
 商标分类
商标分类  商标转让
商标转让 
一种多层仿生结构自行车防爆轮胎及其制备方法与流程
 2021-02-03 15:02:42|
2021-02-03 15:02:42| 529|
529| 起点商标网
起点商标网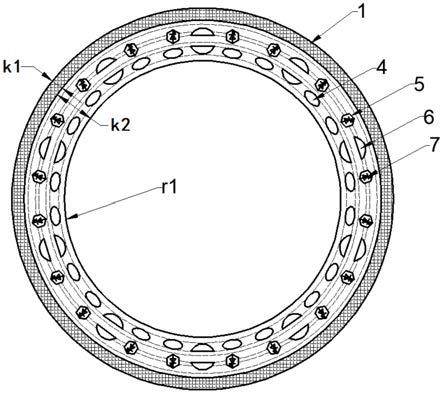
[0001]
本发明涉及橡胶轮胎领域,特别是涉及一种多层仿生结构自行车防爆轮胎及其制备方法。
背景技术:
[0002]
现有的免充气防爆轮胎主要有三种,第一种是实心胎,这种轮胎的缺点:材料消耗大,胎体沉重,成本高,易爆破。第二种是纤维实心胎,这种轮胎的缺点:生产工艺难度大,动力消耗高,胎体沉重,缓冲性能差,成本大。第三种是泡沫实心胎,这种轮胎的缺点是:其胎体为塑料发泡而成,故耐候性较差,老化速度快,易松弛脱胎,尤其是连续较高速度运行时胎心泡沫部分迅速软化,继而碎裂而无法使用。上面提到的三种免充气防爆轮胎因其具有的缺点限制了它的发展,使得防爆轮胎没有在自行车上进行大量的应用。
[0003]
仿生学认为,生物的表面形态、器官、结构和功能是为适应生存环境而在历史的变迁中长期进化逐渐形成的最佳结果。依据生物“用进废退”学说,部分反复经受刺激作用的部位可能就会出现一定表面形态(凸起、凹陷等),最终进化形成形态各异的非光滑生物表面。基于同样的逻辑推理,生物体表材料及结构也正是这些生物在其生存的自然环境中长期经受不均衡外力刺激或作用的结果。通过大量的研究表明,生物具有减租、耐磨损、抗粘附等功能,但是其很多功能并不是一种结构作用的结果,而是其表面形态、结构及材料等多个耦元耦合作用的结果。耐磨生物体表材料通常是由不同化学成分、组织结构的材料通过一定的耦联方式分层或梯度复合而成,从而呈现出良好的耐磨性能。随着仿生摩擦学的快速发展,仿生学设计作为一种独具特色的设计方法,如何将仿生学应用到轮胎中,满足轮胎的常规应用的前提下提高轮胎的防爆安全性成为轮胎设计的难点。
技术实现要素:
[0004]
为了解决上述问题,本发明提供了一种多层仿生结构自行车防爆轮胎及其制备方法,具有免充气、质量轻、耐磨和防爆等优点。
[0005]
本发明一方面提供了一种多层仿生结构自行车防爆轮胎,包括由外向内依次布置的高耐磨橡胶层和复合橡胶层,所述高耐磨层上分布有花纹;所述复合橡胶层包括由内向外依次层叠布置的发泡橡胶层,相邻发泡橡胶层之间填充有低变形橡胶层,所述高耐磨橡胶层、发泡橡胶层和低变形橡胶层同轴布置;所述复合橡胶层上均匀分布有若干内部中空的柱体结构,所述柱体结构的轴线与轮胎的轴线平行。
[0006]
进一步的,所述镂空柱体结构包括正六边形镂空柱体结构、椭圆形镂空柱体结构和拱形镂空柱体结构。
[0007]
进一步的,所述复合橡胶层包括由内向外布置的第一柱体环和第二柱体环,第一柱体环包括若干均匀环形阵列的拱形镂空柱体结构,相邻拱形镂空柱体结构之间设有至少两个椭圆形镂空柱体结构,第二柱体环包括若干均匀环形阵列的拱形镂空柱体结构,相邻拱形镂空柱体结构之间设有至少两个正六边形镂空柱体结构。
[0008]
进一步的,所述正六边形镂空柱体结构内设有压电感应灯。
[0009]
进一步的,与高耐磨橡胶层相邻的发泡橡胶层向外延伸至高耐磨橡胶层的花纹中。
[0010]
进一步的,所述花纹包括一条主沟槽和若干辅沟槽,主沟槽位于轮胎胎面的中心线上,辅沟槽对称布置在所述主沟槽的两侧,同一侧的辅沟槽平行,相邻两平行辅沟槽之间设有y形花纹。
[0011]
进一步的,所述y形花纹由三个圆形槽和五个矩形槽构成。
[0012]
本发明第二方面提供了一种多层仿生结构自行车防爆轮胎的制备方法,用以制备所述的一种多层仿生结构自行车防爆轮胎,包括如下步骤:
[0013]
制备高耐磨橡胶:包括如下重量份数的组分:高耐磨橡胶:100份;炭黑白炭黑复合填充剂:50-70份;偶联剂si-69:1-4份;复合促进剂:2-4份;耐磨补强剂:5-10份;硬脂酸:2-8份;防老化剂4020:3-5份;防焦剂ctp:0.15-0.2份;zno:3-8份;硫s:1.5-3份;
[0014]
制备发泡橡胶:包括如下重量份数的组分:发泡橡胶:100份;复合炭黑:40-60份;复合增塑剂:4-8份;复合发泡剂:4-8份;复合促进剂2-3份;复合油:5-10份;硬脂酸:2-8份;防老化剂4020:3-5份;防焦剂ctp:0.15-0.2份;zno:3-7份;尿素:4-8份;硫s:1.5-3份;
[0015]
制备低变形橡胶:包括如下重量份数的组分:低变形橡胶:100份;混合填料:60-90份;复合促进剂2-3份;复合油:5-10份;硬脂酸:2-8份;防老化剂4020:3-5份;防焦剂ctp:0.15-0.2份;zno:3-7份;硫s:1.5-3份;
[0016]
将低变形橡胶和发泡橡胶依次层叠形成复合橡胶层,将高耐磨橡胶层附着在所述复合橡胶层外侧后放入模具中,合模加压、加热和水冷后取模。
[0017]
进一步的,所述高耐磨橡胶制备方法包括:
[0018]
处理耐磨补强剂,所述耐磨补强剂包括芳纶纤维和碳纤维,将耐磨补强剂中芳纶纤维和碳纤维放入无水酒精中,采用电磁波清洗10-15分钟;放入温度为80-90℃得到干燥箱中,60-120分钟;将干燥后的芳纶纤维和碳纤维放入硅烷偶联剂kh-550溶液(温度40-45℃)中浸泡12-24小时,取出风干,待用;
[0019]
将高耐磨橡胶加入密炼机中、压上顶栓,塑炼100-160秒;
[0020]
升上顶栓加入除复合促进剂、硫s之外的其他材料,压上顶栓保持200-260秒;
[0021]
将制成的混炼胶室温冷却5-8小时或风冷1-2小时后,在开炼机上加入复合促进剂、硫s及复合发泡剂,要求开炼机温度在65-75℃,开练15-30次,制备成厚度为1-10mm的生胶,室温放置8-12小时或风冷3-5后待用。
[0022]
进一步的,所述发泡橡胶的制备方法包括:
[0023]
将发泡橡胶加入密炼机中、压上顶栓,塑炼100-160秒;
[0024]
升上顶栓加入除复合促进剂、硫s及复合发泡剂之外的其他材料,压上顶栓保持200-260秒;
[0025]
将制成的混炼胶室温冷却5-8小时或风冷1-2小时后,在开炼机上加入复合促进剂、硫s及复合发泡剂,要求开炼机温度在65-75℃,开练15-30次,制备成厚度为2-6mm的生胶,室温放置8-12小时或风冷3-5后待用。
[0026]
将制备好的低变形橡胶和发泡橡胶按照厚度比2:1排放,排放个数由复合胎面胶的厚度决定;
[0027]
所述低变形橡胶制备方法包括:
[0028]
将低变形橡加入密炼机中、压上顶栓,塑炼100-160秒;
[0029]
升上顶栓加入除复合促进剂、硫s之外的其他材料,压上顶栓保持200-260秒;
[0030]
将制成的混炼胶室温冷却5-8小时或风冷1-2小时后,在开炼机上加入复合促进剂、硫s及复合发泡剂,要求开炼机温度在65-75℃,开练15-30次,制备成厚度为1-3mm的生胶,室温放置8-12小时或风冷3-5后待用。
[0031]
如上所述,本发明与现有技术相比,具有如下效果:
[0032]
1、本发明外部为高耐磨橡胶,内部为由低变形橡胶和发泡橡胶层叠结构的复合橡胶层,高耐磨橡胶层和复合橡胶层互相耦合并且结构互补,两层橡胶胶料的耐磨性具有差别,在轮胎运动磨损后花纹形状仍能保持一定深度,保证轮胎具有良好的抓地力;
[0033]
2、本发明的复合橡胶层由低变形橡胶和发泡橡胶以“砖泥”的形式交替层叠排列结合在一起,构成复合材料,断裂韧性高,具有优异的耐磨性能;
[0034]
3、本发明在复合橡胶层中开有若干均匀阵列的中空的柱状结构,在行驶过程中形成缓冲,并且减轻了轮胎的重量,具有无需充气、防爆、低行驶噪声、低摩擦生热和耐磨等性能。
附图说明
[0035]
图1为本发明具体实施例的多层仿生结构自行车防爆轮胎整体结构示意图;
[0036]
图2为本发明具体实施例的多层仿生结构自行车防爆轮胎径向剖面结构示意图;
[0037]
图3为本发明具体实施例的多层仿生结构自行车防爆轮胎花纹结构示意图;
[0038]
图4为本发明具体实施例的多层仿生结构自行车防爆轮胎镂空结构示意图。
[0039]
图中,1.高耐磨橡胶层,2.低形变橡胶层,3.发泡橡胶层,4.椭圆形镂空柱体结构,5.正六边形镂空柱体结构,6.拱形镂空柱体结构,7.压电感应灯,k1.高耐磨橡胶层的最大厚度,k2.复合橡胶层的厚度,k3.轮胎的宽度,k4.花纹中发泡橡胶上表面与高耐磨橡胶上表面之间的距离,k5.低变形橡胶层的厚度,k6.发泡橡胶层的厚度,l1.高耐磨橡胶层的弧长,l2.拱形镂空柱体结构的弧长,c1、c2、c3.三个圆形槽到达最近的辅沟槽的距离,c4.三个圆形组成的等腰三角形腰长,c5.y形花纹距轮胎边缘的距离,c6.y形花纹之间的距离,c7.y形花纹距朱沟槽边缘的距离,φ.圆形槽的直径,θ1.主沟槽与辅沟槽的夹角,o.轮胎胎面的轴对称线,g1.主沟槽宽度,g2.辅助沟槽宽度,d1.第一柱体环和第二柱体环的两个拱形镂空柱体结构的最短距离,d2.拱形镂空柱体结构的弦长,d3.正六边形镂空柱体结构的正六边形边长,d4.第一柱体环和第二柱体环正六边形镂空柱体与对应位置处椭圆形镂空柱体的最短距离,d5.第一柱体环的正六边形状镂空柱状结构与拱形镂空柱体结构的最短距离,l2.拱形镂空柱体的拱形弧长,a.椭圆形镂空柱体结构的椭圆截面的长轴长度,b.椭圆形镂空柱体结构的椭圆截面的短轴长度。
具体实施方式
[0040]
以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离
本发明的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
[0041]
需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图示中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
[0042]
一种多层仿生结构自行车防爆轮胎,如图1所示,包括由外向内依次布置的高耐磨橡胶层1和复合橡胶层,所述高耐磨层上分布有花纹;复合橡胶层包括由内向外依次层叠布置的发泡橡胶层2,相邻发泡橡胶层之间填充有低变形橡胶层3,轮胎的高耐磨橡胶层1、发泡橡胶层2和低变形橡胶层3同轴布置;
[0043]
通过研究发现,贝壳的珍珠层组成成分中,95%以上为易碎的陶瓷碳酸钙,其余的5%是以蛋白质为主的柔韧性非常好的有机质,这两种材料各自均不具备高强度和良好的耐磨性,但是,这两种材料以“砖泥”的形式交替层叠排列结合在一起,构成复合材料,其断裂韧性很高,具有优异的耐磨性能,所以,本申请将耐磨橡胶层、发泡橡胶层和低变形橡胶层交替层叠排列形成复合材料,用以提高轮胎的耐磨性能。
[0044]
如图2所示,为本申请的轮胎的剖面结构示意图,外层的高耐磨橡胶层1为向外侧突出的弧形结构,高耐磨橡胶层1的最大厚度k1为6-15mm,高耐磨橡胶层1的弧长l1为10-80mm,复合橡胶层的厚度k2为5-30mm,复合橡胶层中的低变形橡胶层2的厚度k5和发泡橡胶层3的厚度k6的比值为1:2,轮胎的宽度k3为15-60mm,复合橡胶与高耐磨橡胶层相邻的发泡橡胶层2向外延伸至高耐磨橡胶层1的花纹中,花纹中发泡橡胶上表面与高耐磨橡胶1上表面之间的距离k4的范围为2-8mm;
[0045]
在车轮行驶过程,轮胎的花纹增大轮胎与路面的抓地力,所以轮胎的花纹对轮胎的寿命有着重要的影响,如图3所示,本申请中的花纹包括一条主沟槽和若干辅沟槽,主沟槽位于轮胎胎面的中心线上,辅沟槽对称布置在所述主沟槽的两侧,同一侧的辅沟槽平行,主沟槽和辅沟槽作为轮胎花纹的基础花纹,每侧相邻两平行辅沟槽之间设有两个y形花纹,y形花纹由三个圆形槽和五个矩形槽构成,三个圆形槽作为y形花纹的拐点,其中,主沟槽的宽度g1为3-10mm,辅沟槽宽度g2为1-6mm,辅沟槽与主沟槽的夹角θ1为20-60度,y形花纹三个圆形槽大小相同,其圆形直径φ为1-6mm,三个圆形到达最近的辅助沟槽的距离相等,即c1=c2=c3,三个圆形通过矩形槽互相连接,按照等腰三角形分布,顶角θ2为60-100度,等腰三角形的腰长c4为2-10mm;两条辅助沟槽中间分布两个花纹块,三个圆形组成的等腰三角形腰长c4,y形花纹距轮胎边缘的距离c5,y形花纹之间的距离c6。y形花纹中圆形槽的凹坑结构能够有效提高胎面胶的耐磨性能;矩形横向槽可以提供良好的抓地性能,纵向槽可以提升自行车的操控性能,同时矩形横向和纵向槽可以有效导出水流,提高轮胎的抗湿滑性能,并且y形花纹具有很好的稳定性,在轮胎受力后能够保持花纹稳定。
[0046]
为了减轻轮胎的质量和提高轮胎的所述复合橡胶层上均匀分布有若干内部中空的柱体结构,所述柱体结构的轴线与轮胎的轴线平行。如图4所示,所述镂空柱体结构包括正六边形镂空柱体结构、椭圆形镂空柱体结构和拱形镂空柱体结构。
[0047]
具体的,本申请的复合橡胶层包括由内向外布置的第一柱体环和第二柱体环,第一柱体环和第二柱体环位于复合橡胶层的中心,第一柱体环包括若干均匀环形阵列的拱形
镂空柱体结构,相邻拱形镂空柱体结构之间设有两个椭圆形镂空柱体结构,第二柱体环包括若干均匀环形阵列的拱形镂空柱体结构,相邻拱形镂空柱体结构之间设有至少两个正六边形镂空柱体结构,第一柱体环中的拱形镂空柱体结构和第二柱体环中的拱形柱体结构位置对应,并且大小结构相同,两个柱体环中的拱形镂空柱体结构的弦边平行,第一拱形镂空柱体结构的弧形边凸向轮胎圆心,第二拱形镂空柱体结构的弧形边凸向轮胎外侧;第一柱体环中的椭圆形镂空柱体结构与第二柱体环中的正六边形镂空柱体结构位置对应,第一柱体环和第二柱体环中的镂空柱体结构数目相同,为6-12个,第一柱体环的拱形镂空柱状结构和第二柱体环的拱形镂空柱体结构的距离d1为2-10mm,拱形柱状结构的弦长d2为2-12mm,弧长l2为3-15mm;正六边形镂空柱状结构的边长d3为1-8mm,距离椭圆形镂空柱状的最短距离d4为1-8mm,距离拱形镂空柱状结构的最短距离d5为2-16mm,椭圆形镂空柱状结构的椭圆形长轴a为4-18mm,短轴b为3-15mm。
[0048]
所述正六边形镂空柱体结构内设有压电感应灯,压电感应灯位于镂空单元的正六边形中,上下两端嵌入到单元b中,可承受变形量为0.5-6mm,变形量大于0.5时发光。
[0049]
本发明具体实施例的一种多层仿生结构自行车防爆轮胎的制备方法,用以制备所述的一种多层仿生结构自行车防爆轮胎,包括如下步骤:
[0050]
s1、制备高耐磨橡胶,包括如下重量份数的组分:高耐磨橡胶:100份;炭黑白炭黑复合填充剂:50-70份;偶联剂si-69:1-4份;复合促进剂:2-4份;耐磨补强剂:5-10份;硬脂酸:2-8份;防老化剂4020:3-5份;防焦剂ctp:0.15-0.2份;zno:3-8份;硫s:1.5-3份。
[0051]
高耐磨橡胶由顺丁橡胶、天然橡胶和环氧化天然橡胶组成,其质量比为:7:2:1,其中顺丁橡胶的顺式-1,4-构型含量大于96%,1,2-构型含量小于1.5%。
[0052]
炭黑白炭黑复合填充剂由n110,n220,n330和白炭黑(颗粒尺寸为200目-500目)组成,其质量比为4:3:1:2。
[0053]
复合促进剂由n-环已基-2-苯并噻唑次磺酰胺cz、二硫化四甲基秋兰姆tmtd、二硫化二苯并噻唑dm组成,其质量比为6:3:1。
[0054]
耐磨补强剂由芳纶纤维和碳纤维组成,其质量比为9:1,其中芳纶纤维的直径为1-1.5mm,长度为20-25mm,玻璃纤维中氧化钠含量为13%-18%,直径为0.1-1.2mm,长度为15-20mm。
[0055]
具体制备过程包括:
[0056]
s11、处理耐磨补强剂,所述耐磨补强剂包括芳纶纤维和碳纤维,将耐磨补强剂中芳纶纤维和碳纤维放入无水酒精中,采用电磁波清洗10-15分钟;放入温度为80-90℃得到干燥箱中,60-120分钟;将干燥后的芳纶纤维和碳纤维放入硅烷偶联剂kh-550溶液(温度40-45℃)中浸泡12-24小时,取出风干,待用;
[0057]
s12、将高耐磨橡胶加入密炼机中、压上顶栓,塑炼100-160秒,所述炼机转子速度60-80rpm,温度140-150℃,加压30-50n/cm
2
;
[0058]
s13、升上顶栓加入除复合促进剂、硫s之外的其他材料,压上顶栓保持200-260秒;
[0059]
s14、将制成的混炼胶室温冷却5-8小时或风冷1-2小时后,在开炼机上加入复合促进剂、硫s及复合发泡剂,要求开炼机温度在65-75℃,开练15-30次,制备成厚度为1-10mm的生胶,室温放置8-12小时或风冷3-5后待用。
[0060]
s2、制备发泡橡胶:包括如下重量份数的组分:发泡橡胶:100份;复合炭黑:40-60
份;复合增塑剂:4-8份;复合发泡剂:4-8份;复合促进剂2-3份;复合油:5-10份;硬脂酸:2-8份;防老化剂4020:3-5份;防焦剂ctp:0.15-0.2份;zno:3-7份;尿素:4-8份;硫s:1.5-3份;
[0061]
发泡橡胶由天然橡胶、丁腈橡胶组成,其质量比为1:9,丁腈橡胶中丙烯腈含量为15%-30%。
[0062]
复合炭黑由n110和n330组成,其质量比为1:1。
[0063]
复合增塑剂由邻苯二甲酸二丁酯(dbp)、邻苯二甲酸二异丁酯(dibp)、邻苯二甲酸二甲酯(dmp)组成,其质量比为3:4:3。
[0064]
复合发泡剂由发泡剂ac和发泡微球组成,其质量比为1:1,发泡微球采用佛山市欧希化工有限公司生产的,型号为ehm406,发泡微球的发泡温度为135-160℃,在160℃时发泡尺寸大于250um。
[0065]
复合促进剂由n-环已基-2-苯并噻唑次磺酰胺cz、二硫化四甲基秋兰姆tmtd、二硫化二苯并噻唑dm组成,其质量比为8:1:1。
[0066]
具体制备过程包括:
[0067]
s21、将发泡橡胶加入密炼机中、压上顶栓,塑炼100-160秒;
[0068]
s22、升上顶栓加入除复合促进剂、硫s及复合发泡剂之外的其他材料,压上顶栓保持200-260秒;
[0069]
s23、将制成的混炼胶室温冷却5-8小时或风冷1-2小时后,在开炼机上加入复合促进剂、硫s及复合发泡剂,要求开炼机温度在65-75℃,开练15-30次,制备成厚度为2-6mm的生胶,室温放置8-12小时或风冷3-5后待用。
[0070]
s3、制备低变形橡胶:包括如下重量份数的组分:低变形橡胶:100份;混合填料:60-90份;复合促进剂2-3份;复合油:5-10份;硬脂酸:2-8份;防老化剂4020:3-5份;防焦剂ctp:0.15-0.2份;zno:3-7份;硫s:1.5-3份;
[0071]
低变形橡胶由丁苯橡胶、天然橡胶和环氧化天然橡胶组成,其质量比为:7:2:1,丁苯橡胶中溶聚丁苯橡胶和乳聚丁苯橡胶的质量比例为2:1。
[0072]
混合填料由n110、n220和白炭黑组成,其质量比为5:1:4。
[0073]
复合油由环保芳烃油和石蜡油组成,其质量比为7:3。
[0074]
具体制备过程包括:
[0075]
s31、将低变形橡加入密炼机中、压上顶栓,塑炼100-160秒;
[0076]
s32、升上顶栓加入除复合促进剂、硫s之外的其他材料,压上顶栓保持200-260秒;
[0077]
s33、将制成的混炼胶室温冷却5-8小时或风冷1-2小时后,在开炼机上加入复合促进剂、硫s及复合发泡剂,要求开炼机温度在65-75℃,开练15-30次,制备成厚度为1-3mm的生胶,室温放置8-12小时或风冷3-5后待用。
[0078]
s4、将制备好的低变形橡胶和发泡橡胶按照厚度比2:1排放,排放个数由复合胎面胶的厚度决定;
[0079]
s5、将制备好的复合胎面胶料生胶和高耐磨胎面胶料生胶,按照各自的结构形状放入对应的模具中,然后合模加压(10-20mp)、加热(140-160度)15-30分钟后,水冷30分钟后取模、制备完成。
[0080]
为了更进一步详细说明本申请的具体技术方案,通过实施例和比较例对本申请进行进一步说明。
[0081]
针对轮胎纹理和结构进行对比:
[0082]
所述多层仿生结构自行车防爆轮胎的制备方法的具体步骤为:
[0083]
s1、制备高耐磨橡胶,包括如下重量份数的组分:高耐磨橡胶:100份;炭黑白炭黑复合填充剂:50份;偶联剂si-69:1份;复合促进剂:2份;耐磨补强剂:5份;硬脂酸:2份;防老化剂4020:3份;防焦剂ctp:0.15份;zno:3份;硫s:1.5份。耐磨补强剂由芳纶纤维和碳纤维组成,其质量比为9:1,其中芳纶纤维的直径为1.5mm,长度为20mm,玻璃纤维中氧化钠含量为15%,直径为0.8mm,长度为18mm。高耐磨橡胶由顺丁橡胶、天然橡胶和环氧化天然橡胶组成,其质量比为:7:2:1,其中顺丁橡胶的顺式-1,4-构型含量大于96%,1,2-构型含量小于1.5%。炭黑白炭黑复合填充剂由n110,n220,n330和白炭黑(颗粒尺寸为200目-500目)组成,其质量比为4:3:1:2。复合促进剂由n-环已基-2-苯并噻唑次磺酰胺cz、二硫化四甲基秋兰姆tmtd、二硫化二苯并噻唑dm组成,其质量比为6:3:1。
[0084]
具体制备过程包括:
[0085]
s11、处理耐磨补强剂,所述耐磨补强剂包括芳纶纤维和碳纤维,将耐磨补强剂中芳纶纤维和碳纤维放入无水酒精中,采用电磁波清洗15分钟;放入温度为80℃得到干燥箱中,95分钟;将干燥后的芳纶纤维和碳纤维放入硅烷偶联剂kh-550溶液(温度40℃)中浸泡20小时,取出风干,待用;
[0086]
s12、将高耐磨橡胶加入密炼机中、压上顶栓,塑炼100秒,所述炼机转子速度80rpm,温度140℃,加压30n/cm
2
;
[0087]
s13、升上顶栓加入除复合促进剂、硫s之外的其他材料,压上顶栓保持220秒;
[0088]
s14、将制成的混炼胶室温冷却5小时或风冷1小时后,在开炼机上加入复合促进剂、硫s及复合发泡剂,要求开炼机温度在65℃,开练20次,制备所需厚度的生胶,室温放置9小时或风冷4后待用。
[0089]
s2、制备发泡橡胶:包括如下重量份数的组分:发泡橡胶:100份;复合炭黑:40份;复合增塑剂:4份;复合发泡剂:4份;复合促进剂:2份;复合油:5份;硬脂酸:2份;防老化剂4020:3份;防焦剂ctp:0.15份;zno:3份;尿素:4份;硫s:1.5份;发泡橡胶由天然橡胶、丁腈橡胶组成,其质量比为1:9,丁腈橡胶中丙烯腈含量为19%。复合炭黑由n110和n330组成,其质量比为1:1。复合增塑剂由邻苯二甲酸二丁酯(dbp)、邻苯二甲酸二异丁酯(dibp)、邻苯二甲酸二甲酯(dmp)组成,其质量比为3:4:3。复合发泡剂由发泡剂ac和发泡微球组成,其质量比为1:1,发泡微球组成的发泡温度为140℃,在160℃时发泡尺寸大于250um。复合促进剂由n-环已基-2-苯并噻唑次磺酰胺cz、二硫化四甲基秋兰姆tmtd、二硫化二苯并噻唑dm组成,其质量比为8:1:1。
[0090]
具体制备过程包括:
[0091]
s21、将发泡橡胶加入密炼机中、压上顶栓,塑炼120秒;
[0092]
s22、升上顶栓加入除复合促进剂、硫s及复合发泡剂之外的其他材料,压上顶栓保持200秒;
[0093]
s23、将制成的混炼胶室温冷却5小时或风冷1小时后,在开炼机上加入复合促进剂、硫s及复合发泡剂,要求开炼机温度在65℃,开练15次,制备成厚度为2mm的生胶,室温放置8小时或风冷3后待用。
[0094]
s3、制备低变形橡胶:包括如下重量份数的组分:低变形橡胶:100份;混合填料:60
份;复合促进剂:2份;复合油:5份;硬脂酸:2份;防老化剂4020:3份;防焦剂ctp:0.15份;zno:3份;硫s:1.5份;低变形橡胶由丁苯橡胶、天然橡胶和环氧化天然橡胶组成,其质量比为:7:2:1,丁苯橡胶中溶聚丁苯橡胶和乳聚丁苯橡胶的质量比例为2:1。混合填料由n110、n220和白炭黑组成,其质量比为5:1:4。复合油由环保芳烃油和石蜡油组成,其质量比为7:3。
[0095]
具体制备过程为:
[0096]
s31、将低变形橡加入密炼机中、压上顶栓,塑炼100秒;
[0097]
s32、升上顶栓加入除复合促进剂、硫s之外的其他材料,压上顶栓保持200秒;
[0098]
s33、将制成的混炼胶室温冷却5小时或风冷1小时后,在开炼机上加入复合促进剂、硫s及复合发泡剂,要求开炼机温度在65℃,开练15次,需要的厚度的生胶,室温放置8小时或风冷3后待用。
[0099]
s4、将制备好的低变形橡胶和发泡橡胶按照厚度比2:1排放,排放个数由复合胎面胶的厚度决定;
[0100]
s5、将制备好的复合胎面胶料生胶和高耐磨胎面胶料生胶,按照各自的结构形状放入对应的模具中,然后合模加压(10mp)、加热(140度)15-30分钟后,水冷30分钟后取模、制备完成。
[0101]
实施例1-5的高耐磨橡胶层、发泡橡胶层和低变形橡胶层具体结构和纹理参数如表1所示,比较例1的轮胎表面没有纹理,比较例2的表面纹理采用常规纹理,比较例3的结构和纹理参数不在本申请的范围内,比较例4的轮胎上没有镂空柱体结构,根据上述制备过程分别制备实施例1-5和比较例1-3的轮胎样本,对其进行拉伸强度、din磨耗量、湿摩擦系数、干摩擦系数测量和变形量测量,如表1所示:
[0102]
表1:
[0103][0104][0105]
针对轮胎材料进行对比:
[0106]
实施例6-10中的高耐磨橡胶层、发泡橡胶层和低变形橡胶层结构和纹理与实施例2相同,比较例5的胶料采用专利号201510818618.3的高耐磨胶料,花纹与实施例2相同,比较例6的胶料材料采用对比例5的高耐磨胶料,花纹采用对比例2的花纹,比较例7的胶料采用的配方不在本申请胶料配方范围内;实施例6-10和比较例5-7制备轮胎胶料样品,并对进行拉伸强度、din磨耗量、湿摩擦系数、干摩擦系数测量和变形量测量,如表2所示:
[0107]
表2:
[0108][0109][0110]
通过表1可见本申请的防爆轮胎结构和花纹组合提高了轮胎的耐磨性能,通过镂空结构,降低了轮胎重量和滚动阻力,增强了轮胎的减震效果;通过表2可见,本申请的轮胎材料具有优异的拉伸强度和耐磨性能。
[0111]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完
成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips