
 商标分类
商标分类  商标转让
商标转让 
一种卡接结构的热烫印格栅的制作方法
 2021-02-03 15:02:00|
2021-02-03 15:02:00| 289|
289| 起点商标网
起点商标网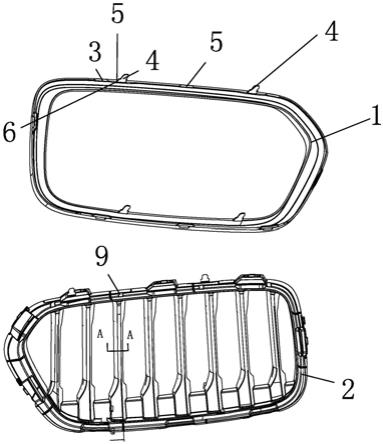
[0001]
本实用新型属于汽车格栅技术领域,具体涉及一种卡接结构的热烫印格栅。
背景技术:
[0002]
汽车格栅因为是电镀注塑件abs树脂产品,与涂装的pc+abs本体及格栅上饰板进行自攻钉装配,与前大灯进行卡扣的扣接,与前保进行筋卡扣的卡扣的扣接,所以必须要综合考虑到产品结构的成型,在产品的结构上是否有倒扣的地方,产品的装配结构上是否有足够的空间用于滑块或者是斜顶的脱除,是否会刮伤汽车前保险杠涂装面,及能否满足产品的外观使用要求,这里现有的热烫印格栅主要有以下几个缺点:1、亮条的凸点结构,避免电镀外框与塑料本体大面接触,不好装配,原来一般的外框和本体之间一般是大面零贴或者中间有间隙,在装配之后经常出现异响或者间隙不均的情况,装配出现困难或者空洞的时候,不好修模进行配合;热烫印格栅现成锥形,不适合注塑模具的浇口的直接安放,因为浇口在注塑之后使用水口钳剪除之后容易形成残胶,从而影响电镀外框和本体的配合;热烫印格栅的结构容易在模具上容易形成吸附的效果,因为v形的结构容易内缩,在模具上面会对钢材形成夹紧的力,从而导致脱模困难。
技术实现要素:
[0003]
本实用新型所要解决的技术问题是针对现有技术的现状,而提供一种装配简单,装配稳定性好,避免晃动的卡接结构的热烫印格栅。
[0004]
本实用新型解决上述技术问题所采用的技术方案为:一种卡接结构的热烫印格栅,其特征在于,包括电镀外框体以及格栅总成,所述的电镀外框体安装在格栅总成上,沿着电镀外框体的边沿上布置有过渡工艺挂脚,所述的过渡工艺挂脚处具有凹槽,所述的凹槽上具有开口,所述的开口位于电镀外框体的边沿内侧,在电镀外框体上布置有凸点。
[0005]
在上述的一种卡接结构的热烫印格栅中,所述的凸点处的右侧厚度大于左侧厚度。
[0006]
在上述的一种卡接结构的热烫印格栅中,所述的格栅总成上具有与电镀外框相配合的仿型面,在格栅总成其中一侧下端具有贴靠台阶,电镀外框其中一端抵靠在贴靠台阶上。
[0007]
在上述的一种卡接结构的热烫印格栅中,所述的格栅总成上设置有沉台。
[0008]
在上述的一种卡接结构的热烫印格栅中,所述的格栅总成上设置有单侧翻边。
[0009]
与现有技术相比,本实用新型的优点在于凸点结构可以使得电镀外框与塑料本体接触性好,装配方便,凹槽结构,避免电镀挂脚在切除的时候形成残胶和对手件干涉,影响装配,亮条装配稳定性好,保证电镀性能的同时,也保证产品的外观。
附图说明
[0010]
图1是本卡接结构的热烫印格栅的整体结构示意图;
[0011]
图2是凸点的结构示意图;
[0012]
图3是工艺挂脚处的凹槽结构示意图;
[0013]
图4是电镀外框体和格栅总成装配的结构示意图;
[0014]
图5是图1处a-a向的结构示意图。
具体实施方式
[0015]
以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
[0016]
图中,电镀外框体1;格栅总成2;凸点3;过渡工艺挂脚4;凹槽5;开口6;仿型面7;贴靠台阶8;沉台9;单侧翻边10。
[0017]
如图1和图2所示,本卡接结构的热烫印格栅,包括电镀外框体1以及格栅总成2,电镀外框体1安装在格栅总成2上,这里原来一般的外框和本体之间一般是大面零贴或者中间有间隙,在装配之后经常出现异响或者间隙不均的情况,装配出现困难或者空洞的时候,不好修模进行配合,作为优化,在电镀外框体1上布置有凸点3,避免电镀外框体1与格栅总成2大面接触,不好装配,另外在进行电镀外框体1的电镀的时候,因为电镀工艺的需求,我们往往需要增加电镀挂脚在外框上面,用于电镀挂架上面导电点的设定和产品的卡接放置,而这样的工艺挂脚在后续的去除的时候往往会留下残余,从而干涉或者挂上对手件的a面,从而造成产品不良,作为优化沿着电镀外框体1的边沿上布置有过渡工艺挂脚4,如图3所示,过渡工艺挂脚4处具有凹槽5,凹槽5上具有开口6,开口6位于电镀外框体1的边沿内侧,这里避免过渡工艺挂脚4在切除的时候形成残胶和对手件干涉,影响装配,由于是具有凹槽5,在掰断过渡工艺挂脚4后也会残留在凹槽5内,而不会刮伤对手件,由于开口6是在内侧面,即使掰断也不会从外侧面看到掰断的残留部分,而且过渡工艺挂脚4沿着凹槽5方向进行使力掰断,极大的提升了生产的效率。
[0018]
这里凸点3处的右侧厚度大于左侧厚度,壁厚增加结构和壁厚渐变结构,可以保证电镀的性能的同时,保证产品的外观,这是由于产品表面注塑后因为局部壁厚过厚容易缩水变形,无法保证产品的表面外观商业性能,而因为客户会有轻量化的要求,目前产品的壁厚已经越来越薄,但是电镀的产品的性能要求又决定了产品的壁厚需要达到3mm的厚度电镀品质才能保证,在这种情况下,在本专利中设定了局部的电镀的厚度,即为左侧厚度为2.5mm,右侧厚度为3mm。
[0019]
如图4所示,作为优化,为了确保电镀外框体1以及格栅总成2的装配的稳定性,避免电镀外框体1的晃动,这里格栅总成2上具有与电镀外框相配合的仿型面7,在格栅总成2其中一侧下端具有贴靠台阶8,电镀外框其中一端抵靠在贴靠台阶8上,另外格栅总成2上设置有沉台9,这里通过沉台9结构,在产品可以进行装配遮蔽的情况下,可以确保了模具胶口的设定,确保了模具的可行性,如图5所示,格栅总成2上设置有单侧翻边10,这里通过单侧翻边10,可以避免模具结构的包覆结构,在模具上容易形成吸附的效果,因为v形的结构容易内缩,在模具上面会对钢材形成夹紧的力,从而导致脱模困难,整个格栅在性能保证的前提下,保证了汽车用热烫印格栅安装本体的外观性能,极大的减少了注塑、电镀工艺的废品率,改善了模具加工工艺,提高了模具使用寿命,防止了装配不良及刮伤尾门装饰板及亮条、钣金的发生。
[0020]
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明,本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神所定义的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips