
 商标分类
商标分类  商标转让
商标转让 
一种汽车车门锁扣位置检查装置的制作方法
 2021-02-07 09:02:13|
2021-02-07 09:02:13| 238|
238| 起点商标网
起点商标网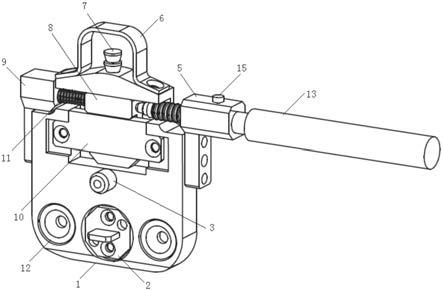
[0001]
本实用新型属于汽车车门装配技术领域,具体涉及一种汽车车门锁扣位置检查装置。
背景技术:
[0002]
由于车门锁扣位置的因素决定,在汽车量产时,传统的车门锁扣安装工艺需要多次手动调试工装,才能确定锁扣的相对准确的安装位置。因为没有具体的锁扣位置与理论数据的比对结果所以不能准确判断位置是否和理论位置一致。只能靠经验,听声音来判断锁扣的位置是否合适。若锁扣安装位置不准确,则会引起质量问题,同时,这种安装方法也造成了锁扣安装效率低。
技术实现要素:
[0003]
本实用新型的主要目的在于提供一种汽车车门锁扣位置检查装置,以克服现有技术的不足。
[0004]
为实现前述目的,本实用新型采用的技术方案包括:
[0005]
本实用新型实施例提供一种汽车车门锁扣位置检查装置,其包括:装置本体,所述装置本体的正面设有横向滑槽以及与横向滑槽相交的纵向安装槽,所述纵向安装槽内设有同步滑块,并通过定位插销将所述同步滑块与所述装置本体连接固定,且所述纵向安装槽内还设有与同步滑块配合的限位块;所述装置本体的正面还设有锁芯定位销和吸附磁力件,所述装置本体的背面设有锁扣逆向仿形销,且所述锁扣逆向仿形销还与所述同步滑块连接固定;所述装置本体的两侧还分别设有弹性件导向套和测量导向套,所述弹性件导向套内配合设置有可沿横向滑槽横向方向移动的弹性件,所述测量导向套内配合设置有可沿横向滑槽横向方向移动的线性测微针。
[0006]
进一步地,所述锁芯定位销包括并排设置的锁芯主定位销和锁芯副定位销。
[0007]
进一步地,所述装置本体的背面上部中心还设置有与定位插销垂直且对定位插销进行限位的限位螺栓。
[0008]
进一步地,所述装置本体的顶部还通过活动连接件连接有把手。
[0009]
与现有技术相比,本实用新型具有如下有益效果:
[0010]
(1)本实用新型汽车车门锁扣位置检查装置,主要利用车门锁扣和车体侧围上锁芯的位置关系的原理,通过反向仿形锁扣的形状,利用在车体的侧围的测量检具上锁芯的安装位置,来实现本实用新型汽车车门锁扣位置检查装置在车体位置的准确定位,具体地,首先将要测量的门装配到测量检具上,通过汽车车门锁扣位置检查装置上线性测微针接收端配套的数显传感器可以直观的显示锁扣的实际安装位置,通过数据比对来确定锁扣的安装位置是否合格,如果不合格需要调整多少,以及调整的位置及方向,从而提高了锁扣的安装准确性和效率,同时也避免了锁扣因为安装位置不好而引起的质量问题。
[0011]
(2)由于车体上没有实际紧固螺纹孔,本实用新型汽车车门锁扣位置检查装置安
装通过设置的吸附磁力件强磁吸附在测量检具上,从而实现此装置在车体上的定位与固定。
附图说明
[0012]
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0013]
图1是本申请一实施方式中汽车车门锁扣位置检查装置的右侧示意图。
[0014]
图2是本申请一实施方式中汽车车门锁扣位置检查装置的左侧示意图。
[0015]
图3是图1中锁芯副定位销的主视图。
[0016]
图4是图1中锁芯副定位销的主视图。
[0017]
图5是图1中锁芯副定位销的侧视图。
[0018]
图6是图1中锁芯主定位销的侧视图。
[0019]
图7是图1中定位插销的主视图。
[0020]
图8是图7中a部分的放大示意图。
[0021]
图9是图1中同步滑块的主视图。
[0022]
图10是图2中锁扣逆向仿形销的侧视图。
[0023]
图11是图2中锁扣逆向仿形销的主视图。
[0024]
图12是图1中限位块的主视图。
[0025]
图13是图1中限位块的俯视图。
[0026]
图14是图1中弹簧导向套的正视图。
[0027]
图15是图1中弹簧导向套的侧视图。
[0028]
图16是图1中测量导向套的侧视图。
[0029]
图17是图1中把手的主视图。
[0030]
附图标记说明:1、装置本体,1-1、第一本体,1-2、第二本体,1-3、横向滑槽,1-4、纵向安装槽,1-5、连接销孔,1-6、限位块连接孔,1-7、锁芯主定位销连接孔,1-8、锁芯副定位销安装槽,1-9、连接孔洞,1-10、强磁铁安装槽,1-11、定位插销销孔,1-12、把手连接孔,2、锁芯副定位销,2-1、第一销头,2-2、第一销柱,2-3、定位板,2-4、孔洞,3、锁芯主定位销,3-1、圆台,3-2、第一圆柱体,3-3、第二圆柱体,3-4、通孔,4、锁扣逆向仿形销,4-1、第二销头,4-2、第二销柱,4-3、喇叭状通腔,4-4、圆柱状通腔,5、测量导向套,5-1、线性测微针安装座,5-2、线性测微针插入腔,5-3、第二连接板,5-4、连接安装孔,5-5、紧固螺丝孔,6、把手,6-1、u型把手主体,6-2、安装边,6-3、把手安装孔,7、定位插销,7-1、端头,7-2、第一销杆,7-3、第二销杆,7-21、第一连接销杆,7-22、第二连接销杆,7-23、第三连接销杆,8、同步滑块,8-1、滑块本体,8-2、凸块,8-3、第二销孔,8-4、插入孔,8-5、安装孔,9、弹簧导向套,9-1、弹簧安装座,9-2、弹簧安装活动槽,9-3、第一连接板,9-4、连接安装销孔,10、限位块,10-1、u型槽限位本体,10-2、连接块,10-3、连接孔,11、弹簧,12、强磁铁,13、线性测微针,14、限位螺栓,15、紧固螺丝。
具体实施方式
[0031]
鉴于现有技术中的不足,本案发明人经长期研究和大量实践,得以提出本实用新型的技术方案。如下将对该技术方案、其实施过程及原理等作进一步的解释说明。
[0032]
本实用新型实施例提供了一种汽车车门锁扣位置检查装置,其包括:装置本体,所述装置本体的正面设有横向滑槽以及与横向滑槽相交的纵向安装槽,所述纵向安装槽内设有同步滑块,并通过定位插销将所述同步滑块与所述装置本体连接固定,且所述纵向安装槽内还设有与同步滑块配合的限位块;所述装置本体的正面还设有锁芯定位销和吸附磁力件,所述装置本体的背面设有锁扣逆向仿形销,且所述锁扣逆向仿形销还与所述同步滑块连接固定;所述装置本体的两侧还分别设有弹性件导向套和测量导向套,所述弹性件导向套内配合设置有可沿横向滑槽横向方向移动的弹性件,所述测量导向套内配合设置有可沿横向滑槽横向方向移动的线性测微针。
[0033]
由于车体上没有实际紧固螺纹孔,本实用新型实施例汽车车门锁扣位置检查装置安装通过设置的吸附磁力件强磁吸附在测量检具上,从而实现此装置在车体上的定位与固定。
[0034]
在本实用新型实施例的一些优选方案中,所述锁芯定位销包括并排设置的锁芯主定位销和锁芯副定位销。
[0035]
在一些优选实施例中,所述锁芯主定位销包括一阶梯台阶状定位销主体,所述定位销主体由圆台、第一圆柱体和第二圆柱体沿定位销主体轴向依次同轴连接构成,所述第一圆柱体的外径大于第二圆柱体的外径,所述圆台自远离第一圆柱体一端向靠近第一圆柱体一端外径逐渐增大,且圆台、第一圆柱体和第二圆柱体内设有处于同一竖直线上的通孔,所述通孔用于供配件通过,将所述锁芯主定位销进行固定。
[0036]
在一些优选实施例中,所述锁芯副定位销呈t型布置,包括截面呈多边形的第一销头以及与所述第一销头相连的第一销柱,所述第一销头的中心固定连接有定位板,且第一销头上还设置有贯穿第一销头的孔洞,所述孔洞用于供配件穿过,将所述锁芯副定位销进行固定。
[0037]
在一些优选实施例中,所述定位插销呈阶梯台阶状布置,所述定位插销由端头、第一销杆和第二销杆沿定位插销轴向依次同轴连接构成,且所述端头的外径大于所述第一销杆的外径,所述第一销杆的外径大于所述第二销杆的外径。
[0038]
进一步地,所述第一销杆包括依次设置的第一连接销杆、第二连接销杆和第三连接销杆,所述第二连接销杆的两端部均设置为倒角结构,所述第一连接销杆与第二连接销杆连接的端部设为与第二连接销杆端部呈对称的倒角结构,所述第三连接销杆与第二连接销杆连接的端部也设为与第二连接销杆端部呈对称的倒角结构。
[0039]
在一些优选实施例中,所述锁扣逆向仿形销呈t型布置,包括截面呈扇形的第二销头以及所述第二销头相连的第二销柱,所述第二销头的中心自外向内依次设置有喇叭状通腔和圆柱状通腔,所述圆柱状通腔用于供配件穿过,将所述锁扣逆向仿形销进行固定。
[0040]
在一些优选实施例中,所述同步滑块包括滑块本体,在所述滑块本体表面端部设有凸块,所述凸块顶部中心具有与定位插销配合的第二销孔,凸块侧部中心具有与线性测微针配合的插入孔,所述滑块本体的下部中心设有与锁扣逆向仿形销配合的安装孔。
[0041]
在一些优选实施例中,所述限位块包括具有u型槽限位本体以及设置在u型槽限位
本体下部两侧的连接块,且所述u型槽限位本体的u型槽宽度大于同步滑块宽度;所述连接块的中部设有连接孔,所述连接孔用于供配件穿过,将所述限位块进行固定。
[0042]
在一些优选实施例中,所述弹性件导向套包括弹性件安装座,所述弹性件安装座的内端部中心具有弹性件安装活动槽,所述弹性件安装座的外端部底端面设置有第一连接板。
[0043]
在一些优选实施例中,所述测量导向套包括线性测微针安装座,所述线性测微针安装座的中部具有线性测微针插入腔,且线性测微针插入腔的内端面还固定连接有弹性件;所述线性测微针安装座顶部中心设有用于锁紧线性测微针的紧固螺丝,所述线性测微针安装座内端部底端面设置有第二连接板。
[0044]
作为更具体的实施方式,第一连接板和第一连接板均布置有若干个等间距分布的连接安装孔,连接安装孔用于供配件穿过,将弹性件导向套和测量导向套分别与装置本体固定;实施过程中,吸附磁力件选用强磁铁,弹性件选用弹簧,但不局限于此。
[0045]
在本实用新型实施例的一些优选方案中,所述装置本体的背面上部中心还设置有与定位插销垂直且对定位插销进行限位的限位螺栓。
[0046]
在一些优选实施例中,所述装置本体的顶部还通过活动连接件连接有把手,便于对本实用新型实施例汽车车门锁扣位置检查装置的取放;本实用新型实施例汽车车门锁扣位置检查装置检测时,首先将要测量的门装配到测量检具上,通过汽车车门锁扣位置检查装置线性测微针接收端配套的数显传感器可以直观的显示锁扣的实际安装位置,通过数据比对来确定锁扣的安装位置是否合格,如果不合格需要调整多少,以及调整的位置及方向,从而提高了锁扣的安装准确性和效率,同时也避免了锁扣因为安装位置不好而引起的质量问题。
[0047]
如下将结合附图对该技术方案、其实施过程及原理等作进一步的解释说明。
[0048]
实施例
[0049]
参阅图1和图2,本实用新型的一个实施例中提供的一种汽车车门锁扣位置检查装置,其包括装置本体1、锁芯副定位销2、锁芯主定位销3、锁扣逆向仿形销4、测量导向套5、把手6、定位插销7、同步滑块8、弹簧导向套9、限位块10、弹簧11、强磁铁12、线性测微针13和限位螺栓14。
[0050]
参阅图1和图3,装置本体1由第一本体1-1和第二本体1-2构成的呈“凸”字型布置结构,第一本体1-1的正面设有横向滑槽1-3,第二本体1-2的正面设有与横向滑槽1-3相交的纵向安装槽1-4,第二本体1-2上部两侧面分别布置有三个等间距分布的连接销孔1-5,位于纵向安装槽1-4两侧的第二本体1-2上开有限位块连接孔1-6,位于纵向安装槽1-4下端面的第二本体1-2上中部开有锁芯主定位销连接孔1-7,锁芯主定位销连接孔1-7下方的第二本体1-2正面上开有与锁芯主定位销连接孔1-7并排设置的锁芯副定位销安装槽1-8,且锁芯副定位销安装槽1-8内设有至少四个穿过第二本体1-2的连接孔洞1-9,锁芯副定位销安装槽1-8两侧的第二本体1-2正面上对称设有用于安装强磁铁12的强磁铁安装槽1-10;第一本体1-1的顶部中心设有定位插销销孔1-11,第一本体1-1的顶部两侧对称设有把手连接孔1-12。
[0051]
参阅图1、图4和图5,锁芯副定位销2呈t型布置,包括截面呈正八边形的第一销头2-1以及与第一销头2-1相连的第一销柱2-2,第一销头2-1的中心固定连接有定位板2-3,且
第一销头2-1上还设置有贯穿第一销头2-1的孔洞2-4,将锁芯副定位销2置于锁芯副定位销安装槽1-8内,锁紧螺母依次穿过孔洞2-4和连接孔洞1-9,使锁芯副定位销2固定在装置本体1上。
[0052]
参阅图1和图6,锁芯主定位销3包括一阶梯台阶状定位销主体,定位销主体由圆台3-1、第一圆柱体3-2和第二圆柱体3-3沿定位销主体轴向依次同轴连接构成,第一圆柱体3-2的外径大于第二圆柱体3-3的外径,圆台3-1自远离第一圆柱体3-2一端向靠近第一圆柱体3-2一端外径逐渐增大,且圆台3-1、第一圆柱体3-2和第二圆柱体3-3内设有处于同一竖直线上的通孔3-4,将锁芯主定位销3置于装置本体1的锁芯主定位销连接孔1-7处,使通孔3-4与锁芯主定位销连接孔1-7的中心线位于同一直线,锁紧螺母依次穿过通孔3-4和锁芯主定位销连接孔1-7,使锁芯主定位销3固定在装置本体1上,并保证圆台3-1和第一圆柱体3-2凸在装置本体1外,便于对锁芯进行定位。
[0053]
参阅图1和图7,定位插销7呈阶梯台阶状布置,定位插销由端头7-1、第一销杆7-2和第二销杆7-3沿定位插销7轴向依次同轴连接构成,且端头7-1的外径大于第一销杆7-2的外径,第一销杆7-2的外径大于第二销杆7-3的外径,如图8所示,第一销杆7-2包括依次设置的第一连接销杆7-21、第二连接销杆7-22和第三连接销杆7-23,第二连接销杆7-22的两端部均设置为倒角结构,第一连接销杆7-21与第二连接销杆7-22连接的端部设为与第二连接销杆7-22端部呈对称的倒角结构,第三连接销杆7-23与第二连接销杆7-22连接的端部也设为与第二连接销杆7-22端部呈对称的倒角结构。
[0054]
参阅图1和图9,同步滑块8包括滑块本体8-1,在滑块本体8-1表面端部设有凸块8-2,凸块8-2顶部中心具有与定位插销7配合的第二销孔8-3,凸块8-2侧部中心具有与线性测微针13配合的插入孔8-4,滑块本体8-1的下部中心设有与锁扣逆向仿形销4配合的安装孔8-5,将同步滑块8置于纵向安装槽1-4内,定位插销7依次穿入定位插销销孔1-11和第二销孔8-3,使第一销杆7-2位于定位插销销孔1-11内,第二销杆7-3位于第二销孔8-3内,同时,装置本体1的背面设有与定位插销7垂直的限位螺栓14,对定位插销7进行限位,通过限位螺栓14与定位插销7的配合,使同步滑块8与装置本体1固定连接。
[0055]
参阅图2、图10和图11,锁扣逆向仿形销4呈t型布置,包括截面呈扇形的第二销头4-1以及第二销头4-1相连的第二销柱4-2,第二销头4-1的中心自外向内依次设置有喇叭状通腔4-3和圆柱状通腔4-4,锁紧螺母依次穿过喇叭状通腔4-3、圆柱状通腔4-4和安装孔8-5,将锁扣逆向仿形销4和同步滑块8进行固定。
[0056]
参阅图1,纵向安装槽1-4内还设有与同步滑块8配合的限位块10,参阅图12和图13,限位块10包括具有u型槽限位本体10-1以及设置在u型槽限位本体10-1下部两侧的连接块10-2,且u型槽限位本体10-1的u型槽宽度大于同步滑块8宽度;连接块10-2的中部设有连接孔10-3,锁紧螺母依次穿过连接孔10-3和限位块连接孔1-6,将限位块10与装置本体1进行固定。
[0057]
参阅图1和图2,第二本体1-2两侧还分别设有弹簧导向套9和测量导向套5,如图14和图15,弹簧导向套9包括弹簧安装座9-1,弹簧安装座9-1的内端部中心具有弹簧安装活动槽9-2,弹簧安装座9-1的外端部底端面设置有第一连接板9-3,第一连接板9-3上设置有三个与连接销孔1-5对应配合的连接安装销孔9-4,通过锁紧螺栓依次穿过连接安装销孔9-4和连接销孔1-5,使弹簧导向套9固定在第二本体1-2上,且弹簧安装座9-1与第一本体1-1贴
合,弹簧安装活动槽9-2内固定连接有可沿横向滑槽1-3横向方向移动的弹簧11。
[0058]
如图16所示,测量导向套5包括线性测微针安装座5-1,线性测微针安装座5-1的中部具有线性测微针插入腔5-2,且线性测微针插入腔5-2的内端面还固定连接有弹簧11;线性测微针安装座5-1内端部底端面设置有第二连接板5-3,第二连接板5-3上设置有三个与连接销孔1-5对应配合的连接安装孔5-4,通过锁紧螺栓依次穿过连接安装孔5-4和连接销孔1-5,使测量导向套5固定在第二本体1-2上,且线性测微针安装座5-1与第一本体1-1之间留有间隙,线性测微针13依次穿过线性测微针插入腔5-2和弹簧11,使线性测微针13的端部与同步滑块8接触,且线性测微针安装座5-1顶部中心设有用于供锁紧线性测微针13的紧固螺丝15连接的紧固螺丝孔5-5。
[0059]
参阅图1、图2和图17,把手6具有u型把手主体6-1,在u型把手主体6-1的两侧对称设有向下倾斜的安装边6-2,安装边6-2上设有与把手连接孔1-12对应配合的把手安装孔6-3,锁紧螺母依次穿过把手安装孔6-3和把手连接孔1-12,使把手6固定在装置本体1上,把手6的设置便于对本实用新型实施例汽车车门锁扣位置检查装置的取放。
[0060]
本实用新型实施例汽车车门锁扣位置检查装置检测时,首先将要测量的门装配到测量检具上,利用本实用新型实施例汽车车门锁扣位置检查装置的锁芯主定位销3和锁芯副定位销2定位在测量检具上锁芯的安装位置,通过强磁铁12的磁力将装置固定在测量检具上。此时锁扣逆向仿形销4的位置处于门锁扣的理论位置,将线性测微针13(插入前先将自有状态置“0”)插入测量导向套5的线性测微针插入腔5-2,当线性测微针13的前端触碰到同步滑块8后直至读数为“+6”时固定测量导向套5上的紧固螺丝5-5锁紧线性测微针13,此时状态下将读数置“0”。此过程为校零过程。拧松限位螺栓14拔出定位插销7。此时的同步滑块8由于受到弹簧11的反向作用力离开理论值位置。可以在外力作用下可以沿着横向滑槽1-3自由的滑行。将装好门锁的车门利用测量铰链固定在测量检具上,回转铰链将车门闭合至测量检具的车门理论状态(利用y向的限位块)。此时锁扣逆向仿形销4会配合到门锁,并根据门锁的实际位置来滑动。锁扣逆向仿形销4带动同步滑块8沿着横向滑槽1-3滑动,由于线性测微针13和同步滑块8是有弹性接触此时线性测微针13会根据锁扣逆向仿形销4的实际位置来测量,在显示器上会有相应的数值。根据数值的大小和正负号来来实现锁扣的位置调节;此外,本实施例汽车车门锁扣位置检查装置不会与被检测零部件发生干涉,易于将被检测零部件安装到检具上,极大了提高了调试的准确性与调试的速度。
[0061]
应当理解,上述实施例仅为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 定位销

 热门咨询
热门咨询




tips