
 商标分类
商标分类  商标转让
商标转让 
一种基于多工况的混合梯度笼式吸能结构及其加工方法与流程
 2021-02-03 15:02:43|
2021-02-03 15:02:43| 355|
355| 起点商标网
起点商标网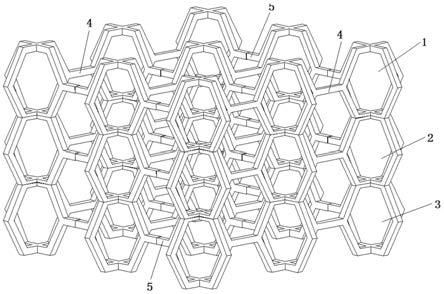
[0001]
本发明属于汽车用吸能结构领域,具体涉及一种基于多工况的混合梯度笼式吸能结构及其加工方法。
背景技术:
[0002]
碰撞安全是汽车极为重要的性能,目前汽车研发中愈发重视围绕汽车碰撞的安全性设计,因此对机动车辆的被动安全性提出了更高的要求,已成为国内汽车研究的重点及热点。工程师多对碰撞结构进行优化设计,或者以泡沫铝作为填充材料,通过改进零部件的结构设计实现碰撞吸能,但设计性有限,对耐撞性的提升有限。
[0003]
近几年,多胞材料逐渐走进工程领域,不同的微元胞设计使设计空间被丰富,可以实现性能控制,并且具有优异的吸能能力。中国专利cn210597144u公开了“一种泡沫铝缓冲吸能防撞护栏端头”,其中,泡沫铝是一种新型金属材料,材料中含有丰富的泡沫气孔,当泡沫铝承受压力时,由于气孔塌陷导致的受力面积增加和材料应变硬化效应,使得泡沫铝具有优异的冲击能量吸收特性,由于泡沫铝材料本身的内部结构不具备设计性;因此,在均匀蜂窝结构的基础上提出了纵向梯度蜂窝结构,改善了轴向冲击时碰撞吸能性能,如中国cn105398099a公开了“一种梯度蜂窝复合体及其制作方法和应用结构”,由于纵向梯度蜂窝结构在受到梯度方向的冲击载荷时,能够吸收更多的能量,因此提高了结构的耐撞性能;但在汽车实际碰撞中,轴向冲击为理想状态,碰撞总是伴随着角度,而现有吸能结构只关注了轴向冲击下的能量吸收,在斜向冲击时,碰撞吸能的效果下降明显。
技术实现要素:
[0004]
本发明的第一个目的在于提供一种基于多工况的混合梯度笼式吸能结构,以解决现有吸能结构在斜向冲击时吸能效果不好,碰撞时初始峰值高的技术难题。
[0005]
为实现上述目的,本发明是采用如下技术方案实现的:
[0006]
一种基于多工况的混合梯度笼式吸能结构,包括沿x向、y向、z向依次排列的笼式胞元体以及用于将x向、y向上相邻两个笼式胞元体连接的连接臂;其中,所述笼式胞元体是由空间垂直且上端面与下端面均沿中心线交叉重叠设置的两个相同结构的正六边形构成,使笼式胞元体的顶面和底面均为十字交叉结构,四个侧壁为v型结构;所述连接臂包括等壁厚连接臂、变壁厚连接臂;
[0007]
所述笼式胞元体在z向上被分为顶层笼式胞元体、中间层笼式胞元体、底层笼式胞元体;
[0008]
所述顶层笼式胞元体顶面的壁厚与侧壁的壁厚相同,底面的壁厚为1/2侧壁的壁厚;所述中间层笼式胞元体顶面的壁厚与底面的壁厚均为1/2侧壁的壁厚;所述底层笼式胞元体顶面的壁厚为1/2侧壁的壁厚,底面的壁厚与侧壁的壁厚相同;
[0009]
顶层笼式胞元体的底面与中间层笼式胞元体的顶面对接,中间层笼式胞元体的底面与另一中间层笼式胞元体的顶面或底层笼式胞元体的顶面对接,底层笼式胞元体的顶面
与中间层笼式胞元体的底面对接;
[0010]
沿x向设置的顶层笼式胞元体、中间层笼式胞元体及底层笼式胞元体中相邻的两个笼式胞元体的侧壁通过等壁厚连接臂连接,使x向相邻的四个笼式胞元体之间形成正六边形结构;沿y向设置的顶层笼式胞元体、中间层笼式胞元体及底层笼式胞元体中相邻的两个笼式胞元体的侧壁通过等壁厚连接臂或变壁厚连接臂连接,使y向相邻的四个笼式胞元体之间形成正六边形结构;
[0011]
以z向和y向形成的面的左上角笼式胞元体为起点,沿z向排布的笼式胞元体的侧壁壁厚为正梯度变化、沿y向排布的笼式胞元体的侧壁壁厚为负梯度变化,z向、y向排列的笼式胞元体根据笼式胞元体的个数分别被平分成2~5个梯度数后得到若干区域,每个区域内的笼式胞元体的侧壁为同一厚度,z向梯度值为n,y向梯度值为m,设z向和y向形成的面的左上角笼式胞元体的侧壁壁厚为t,t≥1mm,则n和m为0.03t~0.06t,且n和m均小于等于0.25;
[0012]
所述等壁厚连接臂的壁厚和与其连接的笼式胞元体的侧壁壁厚相同;
[0013]
所述变壁厚连接臂是以中心线为界,其中一半的壁厚和与其端部连接的笼式胞元体的侧壁壁厚相同;另一半的壁厚和与其另一端连接的笼式胞元体的侧壁壁厚相同。
[0014]
作为本发明的优选,所述n和m为0.05t。
[0015]
作为本发明的优选,所述的基于多工况的混合梯度笼式吸能结构是采用金属材料或工程塑料加工而成。
[0016]
本发明的第二个目的在于提供一种采用工程塑料加工基于多工况的混合梯度笼式吸能结构的方法,该方法采用粉末激光烧结的方式逐层加工。
[0017]
本发明的第三个目的在于提供一种采用金属材料加工基于多工况的混合梯度笼式吸能结构的方法,该方法包括以下步骤:
[0018]
步骤1、选择大小适合的钢材,将z向和y向形成的a面朝上,将其在线切割机器上装夹,根据笼式胞元体结构的几何数据编程切割;切割时,选择线切割穿丝定位点,先完成第一组最顶端半六边形封闭区域切割,之后向下重新进行定位穿丝,完成第一组纵向的所有半六边形封闭区域切割;之后向右重新进行定位穿丝,完成第一组另一半六边形封闭区域切割,之后向上重新进行定位穿丝,完成第一组纵向的所有另一半六边形封闭区域切割,使钢材上加工出中间具有分割板的正六边形镂空结构;之后向右下方重新进行定位穿丝,完成第一组正六边形封闭区域切割,之后向下重新进行定位穿丝,完成第一组所有正六边形封闭区域切割,之后向右下方重新进行定位穿丝,完成第二组最底端半六边形封闭区域切割,之后向上重新进行定位穿丝,完成第二组纵向的所有半六边形封闭区域切割;之后向右重新进行定位穿丝,完成第二组另一半六边形封闭区域切割,之后向下重新进行定位穿丝,完成第二组纵向的所有另一半六边形封闭区域切割,之后向右上方重新进行定位穿丝,完成第二组正六边形封闭区域切割,之后向上重新进行定位穿丝,完成第二组所有正六边形封闭区域切割;按照上述方式依次完成所有封闭区域的切割,之后进行外围轮廓的切割;
[0019]
步骤2、将步骤1得到的镂空钢材z向和x向形成的b面朝上,将其在线切割机器上装夹,根据笼式胞元体结构的几何数据编程切割,切割时按照a面切割方式进行切割;
[0020]
步骤3、将步骤2得到的镂空钢材x向和y向形成的c面朝上,将其在线切割机器上装夹,根据笼式胞元体结构的几何数据编程切割;切割时,选择线切割穿丝定位点,先将第一
组相邻四个矩形顶面相对的四个顶角进行切割,之后向下重新进行定位穿丝,完成纵向所有相邻四个矩形顶面相对的四个顶角的切割,之后向右重新进行定位穿丝,完成第二组相邻四个矩形顶面相对的四个顶角的切割,之后向上重新进行定位穿丝,完成第二组纵向所有相邻四个矩形顶面相对的四个顶角的切割;按照上述方式依次进行切割,之后进行外侧顶角切割,使笼式胞元体的顶面切割成十字交叉结构;
[0021]
步骤4、将b面和c面与水平面成45
°
重新定位装夹,依次选择线切割穿丝定位点,完成每个笼式胞元体中间部位的切割,使笼式胞元体内部为中空结构;
[0022]
步骤5、重新装夹,利用微型铣刀根据三维尺寸数据进行厚度的调整,得到混合梯度笼式吸能结构。
[0023]
本发明的第四个目的在于提供一种吸能盒,该吸能盒包括主体、设置在主体腔室内的吸能结构,所做的改进是,所述吸能结构采用上述基于多工况的混合梯度笼式吸能结构。
[0024]
与现有技术相比本发明的优点和有益效果是:
[0025]
(1)本发明提供的混合梯度笼式点阵吸能结构在0-30
°
工况条件下的比吸能值明显优于现有常用的多胞材料结构,该结构在多角度工况下的耐撞性得到了大幅提升,同时相比于传统结构,该结构还能保证较小的峰值碰撞力,增加了行人和汽车零部件的保护能力。
[0026]
(2)本发明提供的混合梯度笼式点阵吸能结构基于仿生设计的思想,在进行梯度设计的时候,仿生于动物骨骼的密度分布,将更多的材料布置于主要承载端,实现了材料的最优分布,使正确的材料位于正确的位置,增加了材料的利用率,避免了材料的浪费,在不影响结构性能的同时实现了轻量化的目标,可用于汽车吸能盒等部件。
[0027]
(3)本发明提供的混合梯度笼式点阵吸能结构的加工方法简单,易于操作,克服了金属多胞结构难以加工或成形表面粗糙等问题。
附图说明
[0028]
图1是混合梯度笼式吸能结构的整体结构示意图;
[0029]
图2是混合梯度笼式吸能结构的主视图;
[0030]
图3是3
×
3混合梯度笼式吸能结构的示意图;
[0031]
图4是粉末激光烧结过程的示意图;
[0032]
图5a是钢材的示意图;
[0033]
图5b是钢材a面的示意图;
[0034]
图6是钢材a面的切割示意图;
[0035]
图7是钢材a面切割后的示意图;
[0036]
图8是钢材a面切割后b面的示意图;
[0037]
图9是钢材b面切割后的示意图;
[0038]
图10是钢材c面的切割示意图;
[0039]
图11是钢材c面切割后的示意图;
[0040]
图12是钢材b面和c面与水平面成45
°
的正视图;
[0041]
图13是钢材b面和c面与水平面成45
°
的俯视图;
[0042]
图14是钢材a、b、c三面切割后的示意图;
[0043]
图15是内凹六边形吸能结构的整体结构示意图;
[0044]
图16是内凹六边形吸能结构的主视图;
[0045]
图17是星形吸能结构的整体结构示意图;
[0046]
图18是星形吸能结构的主视图;
[0047]
图19是双箭头吸能结构的整体结构示意图;
[0048]
图20是双箭头吸能结构的主视图;
[0049]
图21是多工况角度示意图;
[0050]
图22是笼式吸能结构梯度设计的区域分布图;
[0051]
图23是梯度设计笼式吸能结构比吸能图;
[0052]
图24是以be为基准梯度设计笼式吸能结构比吸能增长图;
[0053]
图25是梯度设计笼式吸能结构峰值力的对比图;
[0054]
图26是cd、be、af梯度设计笼式吸能结构变形过程示意图;
[0055]
图27是20
°
冲击时梯度设计笼式吸能结构能量吸能曲线图。
具体实施方式
[0056]
为使本领域技术人员能够更好的理解本发明的技术方案及其优点,下面结合附图对本申请进行详细描述,但并不用于限定本发明的保护范围。
[0057]
实施例1
[0058]
参阅图1至图3,本发明提供的一种基于多工况的混合梯度笼式吸能结构,包括沿x向、y向、z向依次排列的笼式胞元体a、用于将x向、y向上相邻两个笼式胞元体连接的连接臂b;其中,所述笼式胞元体是由空间垂直且上端面与下端面均沿中心线交叉重叠设置的两个相同结构的正六边形构成,使笼式胞元体的顶面和底面均为十字交叉结构,四个侧壁为v型结构;所述连接臂包括等壁厚连接臂4、变壁厚连接臂5;笼式胞元体在z向上被分为顶层笼式胞元体1、中间层笼式胞元体2、底层笼式胞元体3;
[0059]
所述顶层笼式胞元体1顶面的壁厚与侧壁的壁厚相同,底面的壁厚为1/2侧壁的壁厚;所述中间层笼式胞元体2顶面的壁厚与底面的壁厚均为1/2侧壁的壁厚;所述底层笼式胞元体3顶面的壁厚为1/2侧壁的壁厚,底面的壁厚与侧壁的壁厚相同;
[0060]
顶层笼式胞元体1的底面与中间层笼式胞元体2的顶面对接,中间层笼式胞元体2的底面与另一中间层笼式胞元体2的顶面或底层笼式胞元体3的顶面对接,底层笼式胞元体3的顶面与中间层笼式胞元体2的底面对接;
[0061]
沿x向设置的顶层笼式胞元体1、中间层笼式胞元体2及底层笼式胞元体3中相邻的两个笼式胞元体的侧壁通过等壁厚连接臂4连接,使x向相邻的四个笼式胞元体之间形成正六边形结构;沿y向设置的顶层笼式胞元体1、中间层笼式胞元体2及底层笼式胞元体3中相邻的两个笼式胞元体的侧壁通过等壁厚连接臂4或变壁厚连接臂5连接,使y向相邻的四个笼式胞元体之间形成正六边形结构;
[0062]
以z向和y向形成的面的左上角笼式胞元体为起点,沿z向排布的笼式胞元体的侧壁壁厚为正梯度变化、沿y向排布的笼式胞元体的侧壁壁厚为负梯度变化,z向、y向排列的笼式胞元体根据笼式胞元体的个数分别被平分成2~5个梯度数后得到若干区域,每个区域
内的笼式胞元体的侧壁为同一厚度,z向梯度值为n,y向梯度值为m,设z向和y向形成的面的左上角笼式胞元体的侧壁壁厚为t,t≥1mm,则n和m为0.03t~0.06t,且n和m均小于等于0.25,n和m优选0.05t;
[0063]
所述等壁厚连接臂4的壁厚和与其连接的笼式胞元体的侧壁壁厚相同;
[0064]
所述变壁厚连接臂5是以中心线为界,其中一半的壁厚和与其端部连接的笼式胞元体的侧壁壁厚相同;另一半的壁厚和与其另一端连接的笼式胞元体的侧壁壁厚相同。
[0065]
实施例2
[0066]
本发明上述基于多工况的混合梯度笼式吸能结构可以采用金属材料加工而成,也可采用工程塑料加工而成,当采用工程塑料加工基于多工况的混合梯度笼式吸能结构时,最好采用粉末激光烧结的方式逐层加工(见图4);因为笼式吸能结构属于一种镂空结构,所以其加工难度较大,不同于常规的增材制造(3d打印)设计零件,在进行这种镂空结构的加工时,需要利用粉末层对悬着的斜柱结构进行支撑,如果采用常规的人为添加支撑,会导致其支撑在成品后去除困难,即使完全去除,也会在过程中导致一定的去除缺陷,造成产品的性能下降,后期控制不准确,所以采用粉末激光烧结的方式逐层加工,利用粉末层进行自然支撑是最佳方式。
[0067]
当采用金属材料加工时,对于本发明这种笼式吸能结构,使用常规的线切割和机加工步骤是难以实现的,因为其结构本身具有多个封闭区域,对钼丝产生路线障碍,同时不同区域元胞的壁厚也有差异,因此其加工方法十分特殊,这里以3
×
3
×
3笼式吸能结构的加工为例,具体步骤如下:
[0068]
步骤1、选择大小适合(70mm
×
100mm
×
100mm)的钢材(见图5a和5b),将z向和y向形成的a面朝上,将其在线切割机器上装夹,根据笼式胞元体结构的几何数据编程切割;切割时,按照图6中
①
中实线箭头位置进行切割,切割完一个封闭区域之后按照虚线箭头所示方向依次重新进行定位穿丝切割,直至完成所有封闭区域的切割;之后按照
②
所示方式进行外围轮廓的切割,即:选择线切割穿丝定位点,先完成第一组最顶端半六边形封闭区域a切割,之后向下重新进行定位穿丝,完成第一组纵向的所有半六边形封闭区域a切割;之后向右重新进行定位穿丝,完成第一组另一半六边形封闭区域b切割,之后向上重新进行定位穿丝,完成第一组纵向的所有另一半六边形封闭区域b切割,使钢材上加工出中间具有分割板c的正六边形镂空结构;之后向右下方重新进行定位穿丝,完成第一组正六边形封闭区域d切割,之后向下重新进行定位穿丝,完成第一组所有正六边形封闭区域d切割,之后向右下方重新进行定位穿丝,完成第二组最底端半六边形封闭区域切割,之后向上重新进行定位穿丝,完成第二组纵向的所有半六边形封闭区域切割;之后向右重新进行定位穿丝,完成第二组另一半六边形封闭区域切割,之后向下重新进行定位穿丝,完成第二组纵向的所有另一半六边形封闭区域切割,之后向右上方重新进行定位穿丝,完成第二组正六边形封闭区域切割,之后向上重新进行定位穿丝,完成第二组所有正六边形封闭区域切割;按照上述方式依次完成所有封闭区域的切割,之后进行外围轮廓的切割,得到如图7所示结构;
[0069]
步骤2、将步骤1得到的镂空钢材z向和x向形成的b面朝上(见图8),将其在线切割机器上装夹,根据笼式胞元体结构的几何数据编程切割,切割时按照a面切割方式进行切割,得到如图9所示结构;
[0070]
步骤3、将步骤2得到的镂空钢材x向和y向形成的c面朝上,将其在线切割机器上装
夹,根据笼式胞元体结构的几何数据编程切割;切割时,按照图10中
①
实箭头位置进行定位切割虚线包围封闭区域,切割完一个后按照虚箭头所示方向依次完成其他三个封闭区域的切割;之后按照
②
所示定位切割c面的外围轮廓,即:选择线切割穿丝定位点,先将第一组相邻四个矩形顶面e相对的四个顶角f的切割,之后向下重新进行定位穿丝,完成纵向所有相邻四个矩形顶面相对的四个顶角的切割,之后向右重新进行定位穿丝,完成第二组相邻四个矩形顶面e相对的四个顶角f的切割,之后向上重新进行定位穿丝,完成第二组纵向所有相邻四个矩形顶面相对的四个顶角的切割,按照上述方式依次进行切割,之后进行外侧顶角g切割,使笼式胞元体的顶面切割成十字交叉结构,得到如图11所示结构,此时的结构在a面的各厚度值为混合梯度,但是b面和c面由于线切割工艺的限制,为单一厚度,需要后面工序进行加工,同时a、b、c三个工作面线切割后笼式胞元体的中心柱h无法去除,需要重新定位装夹进行切割;
[0071]
步骤4、将b面和c面与水平面成45
°
重新定位装夹(见图12、13),依次选择线切割穿丝定位点,按照图13中
①
实箭头所示位置切割封闭区域中间部分(中心柱h),一个封闭区域切割完成之后,按照图13中虚箭头所示方向重新编程穿丝进行其他封闭区域的切割,直到所有区域切割完成;即:完成每个笼式胞元体中间部位的切割,使笼式胞元体内部为中空结构,得到如图14所示结构;
[0072]
步骤5、重新装夹,利用微型铣刀根据三维尺寸数据进行厚度的调整,得到如图3所示混合梯度笼式吸能结构。
[0073]
实施例3
[0074]
一种吸能盒上,该吸能盒包括主体、设置在主体腔室内的吸能结构;其中,所述吸能结构采用上述实施例1所述的基于多工况的混合梯度笼式吸能结构。
[0075]
对比例1
[0076]
为了验证本申请笼式吸能结构ls的吸能性能,本发明选择了最为常见的内凹六边形吸能结构rh(见图15、16)、星形吸能结构ssh(见图17、18)、双箭头吸能结构dah(图19、20),在相同条件和工况下建立笼式吸能结构与其他三种结构的仿真模型,并进行各耐撞性指标和变形模式的对比,比吸能和峰值碰撞力对比结果如下。
[0077]
表1四种结构不同速度不同角度下的比吸能(10
3
j/kg)对比
[0078][0079]
表2四种结构不同速度不同角度下的峰值碰撞力(kn)对比
[0080][0081]
结果显示,笼式吸能结构ls的三种速度工况(5、10、50m/s)和七种角度工况条件下的比吸能值都优于其他三种结构,同时峰值碰撞力也较高,因此需要对笼式吸能结构ls进一步优化,降低初始峰值力,所以本发明选择混合梯度的笼式吸能结构。
[0082]
本发明笼式吸能结构ls与其他三种吸能结构吸能性能分析:
[0083]
内凹六边形结构、星形结构和双箭头结构均属于负泊松比结构,负泊松比结构具有明显的各向异性,在承受轴向压缩时,吸能结构表现出明显的负泊松比效应,也即“拉胀效应”,吸能性能较好;但是当承受斜向冲击时,该效应减弱甚至消失,同时侧向刚度较小,结构整体容易出现倾倒现象,结构大量材料未压缩便已经失效,因此不利于能量的吸收;而本发明提供的笼式吸能结构属于正泊松比结构,且具有高度的对称性,承受斜向冲击时刚度较大,不易倾倒,所以适用于多工况条件下的吸能。
[0084]
对比例2
[0085]
为了保证笼式吸能结构的吸能效果,同时降低初始峰值力,本发明选择对笼式吸能结构进行梯度设计,通过对多种梯度变化形式的尝试,最终发现在z向(纵向)和y向(横向)形成的平面范围内进行梯度设计吸能效果较好。
[0086]
为了便于理解,假设梯度从左向右递增,上至下递增,设置纵向有3个梯度,梯度值为m,横向有3个梯度,梯度值设为n,则得到9个区域,每个区域内的笼式胞元体的侧壁为同一厚度,设置左上角区域厚度值为t,则不难得出其余部分的分布,如表3所示。
[0087]
表3为不同区域内笼式胞元体的侧壁壁厚分布表
[0088]
tt+nt+2nt+mt+m+nt+m+2nt+2mt+2m+nt+2m+2n
[0089]
参见图22,笼式吸能结构梯度设计的区域分布图,令每个区域为一个单元,使各个单元在平面内纵向、横向互联,以笼式胞元体的侧壁厚度变化表示梯度变化,产生9种厚度变化模式,令a、b、c分别表示纵向梯度递增、均布及递减,令d、e、f分别表示横向梯度递增、均布及递减,则产生9种情况,ad、ae、af、bd、be、bf、cd、ce、cf,每种情况各区域侧壁壁厚见表4,厚度单位为mm;
[0090]
表4为3
×
3梯度分布时各区域侧壁壁厚表
[0091][0092]
为了验证上述混合梯度的吸能效果,进行如下三组对比验证,分析了0
°
、10
°
、20
°
、30
°
四个工况下碰撞变形,如图23至25所示,be表示各区域厚度相同,横纵向无均无梯度,作为对比项,可以看出af组合(即纵向正梯度,横向负梯度时)在多角度工况下吸能效果优异。
[0093]
本申请混合梯度笼式吸能结构角度冲击吸能过程与原理(与均匀梯度be对比):
[0094]
从变形模式图26中可以看出,当横向为正梯度,纵向为负梯度(cd)时,与be和af相比,由于纵向负梯度的影响,横向最左边(冲击端)先开始变形(变形从远端开始),整体结构达到密实区;另一方面,左上端的结构也属于受角冲击而承载力较弱的部分,也开始发生变
形;因此,cd的左侧结构相对快速压实,而右侧较强的结构没有变形,对能量吸收的作用较小,并未参与到吸能过程,造成了材料的浪费;另外,由于纵向最下端的厚度最小,材料最少,所以在受到冲击时,最下端结构与冲击端结构都开始变形,当整体应变为0.8时已经较为密实,不能吸收更多能量,且结合峰值力图25可以看出,当纵向为负梯度时,由于冲击端材料较多,所以峰值力较大,不利于行人保护和车体零部件的保护。
[0095]
相反,受纵向正梯度的影响,af和be都是自上而下变形的;与be相比,横向为负梯度,纵向为正梯度(af)时,在角冲击过程中的主要变形区位于左侧,横向材料集中于冲击端,在整个碰撞过程中可以保证较多的材料参与到吸能过程,从而使得笼式吸能结构的比吸能较大,其厚度最大可达2.3mm;且纵向为正梯度可以使得笼式吸能结构在压溃过程中保持渐进压溃,同时冲击端材料较少,保证结构的峰值碰撞力小于其他形式的分布(从图27可以看出,在应变为0.7后,af超过了be的吸收能量),增加行人和零部件保护能力。
[0096]
通过以上对不同梯度分布下的性能机理分析,证实了结构的合理分布对动力性能有显著影响,对于本发明的笼式吸能结构,沿z向排布的笼式胞元体的侧壁壁厚为正梯度变化、沿y向排布的笼式胞元体的侧壁壁厚为负梯度变化时,吸能效果最好,同时碰撞时初始峰值低。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips