
 商标分类
商标分类  商标转让
商标转让 
一种汽车后视镜用的蓝表镜制镜工艺的制作方法
 2021-02-03 13:02:58|
2021-02-03 13:02:58| 307|
307| 起点商标网
起点商标网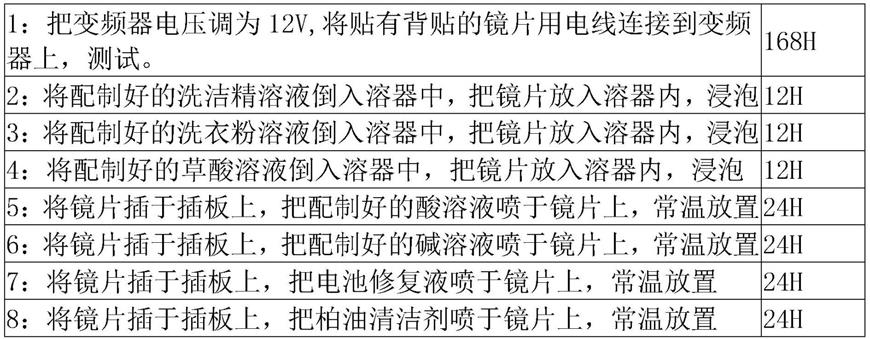
[0001]
本发明属于汽车后视镜制镜技术领域,具体涉及一种汽车后视镜用的蓝表镜制镜工艺。
背景技术:
[0002]
后视镜,是参与现代交通的汽车不可缺少的部件。目前,光学领域已经比较出:蓝色是人眼感觉比较舒适的颜色,而且不会产生眩光。即使是色弱或色盲的患者,对蓝色的辨别率都很高。又研究证明,反射率不低于40%即可满足反射车后景物的清晰度的要求。基于以上提示,已经出现了反射蓝色光、反射率在50%左右的汽车后视镜镜片。其结构是在无色玻璃片的一面镀有多层组合而成的蓝光反射膜。但现有的蓝里镜色泽相对灰暗,蓝里镜制作工艺相对复杂,一般蓝里镜镀层在6-7层,且稳定性欠缺,有膜层脱落风险,同时现有的蓝里镜对真空设备配置要求较高,导致制作成本高,很难实现大批量生产。
技术实现要素:
[0003]
针对现有技术的不足,本实用提供了一种汽车后视镜用的蓝表镜制镜工艺,解决了蓝里镜色泽相对灰暗、易脱膜和成本高的问题。
[0004]
本发明是通过以下技术方案实现的:
[0005]
一种汽车后视镜用的蓝表镜制镜工艺,包括以下几个步骤:
[0006]
步骤一,直切,选取尺寸为1830*1220mm,厚度为1.85mm的白玻璃片,采用直线切割机切割所述白玻璃片;
[0007]
步骤二,四段清洗,切割后的所述白玻璃片预先检查表面是否有波纹或变形,然后采用传输带输送所述白玻璃片至四段清洗机上;
[0008]
步骤三,烤弯,清洗后的所述白玻璃片垂直放置在300*400mm的模砖上,然后将所述模砖放入七段式烤弯炉内,设定所述七段式烤弯炉的温度为 530-733℃,转速为24-28rpm;
[0009]
步骤四,检验与清洗,烤弯后的所述白玻璃片经过巡冷段冷却,冷却后的所述白玻璃片通过集光灯检验是否有亮点或不规则图像,然后将检验好的所述白玻璃片放置在三段洗片机上;
[0010]
步骤五,溅镀,所述白玻璃片放置在自动溅镀机的垫圈上,镀膜面朝上,所述自动溅镀机内设有铬含量99.95%的铬靶和铌含量99.95%的蓝靶,抽真空,保持所述自动溅镀机的真空度小于7.0-3e,功率为6.7kw,在所述白玻璃片的镀膜面上先镀铬,然后再镀铌;
[0011]
步骤六,切片,镀膜后的所述白玻璃片经过自动分片机切割成若干个镜片;
[0012]
步骤七,周圆倒角,采用周圆倒角机对所述镜片的四角进行周研;
[0013]
步骤八,检验与包装,检查所述镜片的外观,且采用照百格检查所述镜片是否失真变形,合格后的所述镜片粘在所述托板上,并通过组装压接机进行包装。
[0014]
实现上述技术方案,作为本发明的一种优选方案:
[0015]
优选的,切片时,所述白玻璃片之间的间隔为20mm;
[0016]
优选的,周圆倒角后,所述镜片有亮边或缺口时,采用手工周圆倒角机对所述镜片上的亮边或缺口处进行返修,返修后的所述镜片经过清洗后,进入检验与包装工序;
[0017]
优选的,所述镜片镜面上不得有亮点、针孔和划痕。
[0018]
与现有技术相比,本发明的有益效果是:
[0019]
1.蓝表镜的反射率为43%-45%,失真率在7%以下,色相更加饱和,使得蓝表镜相对明亮,特别是夜晚或雨天等光线较暗的条件下,蓝表镜更加清晰;
[0020]
2.蓝表镜制镜工艺相对简单,只需在镜片镀膜面上镀两次膜,稳定性好,膜层不易脱落;
[0021]
3.蓝表镜制镜工艺对设备配置要求较低,制作成本更低,降低的蓝表镜的生产成本。
具体实施方式
[0022]
基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0023]
实施例
[0024]
一种汽车后视镜用的蓝表镜制镜工艺,包括以下几个步骤:
[0025]
步骤一,直切,选取尺寸为1830*1220mm,厚度为1.85mm的白玻璃片,采用直线切割机切割白玻璃片;
[0026]
步骤二,四段清洗,切割后的白玻璃片预先检查表面是否有波纹或变形,然后采用传输带输送白玻璃片至四段清洗机上;
[0027]
步骤三,烤弯,清洗后的白玻璃片垂直放置在模砖上,模砖的尺寸为 300*400mm,然后将模砖放入七段式烤弯炉内,七段式烤弯炉型号为yg-ht-450,设定七段式烤弯炉的温度为530-733℃,转速为24-28rpm;
[0028]
步骤四,检验与清洗,烤弯后的白玻璃片经过巡冷段冷却,冷却后的白玻璃片通过集光灯检验是否有亮点或不规则图像,然后将检验好的白玻璃片放置在三段洗片机上;
[0029]
步骤五,溅镀,白玻璃片放置在自动溅镀机的垫圈上,镀膜面朝上,自动溅镀机内设有铬含量99.95%的铬靶和铌含量99.95%的蓝靶,自动溅镀机的型号为uhs-3762dl,抽真空,保持自动溅镀机的真空度小于7.0-3e,功率为6.7kw,在白玻璃片的镀膜面上先镀铬,然后再镀铌,蓝表镜的反射率为43%-45%,失真率在7%以下,金属反射层使用铬,不用流漆,没有腐蚀(侧蚀)的问题;
[0030]
步骤六,切片,镀膜后的白玻璃片经过自动分片机切割成若干个镜片,白玻璃片之间的间隔为20mm,切割好的镜片凸面朝上轻拿轻放至转盘上,镜片不可有重叠;
[0031]
步骤七,周圆倒角,采用周圆倒角机对镜片的四角进行周研,周圆倒角后,镜片有亮边或缺口时,采用手工周圆倒角机对镜片上的亮边或缺口处进行返修,返修后的镜片经过清洗后,进入检验与包装工序;
[0032]
步骤八,检验与包装,检查镜片的外观,镜片镜面上不得有亮点、针孔和划痕,且采用照百格检查镜片是否失真变形,同时观察镜片四周是否有缺口亮边倒角不均匀现象,镜片的倒角边缘宽度为0.2-0.6
㎜
,合格后的镜片粘在托板上,并通过组装压接机进行包装。
[0033]
本发明镜片的物性试验的试验过程如下表所示:
[0034][0035][0036]
本发明镜片的物性试验结果如下表所示:
[0037][0038][0039]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。
对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips