上,配置校验参数;其中,模拟基座的中心位置设置有预留口以安装加油口门,并在外围设置有车身侧围外板模拟板,且加油口门可锁止或开启;
[0059]
光滑校验模块:用于对处于关闭位置的模拟板及被测件进行照明,然后利用摄像组件获取模拟板及被测件的正视图像i,分析正视图像i的加油口门区域,若不存在斑点则判定被测件外表面光滑度符合校验要求,若存在则判定斑点大小是否符合校验要求;
[0060]
开启角度校验模块:用于对处于开启极限位置的模拟板及被测件进行照明,然后利用摄像组件获取模拟板及被测件的正视图像ii,判定正视图像ii的加油口门区域是否符合开启角度校验要求;
[0061]
间隙校验模块:用于对处于关闭位置的模拟板及被测件进行照明,然后利用摄像组件获取模拟板及被测件的正视图像iii,判断正视图像iii的加油口门区域与模拟板区域的间隙是否符合校验要求;
[0062]
面差校验模块:用于调取正视图像iii,分析获得加油口门区域外缘及其中心点;然后基于该加油口门区域外缘及其中心点获取被测件外周面差区的高度,判定被测件外周面差区与模拟板面差区的面差是否符合面差校验要求。
[0063]
下述将结合摄像组件等进行具体说明。
[0064]
参见图5,为加油口门生产自动调校装置。如图5-图9所示,定义该调校装置上下为z轴,左右为x轴,前后为y轴。
[0065]
参见图5及图6,该调校装置还包括,通过固定架32设置工作台正上方的正视滑块31,设置于工作台上的模拟基座33,模拟基座33配置有模拟板并可模拟车身侧围加油口门安装总成以固定加油口门,工作台内预留口正下方设置有推杆组34。正视滑块的中心处设置有摄像组件(单个或2个以上摄像头阵列),其上设置有均匀分布的灯光阵列。正视滑块上
还设置有激光测距组,其可在基准高度水平面上移动。
[0066]
参见图4-图6,加油口门包括加油口门本体1,设置于其背面的铰接段2以及锁孔段3,铰接段2以及锁孔段3分别位于其x方向的两端。铰接段端固定在模拟基座上,而锁孔段端采用锁扣结构,可在其受压时向锁孔段端延展一定距离,即下压被测件上表使其门型趋于标准件。因此,可将标准件及被测件分别安装在模拟座上,再进行激光调校及图像校验;在调校时,分别固定标准件及被测件,然后对其门型进行激光调校,再移开空出空间进行图像校验。
[0067]
如上述,摄像组件可获取模拟基座的正视图像,模拟基座水平设置,正视图像为摄像组将正视于模拟基座获得的图像,并向计算机单元传输,计算机单元接收并处理正视图像,同时与设置参数值比对,并输出预置的处理结论。计算机单元控制激光测距组移动至相应位置并测距,接收并处理测距信息,同时与设置参数值比对,并输出预置的处理结论。计算机单元控制推杆组推顶至相应位置,并在完成摄像后控制推杆组回收至原位。
[0068]
下述将进一步说明光滑校验模块。
[0069]
作为一选项,光滑校验模块判定斑点大小是否符合校验要求的具体内容:获取正视图像i的加油口门区域上的斑点,计算得到斑点大小a1,然后将a1与设定的斑点校验值a相比对,若a1≤a则判定被测件外表面光滑度符合校验要求,否则判定被测件外表面光滑度不符合校验要求。
[0070]
由于加油口门表面呈一渐变弧面,在照明情景下,有明显刮痕、凸点及凹点等缺陷情形将会形成斑点,斑点的大小即反应缺陷的大小,进而可通过图像处理技术获取斑点,校验斑点的大小是否在可允许的范围之内,若属于可允许范围之内则符合光滑度要求,该加油口门表面可以进行下一工序。
[0071]
作为一选项,基于上述实例,在一实例中,光滑校验模块还包括以下内容,定义加油口门表面划分成16个分区,在a1>a情况下,记录该斑点并标示出其所在分区,如此,可定位斑点位置,以便后期查找该斑点进行再校验及补救操作。
[0072]
作为一选项,基于上述实例,在一实例中,光滑校验模块还包括以下内容,在获取正视图像i之前,利用排列呈阵列状的推杆组推顶加油口门,使其相应于模拟板水平设置,且在获取正视图像i之后将推杆组回收至原位。
[0073]
此时,该调校系统的校验流程如下,s1利用配置单元进行参数配置;s2利用光滑校验模块进行光滑度校验;s3利用开启角度校验模块进行开启角度校验;s4利用间隙校验模块进行间隙校验;s5利用面差校验模块进行面差校验。
[0074]
在x方向加油口门弧面逐渐变化,推杆组沿x方向排列开并推顶至加油口门背面x方向两侧位置,与铰接段及锁孔段形成四个固定区,可使得加油口门呈水平状态。如此,由于摄像组朝向固定,将其水平设置,可获取更为标准的正视图像,获取的斑点大小更为准确,更加准确的判断缺陷大小;推杆组施力推顶作用下,可纠正加油口门本体x方向两侧、铰接段及锁孔段等存在小角度的错位或扭曲的问题。
[0075]
当然,当没有推杆组操作时,获取正视图像iii操作可直接调用正视图像i,还可结合并列处理技术进行校验。
[0076]
下述将进一步说明开启角度校验模块。
[0077]
作为一选项,开启角度校验模块判定是否符合开启角度校验要求的具体内容:
[0078]
定义加油口门以其铰接端为基准旋转开启,在不同的开启角度下其锁孔端端部正投影位置不同;参见图6,其由关闭位置逆时针开启98
°
至开启极限位置,误差要求为1
°
;获取正视图像ii的加油口门锁孔端端部边缘的测定图,然后将其与预训练的加油口门锁孔端端部边缘标准区相比对,若测定图的加油口门锁孔端端部边缘处于标准区范围之内则开启角度符合校验要求,否则开启角度不符合校验要求,开启角度太大或太小均不符合要求。
[0079]
计算机单元利用图像技术处理,再结合三角函数基于设定的极限角度及误差要求,训练得到标准区,再结合摄像组及模拟基座的位置,比较锁孔端端部边缘是否落在标准区内,再得出校验结果。
[0080]
下述将进一步说明间隙校验模块。
[0081]
作为一选项,间隙校验模块判定间隙是否符合校验要求的具体内容:获取正视图像iii的加油口门区域外边缘的间隙处理图,计算得到加油口门区域外边缘与模拟板预留口边缘在预留口中心处的多个方向上的间隙c,然后将c与设定的间隙校验范围值相比对,若c处在间隙校验范围值以内则判定该间隙符合校验要求,否则判定该间隙不符合校验要求。
[0082]
参见图3,p为模拟板的中心,作为模拟板x1轴及y1轴正交点。计算机单元计算该x1及y1轴上的四个方向的间隙c,再将其与设定的范围值进行比对,c处在间隙校验范围值以内则判定该间隙符合校验要求,c值太大或大小均不符合要求。当然,校验结果更为准确的实例是,在x1及y1轴之间加两个对角轴,形成45
°
间隔的八个方向。
[0083]
下述将进一步说明面差校验模块。
[0084]
作为一选项,面差校验模块判定面差是否符合面差校验要求的具体内容:获取正视图像iii的加油口门区域外边缘的间隙处理图,分析获得加油口门区域外缘及其中心点;基于该加油口门区域外缘及其中心点,利用激光测距组获取加油口门外周面差区在多个方向上至基准高度面的测量高度差;再将其分别与模拟板面差区在该方向上至基准高度面的标准高度差相比,若测量高度差与标准高度差的差值小于等于面差校验值,则判定加油口门外周面差区与模拟板面差区的面差符合面差校验要求,否则判定面差不符合面差校验要求。
[0085]
参见图6,设定加油口门区域的中心点,重合于模拟板的中心p点;m为模拟板面差区的局部,n为该加油口门面差区的局部。模拟板面差区是固定的,在可提前对其进行测定,计算机单元控制激光测距设备照射至该面差区,测定得到其标准高度值,选定如图6所示x1及y1轴的四个方向进行测定。n是跟随加油口门位置变化,计算机单元控制激光测距设备照射至该面差区,测定得到其在预定方向的高度差,相应方向上将高度差与标准高度值比对,得到面差,各方向面差均小于预设值时符合面差校验要求。当然,在x1及y1轴之间加两个对角轴,形成45
°
间隔的八个方向,其校验结果更为准确。
[0086]
如上述,该调节系统,基于配置单元、光滑校验模块、开启角度校验模块、间隙校验模块及面差校验模块,将测距技术、摄像及图像处理技术应用于加油口门生产校验过程中,可实现光滑度、开启角度、间隙及面差的自动化校验;相较于人工校验的差异化问题,采用自动化校验,其校验标准易于统一化,且校验结果稳定。
[0087]
如上述,当被测件较为扁平时,可先利用推杆组上推,再利用校正块下压校正。
[0088]
需要说明的是,如出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、
“
外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作。
[0089]
上述说明是针对本发明较佳可行实施例的详细说明和例证,但这些描述并非用以限定本发明所要求保护范围,凡本发明所提示的技术教导下所完成的同等变化或修饰变更,均应属于本发明所涵盖专利保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 间隙配合

 热门咨询
热门咨询




tips