
 商标分类
商标分类  商标转让
商标转让 
一种B柱下铰链加强板组件的制作方法
 2021-02-07 11:02:10|
2021-02-07 11:02:10| 234|
234| 起点商标网
起点商标网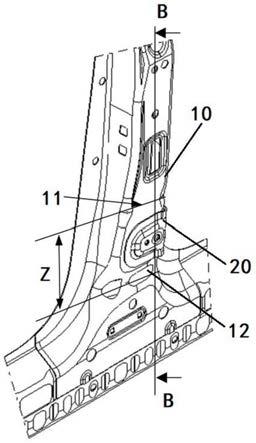
一种b柱下铰链加强板组件
技术领域
[0001]
本发明涉及汽车设计与制造的技术领域,更具体地说,本发明涉及一种b柱下铰链加强板组件。
背景技术:
[0002]
现有技术的b柱下铰链加强板结构主要包括以下几种结构形式:
[0003]
1)如图1所示,下铰链加强板结构为1个整体零件,铰链加强板的下边界距离门槛的距离太小,侧碰时b柱的z向变形空间太小,不利于变形,不利于碰撞能量的吸收。
[0004]
2)如图2所示,下铰链加强板虽然为一个单独的小零件,但是焊接在了b柱加强板内侧,造成b柱此区域的y向截面尺寸较大,不利于变形吸能,且不利于b柱加强板的冲压成形。
[0005]
3)b柱加强板采用激光拼焊板,下铰链以上位置料厚大,以下位置料后小,通过激光焊接形成不同料后的坯料,再热冲压成形,下部区域料厚较小,让此区域变形吸能。因为多了激光焊接的工序,所以成本较高,且焊接部位的强度会降低。
技术实现要素:
[0006]
为解决现有技术中存在的上述技术问题,本发明的目的在于提供一种b柱下铰链加强板组件。
[0007]
本发明的b柱下铰链加强板结构,包括b柱加强板和下铰链加强板,所述b柱加强板采用高屈服强度和高抗拉强度的热成型零件,所述b柱加强板上设置有吸能区域,所述吸能区域的上端两侧圆角处设置有三角筋,所述吸能区域的下端中部设置贯通式的柱状筋,所述两侧的三角筋的水平连线和经过所述贯通式的柱状筋的水平线之间的区域定义为所述吸能区域;所述吸能区域的中部设置有安装过孔,所述凸焊螺母焊接在下铰链加强板上形成下铰链加强板组件,所述下铰链加强板组件固定在所述b柱加强板的外侧,而所述下铰链加强板的周圈设置有焊接面,所述焊接面与所述b柱加强板焊接使得所述下铰链加强板与所述b柱加强板之间形成封闭的盒体结构。
[0008]
其中,所述b柱加强板的屈服强度≥950mpa,抗拉强度≥1300mpa。
[0009]
其中,在所述贯通式的柱状筋的侧边设置有朝向b柱内板方向凹陷的吸能筋。
[0010]
与现有技术相比,本发明的b柱下铰链加强板结构具有以下有益效果:
[0011]
1)铰链加强板为独立零件,使得b柱加强板的z方向的变形空间更大,更有利于变形;
[0012]
2)铰链加强板焊接在b柱加强板的外侧,且仅其周圈与b柱加强板焊接,降低了b柱加强板y向的截面尺寸,弱化了b柱结构,使y向的变形空间更大,同时也有利于b柱加强板的冲压成形性;
[0013]
3)巧妙设置了诱导b柱变形的结构,使得侧碰时b柱的变形符合设计预期;
[0014]
4)减少了激光焊接的工序,降低了制造成本。
附图说明
[0015]
图1为现有技术中的一种b柱下铰链加强板组件的结构示意图。
[0016]
图2为现有技术中的另一种b柱下铰链加强板组件的结构示意图。
[0017]
图3为本发明的b柱下铰链加强板组件的结构示意图。
[0018]
图4为本发明的b柱下铰链加强板组件在车身框架中的位置。
[0019]
图5为图3沿着b-b方向的截面结构示意图。
[0020]
图6为本发明的b柱下铰链加强板组件的爆炸图。
[0021]
图7为本发明的b柱下铰链加强板组件碰撞后的b柱变形图。
具体实施方式
[0022]
以下将结合具体实施例对本发明的b柱下铰链加强板组件做进一步的阐述,以帮助本领域的技术人员对本发明的技术方案有更完整、准确和深入的理解。
[0023]
实施例1
[0024]
人们对汽车安全要求越来越高,随着汽车材料的发展,热成型钢板在汽车上的应用占比越来越高,为了提高碰撞安全性,新开发车型的b柱加强板大部分采用热成型钢板,在车辆侧面受到撞击时,使b柱按照有利于保护乘员、和降低碰撞时加速度的趋势变形。b柱上铰链以上区域对应人体的胸部和头部,此部位不应该出现失效、弯折、侵入驾驶舱空间过多等对人体造成致命伤害的变形,b柱下铰链区域对应人体的臀部和座椅的骨架,此部位出现弯折变形,吸收一部分碰撞时的动能,降低加速度的峰值。发明人通过研究发现,b柱下铰链加强板对此区域的变形影响较大,铰链加强板会阻碍b柱的变形,不利于动能的吸收。本实施例的设计构思即起始于克服这种阻碍变形,并且引导b柱下铰链加强板区域的设计变形,以有利于人体保护的方向变形,并提高b柱下铰链区域z向的变形区域和y向的吸能空间。基于这种设计构思,本实施例针对采用高屈服强度和高抗拉强度的热成型钢板为材料的b柱加强板,提供了如图3-6所示的b柱下铰链加强板组件包括b柱加强板10和下铰链加强板20。其中图4示出了本实施例的b柱下铰链加强板组件在车身框架中的位置,即图中的a区域。在本实施例中,所述b柱加强板为热成型零件,且屈服强度≥950mpa,抗拉强度≥1300mpa,采用具有上述力学性能的热成型零件能够保证b柱上铰链以上区域发生侧碰时不出现弯折和侵入,根据本发明的设计思路,归于上述高强度的热成型零件,通过在b柱下铰链区域上通过弱化处理设置吸能区域z。具体来说,所述吸能区域z的上端两侧圆角处设置有三角筋11,在所述吸能区域z的下端中部设置贯通式的柱状筋12,所述贯通式的柱状筋12的侧边设置有朝向b柱内板40方向凹陷的吸能筋15。所述两侧的三角筋11的水平连线和经过所述贯通式的柱状筋12的水平线之间的区域定义为所述吸能区域。所述两侧的三角筋11的水平连线为预设的弯折区域。在所述吸能区域z的中部设置有安装过孔13。所述凸焊螺母30焊接在下铰链加强板20上形成下铰链加强板组件,用于安装车门铰链,所述下铰链加强板20固定在所述b柱加强板10的外侧,而且所述下铰链加强板20的周圈设置有焊接面21,所述焊接面21与所述b柱加强板10焊接使得所述下铰链加强板20与所述b柱加强板10之间形成封闭的盒体结构。
[0025]
在轿车以及suv车型中采用本发明的b柱下铰链加强板结构,将下铰链加强板设计成独立的零件,并且相应减少了其尺寸,加大了z向的变形区域,能够吸收更多的碰撞能量,
在b柱加强板上设计诱导变形的吸能筋,在铰链加强板上边界处圆角位置设计三角筋,下边界设计贯通式的圆柱筋,能够诱导侧碰时的形变超设计的方向发展。而且在本发明的铰链加强板焊接在b柱加强板的外侧,不仅可以减小b柱加强板的y向尺寸,有利于冲压成型,而且可以使得b柱到门槛之间区域形成一个凹陷式的结构,有利于b柱的变形。图7示出验证实验时,车辆侧碰的变形示意图,可见其中的变形主要集中于设定的变形区域z,而且弯折点发生在设计预定的弯折区域,能够有效提高整车的侧碰安全性。
[0026]
对于本领域的普通技术人员而言,具体实施例只是对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的技术方案进行的各种非实质性的改进,均在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 铰链

 热门咨询
热门咨询




tips