
 商标分类
商标分类  商标转让
商标转让 
聚苯醚系树脂组合物的制作方法
 2021-02-02 15:02:15|
2021-02-02 15:02:15| 339|
339| 起点商标网
起点商标网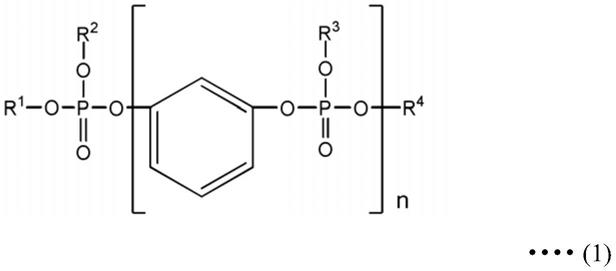
[0001]
本发明涉及聚苯醚系树脂组合物。
背景技术:
[0002]
聚苯醚系树脂通常是将聚苯醚和苯乙烯系树脂根据所需要的耐热性和成型流动性的水平以任意的比例合用混配而成的,进而根据需要混配弹性体成分、阻燃剂、热稳定剂等添加剂成分而制成树脂组合物。聚苯醚系树脂的耐热性、机械物性、成型加工性、耐酸碱性、尺寸稳定性、电学特性等优异,因而广泛用于家电oa、办公设备、信息设备、汽车领域等中。近年来,这些用途中推进了材料的轻量化和成型体的薄壁化,要求在无涂装状态下具备良好外观的情况也增多,因此,对于不混配无机填料等的非增强系树脂材料的要求正在提高。这样的材料需要具有良好的成型流动性以及耐热性、耐冲击性、韧性等物性,并且在成型为薄壁成型品的情况下也需要具有良好的成型外观。进而,在这些用途中,多数情况下还一并要求阻燃性。
[0003]
例如已经公开了下述技术:通过在聚苯醚系树脂混配特定的有机磷酸酯系阻燃剂而使之具有阻燃性,可得到长时间湿热处理后的重量增加率、高温处理后的重量减少率小的成型品(例如参见专利文献1)。
[0004]
现有技术文献
[0005]
专利文献
[0006]
专利文献1:日本特开2017-119739号公报
技术实现要素:
[0007]
发明所要解决的课题
[0008]
但是,聚苯醚系树脂组合物的成型多数在高温高压条件下进行成型,结果专利文献1所公开的混配有阻燃剂的聚苯醚系树脂组合物在成型时具有容易由于阻燃剂成分的分解而在成型品表面产生银纹的倾向,由此可能使外观降低,因此在非增强系的树脂材料中未必可以说是充分的。
[0009]
因此,本发明的目的在于提供一种聚苯醚系树脂组合物,该组合物即使为非增强系的组合物,在薄壁成型品中的阻燃性也良好,成型品的外观降低少。
[0010]
用于解决课题的手段
[0011]
本发明人为了解决上述课题进行了深入研究,结果发现,在非增强系的聚苯醚系树脂组合物中,通过以特定的比例混配特定种类的缩合型磷酸酯系阻燃剂而使其具有阻燃性,由此可得到在薄壁成型品中显示出良好的阻燃性、并且成型品的外观降低少的树脂组合物,从而提供了本发明。
[0012]
即,本发明如下所述。
[0013]
[1]
[0014]
一种聚苯醚系树脂组合物,其特征在于,
[0015]
该组合物含有20质量%~95质量%的聚苯醚(a)、0质量%~60质量%的苯乙烯系树脂(b)、以及5质量%~20质量%的阻燃剂(c),
[0016]
关于上述阻燃剂(c),在100质量%的上述阻燃剂(c)中包含65质量%~92质量%的双酚a双(二苯基磷酸酯)(c-1)以及35质量%~8质量%的下述(1)式所表示的缩合型磷酸酯系阻燃剂(c-2),
[0017]
该组合物在电炉中于650℃焚烧3小时后的残渣量小于1质量%。
[0018]
[化1]
[0019][0020]
(式中,r
1
~r
4
为2,6-二甲苯基,n为1~3。)
[0021]
[2]
[0022]
如[1]中所述的聚苯醚系树脂组合物,其中,上述(a)、(b)以及(c)成分的总含量为上述聚苯醚系树脂组合物整体的90质量%以上。
[0023]
[3]
[0024]
如[1]或[2]中所述的聚苯醚树脂组合物,其中,该组合物进一步含有小于7质量%的聚烯烃系树脂。
[0025]
[4]
[0026]
如[1]~[3]中任一项所述的聚苯醚树脂组合物,其中,该组合物进一步含有1质量%~8质量%的苯乙烯系热塑性弹性体(d)。
[0027]
[5]
[0028]
如[1]~[4]中任一项所述的聚苯醚树脂组合物,其中,该组合物进一步含有0.001质量%~2质量%的磷系抗氧化剂(e)。
[0029]
发明的效果
[0030]
根据本发明,能够提供一种聚苯醚系树脂组合物,该组合物即使为非增强系的组合物,在薄壁成型品中也显示出良好的阻燃性,成型品的外观降低少。
具体实施方式
[0031]
以下对本发明的具体实施方式(下文中称为“本实施方式”)进行详细说明。本发明并不限于以下的记载,可以在其要点的范围内进行各种变形来实施。
[0032]
[聚苯醚系树脂组合物]
[0033]
本实施方式的聚苯醚系树脂组合物(下文中将聚苯醚也简称为“ppe”)含有20质量%~95质量%的聚苯醚(a)、0质量%~60质量%的苯乙烯系树脂(b)、以及5质量%~20质量%的阻燃剂(c),关于上述阻燃剂(c),在100质量%的上述阻燃剂(c)中包含65质量%
甲基-6-乙基-1,4-亚苯基)醚、聚(2,6-二乙基-1,4-亚苯基)醚、聚(2-乙基-6-正丙基-1,4-亚苯基)醚、聚(2,6-二正丙基-1,4-亚苯基)醚、聚(2-甲基-6-正丁基-1,4-亚苯基)醚、聚(2-乙基-6-异丙基-1,4-亚苯基)醚、聚(2-甲基-6-氯乙基-1,4-亚苯基)醚、聚(2-甲基-6-羟基乙基-1,4-亚苯基)醚以及聚(2-甲基-6-氯乙基-1,4-亚苯基)醚等。
[0048]
作为聚苯醚的共聚物,可以举出但不限于例如2,6-二甲基苯酚与2,3,6-三甲基苯酚的共聚物、2,6-二甲基苯酚与邻甲酚的共聚物以及2,3,6-三甲基苯酚与邻甲酚的共聚物之类的以化学式(2)和/或化学式(3)所表示的聚苯醚结构作为主重复单元的共聚物。
[0049]
聚苯醚中,优选聚(2,6-二甲基-1,4-亚苯基)醚。
[0050]
上述聚苯醚(a)中,从与无机材料和金属材料的密合性的方面出发,在每100个构成聚苯醚的单体单元中,末端oh基浓度优选为0.4~2.0个、更优选为0.6~1.3个。
[0051]
需要说明的是,聚苯醚的末端oh基浓度可以通过nmr测定进行计算。
[0052]
上述各种聚苯醚(a)可以单独使用一种,也可以将两种以上合用。
[0053]
需要说明的是,本实施方式中,优选在聚苯醚链中至少部分包含化学式(2)中的r
5
、r
6
分别为甲基的结构(以及如下文所述源自该结构的结构)。
[0054]
聚苯醚(a)中,只要为不会过分降低聚苯醚系树脂组合物的耐热性的程度,也可以包含含有上述化学式(2)、(3)以外的其他各种亚苯醚单元作为部分结构的聚苯醚。
[0055]
作为上述化学式(2)、(3)以外的其他各种亚苯醚单元,可以举出但不限于例如日本特开平01-297428号公报和日本特开昭63-301222号公报中记载的2-(二烷基氨基甲基)-6-甲基亚苯醚单元、2-(n-烷基-n-苯基氨基甲基)-6-甲基亚苯醚单元等。
[0056]
聚苯醚(a)在聚苯醚的主链中可以少量键合源自联苯醌等的重复单元。
[0057]
此外,聚苯醚(a)优选具有使构成聚苯醚的结构单元的一部分或全部通过与包含选自由羧基、酸酐基、酰胺基、酰亚胺基、胺基、原酸酯基、羟基以及源自羧酸铵盐的基团组成的组中的1种以上的官能团的官能化剂反应(改性)而置换成官能化聚苯醚的构成。
[0058]
特别是从提高与无机材料和金属材料的密合性、改善热稳定性、机械物性等方面出发,优选聚苯醚(a)的一部分或全部为使聚苯醚与马来酸酐等酸酐或苹果酸、柠檬酸、富马酸等羧酸类反应而进行了官能化的官能化聚苯醚,更优选为使聚苯醚与马来酸酐反应而得到的马来酸酐改性聚苯醚。上述马来酸酐改性聚苯醚例如可以如下得到:相对于聚苯醚100质量份,利用转鼓混合机混合2~5质量份的马来酸酐,投入到双螺杆挤出机中,在270~335℃的温度进行熔融混炼,得到该马来酸酐改性聚苯醚。
[0059]
上述聚苯醚(a)中,从成型品的表面外观改良以及与无机材料和金属材料的密合性的方面出发,在每100个构成聚苯醚的单体单元中,经官能化的改性末端的浓度优选为0.1~10个、更优选为0.1~3.0个、进一步优选为0.1~1.0个。
[0060]
需要说明的是,ppe的改性末端浓度可以通过nmr测定进行计算。
[0061]
聚苯醚(a)的重均分子量mw与数均分子量mn之比(mw/mn值)优选为2.0~5.5、更优选为2.5~4.5、进一步优选为3.0~4.5。
[0062]
从聚苯醚系树脂组合物的成型加工性的方面出发,该mw/mn值优选为2.0以上,从聚苯醚系树脂组合物的机械物性的方面出发,该mw/mn值优选为5.5以下。
[0063]
另外,从成型加工性和机械物性的方面出发,聚苯醚(a)的数均分子量mn优选为8000~28000、更优选为12000~24000、进一步优选为14000~22000。
[0064]
此处,重均分子量mw和数均分子量mn通过gpc(凝胶渗透色谱)测定由聚苯乙烯换算分子量得到。
[0065]
聚苯醚(a)的比浓粘度优选为0.25~0.65dl/g的范围。更优选为0.30~0.55dl/g、进一步优选为0.33~0.42dl/g的范围。
[0066]
从充分的机械物性的方面出发,聚苯醚(a)的比浓粘度优选为0.25dl/g以上,从成型加工性的方面出发,该比浓粘度优选为0.65dl/g以下。
[0067]
需要说明的是,比浓粘度可以使用乌氏粘度计利用0.5g/dl氯仿溶液在30℃进行测定。
[0068]
聚苯醚(a)通常可以以粉体的形式获得,其优选粒子尺寸为平均粒径1~1000μm,更优选为10~700μm、特别优选为100~500μm。从加工时的处理性的方面出发,该平均粒径优选为1μm以上,为了在熔融混炼时抑制未熔融物的产生,该平均粒径优选为1000μm以下。
[0069]
本实施方式的聚苯醚系树脂组合物中,在聚苯醚(a)、苯乙烯系树脂(b)、以及阻燃剂(c)的总量100质量%中,聚苯醚(a)的含量为20~95质量%的范围内。优选为35~80质量%、更优选为40~70质量%的范围内。
[0070]
从赋予充分的耐热性、阻燃性的方面出发,聚苯醚(a)的含量优选为20质量%以上,从成型加工性的方面出发,聚苯醚(a)的含量优选为95质量%以下。
[0071]
(苯乙烯系树脂(b))
[0072]
本实施方式的聚苯醚系树脂组合物中,苯乙烯系树脂(b)(下文中也将苯乙烯系树脂(b)简称为“(b)成分”)是将苯乙烯系化合物、或者苯乙烯系化合物和能够与苯乙烯系化合物共聚的化合物在橡胶质聚合物存在下或非存在下进行聚合而得到的聚合物。
[0073]
苯乙烯系树脂(b)可以单独使用仅一种,也可以将两种以上混合使用。
[0074]
作为上述苯乙烯系化合物,可以举出但不限于例如苯乙烯、α-甲基苯乙烯、2,4-二甲基苯乙烯、一氯苯乙烯、对甲基苯乙烯、对叔丁基苯乙烯、乙基苯乙烯等。特别是从原材料的实用性的方面出发,优选苯乙烯。
[0075]
作为上述能够与苯乙烯系化合物共聚的化合物,可以举出但不限于例如甲基丙烯酸甲酯、甲基丙烯酸乙酯等甲基丙烯酸酯类;丙烯腈、甲基丙烯腈等不饱和腈化合物类;马来酸酐等酸酐;等等。
[0076]
相对于苯乙烯系化合物和能够与苯乙烯系化合物共聚的化合物的总量100质量%,能够与苯乙烯系化合物共聚的化合物的用量优选为30质量%以下、更优选为15质量%以下。
[0077]
另外,作为橡胶质聚合物,可以举出但不限于例如共轭二烯系橡胶、共轭二烯与芳香族乙烯基化合物的共聚物、乙烯-丙烯共聚物系橡胶,更详细地说,可以举出聚丁二烯、苯乙烯-丁二烯无规共聚物、苯乙烯-丁二烯接枝共聚物以及苯乙烯-丁二烯嵌段共聚物、以及将它们部分地或大致完全地氢化后的聚合物。
[0078]
此处,上述苯乙烯系树脂中,将在橡胶质聚合物的存在下进行聚合或共聚而得到的聚合物或共聚物称为经橡胶增强的苯乙烯系树脂,将在橡胶质聚合物的非存在下进行聚合或共聚而得到的聚合物或共聚物称为未经橡胶增强的苯乙烯系树脂。
[0079]
作为苯乙烯系树脂(b),从成型品的阻燃性和机械物性的方面出发,优选通用聚苯乙烯(gpps)等未经橡胶增强的苯乙烯系树脂。
[0080]
本实施方式的聚苯醚系树脂组合物中,在聚苯醚(a)、苯乙烯系树脂(b)和阻燃剂(c)的总量100质量%中,苯乙烯系树脂(b)的含量为0~60质量%的范围内。优选为10~55质量%的范围内、更优选为20~45质量%、进一步优选为25~40质量%的范围内。
[0081]
从改善本实施方式的聚苯醚系树脂组合物的成型流动性的方面出发,优选添加苯乙烯系树脂(b),从赋予充分的耐热性、机械物性以及阻燃性的方面出发,苯乙烯系树脂(b)优选混配60质量%以下。
[0082]
(阻燃剂(c))
[0083]
从环境负荷的降低和阻燃性能的方面出发,本实施方式的聚苯醚系树脂组合物中使用的阻燃剂(c)(下文中也将阻燃剂(c)简称为“(c)成分”)为在阻燃剂(c)100质量%中包含65~92质量%的双酚a双(二苯基磷酸酯)(c-1)和35~8质量%下述(1)式所表示的缩合型磷酸酯系阻燃剂(c-2)的阻燃剂。
[0084]
[化5]
[0085][0086]
上述化学式(1)的r
1
~r
4
为2,6-二甲苯基,n选自1~3。n优选为1或2,n更优选为1。
[0087]
本实施方式的聚苯醚系树脂组合物中,从赋予充分的阻燃性和抑制成型品表面产生银纹的方面出发,上述阻燃剂(c)优选将上述(c-1)和上述(c-2)合用来使用。设阻燃剂(c)为100质量%,优选将70~91质量%的(c-1)和30~9质量%的(c-2)合用,更优选将75~90质量%的(c-1)和25~10质量%的(c-2)合用,进一步优选将80~90质量%的(c-1)和20~10质量%的(c-2)合用。
[0088]
本实施方式的聚苯醚系树脂组合物中,阻燃剂(c)在聚苯醚(a)、苯乙烯系树脂(b)和阻燃剂(c)的总量100质量%中的含量为5~20质量%的范围内。优选为7~18质量%的范围内、更优选为9~15质量%的范围内。
[0089]
从改善本实施方式的聚苯醚系树脂组合物的阻燃性的方面出发,阻燃剂(c)的含量优选为5质量%以上,从保持充分的成型外观、保持机械物性和耐热性的方面出发,阻燃剂(c)的含量优选为20质量%以下。
[0090]
(苯乙烯系热塑性弹性体(d))
[0091]
本实施方式的聚苯醚系树脂组合物中,从提高耐冲击性、韧性的方面出发,可以进一步含有苯乙烯系热塑性弹性体(d)(下文中也将苯乙烯系热塑性弹性体(d)简称为“(d)成分”)。
[0092]
本实施方式中使用的苯乙烯系热塑性弹性体(d)与苯乙烯系树脂(b)不同,是具有苯乙烯嵌段和共轭二烯化合物嵌段的嵌段共聚物。
[0093]
上述共轭二烯化合物嵌段中,从热稳定性的方面出发,优选源自共轭二烯化合物的不饱和键以至少氢化率50%以上进行了氢化。氢化率更优选为80%以上、进而更优选为
95%以上。
[0094]
需要说明的是,氢化率例如可通过核磁共振装置(nmr)求出。
[0095]
作为上述共轭二烯化合物嵌段,可以举出但不限于例如聚丁二烯、聚异戊二烯、聚(乙烯-丁烯)、聚(乙烯-丙烯)以及乙烯基-聚异戊二烯。
[0096]
上述共轭二烯化合物嵌段可以单独使用1种,也可以组合使用2种以上。
[0097]
构成嵌段共聚物的重复单元的排列样式可以为线型、也可以为辐射型。另外,由苯乙烯嵌段和共轭二烯化合物嵌段构成的嵌段结构可以为二型、三型以及四型中的任一种。其中,从能够充分发挥出本实施方式中所期望的效果的方面出发,优选为由聚苯乙烯-聚(乙烯-丁烯)-聚苯乙烯结构构成的三型的线型嵌段共聚物。需要说明的是,在共轭二烯化合物嵌段中可以以不超过30质量%的范围包含丁二烯单元。
[0098]
另外,本实施方式的聚苯醚系树脂组合物中,苯乙烯系热塑性弹性体(d)还可以使用导入有羰基或氨基等官能团的经官能化的苯乙烯系热塑性弹性体。
[0099]
本实施方式的苯乙烯系热塑性弹性体(d)的结合苯乙烯量优选为10~90质量%的范围、更优选为20~80质量%、进一步优选为30~70质量%、进而更优选为40~65质量%的范围。从与上述(a)成分和上述(b)成分的混合性的方面出发,该结合苯乙烯量优选为10质量%以上,从赋予充分的耐冲击性的方面出发,该结合苯乙烯量优选为90质量%以下。
[0100]
本实施方式的苯乙烯系热塑性弹性体(d)的数均分子量优选为30,000~500,000、更优选为40,000~300,000、进一步优选为45,000~250,000的范围。从赋予成型品充分的韧性的方面出发,优选为30,000~500,000的范围。
[0101]
本实施方式的苯乙烯系热塑性弹性体(d)由聚苯乙烯换算分子量得到的重均分子量mw与数均分子量mn之比(mw/mn值)优选为1.0~3.0、更优选为1.0~2.0、进一步优选为1.0~1.5的范围内。从机械特性的方面出发,优选为1.0~3.0的范围内。
[0102]
本实施方式的苯乙烯系热塑性弹性体(d)的含量在聚苯醚系树脂组合物100质量%中优选为1~8质量%、更优选为2~6质量%、进一步优选为2~5质量%的范围内。从改良韧性的方面出发,该含量优选为1质量%以上,从保持成型品的外观和机械特性的方面出发,该含量优选为8质量%以下。
[0103]
(磷系抗氧化剂(e))
[0104]
本实施方式的聚苯醚系树脂组合物可以进一步包含磷系抗氧化剂(e)。
[0105]
上述磷系抗氧化剂(e)具有对过氧化物进行分解的效果。即,通过使用磷系抗氧化剂(e),在聚苯醚长时间暴露于高温时,在末端甲基或侧链甲基产生自由基,通过该自由基的作用可将在末端甲基或侧链甲基产生的过氧化物分解,由此能够防止聚苯醚的氧化交联。
[0106]
作为磷系抗氧化剂(e)的具体例,可以举出亚磷酸三壬基苯酯、亚磷酸三苯酯、三(2,4-二叔丁基苯基)亚磷酸酯、双(2,4-二叔丁基苯基)季戊四醇二亚磷酸酯、双(2,6-二叔丁基-4-甲基苯基)季戊四醇二亚磷酸酯、3,9-双(2,6-二叔丁基-4-甲基苯氧基)-2,4,8,10-四氧杂-3,9-二磷杂螺[5,5]十一烷等。
[0107]
其中,为了保持高温成型加工时的成型品的韧性和成型品外观,更优选亚磷酸酯系抗氧化剂,特别优选在分子内具有下述化学式(4)的结构的亚磷酸酯系的抗氧化剂。
[0108]
[化6]
[0109][0110]
相对于聚苯醚系树脂组合物100质量%,磷系抗氧化剂(e)的含量优选为0.001~2质量%、更优选为0.01~2质量%、进一步优选为0.1~1质量%、特别优选为0.1~0.5质量%。从抑制挤出成型加工时的树脂的氧化劣化的方面出发,该磷系抗氧化剂(e)的含量优选为0.001质量%以上,从保持成型品表面外观的方面出发,该磷系抗氧化剂(e)优选添加2质量%以下。
[0111]
本实施方式的聚苯醚系树脂组合物中,从使耐热性、机械物性、阻燃性、成型品的表面外观更好的方面出发,上述(a)、(b)以及(c)成分的总含量优选占聚苯醚系树脂组合物整体的90质量%以上。该含量更优选为95质量%以上,也可以为100质量%。
[0112]
(其他材料)
[0113]
本实施方式的聚苯醚系树脂组合物在进行着色的情况下,可以含有包括炭黑、氧化钛、其他无机系、有机系的公知的染料、颜料等的着色剂。
[0114]
相对于聚苯醚系树脂组合物100质量%,着色剂的含量优选为0.001~2质量%的范围内。从着色充分的方面出发,着色剂优选含有0.001质量%以上,从成型品具有充分的机械强度、保持外观等方面出发,着色剂优选混配2质量%以下。
[0115]
本实施方式的聚苯醚系树脂组合物也可以含有聚烯烃系树脂。
[0116]
作为聚烯烃系树脂,可以举出聚乙烯、聚丙烯等聚烯烃树脂、乙烯-丙烯共聚物、乙烯-辛烯共聚物、乙烯-丙烯酸乙酯共聚物、乙烯-甲基丙烯酸乙酯共聚物等聚烯烃系共聚物等。
[0117]
相对于聚苯醚系树脂组合物100质量%,聚烯烃系树脂的含量优选小于7质量%、更优选小于4质量%、进一步优选小于1质量%。从抑制因成型品的表层剥离等所致的物性降低或外观降低的方面出发,该聚烯烃系树脂优选含有小于7质量%。
[0118]
本实施方式的聚苯醚系树脂组合物中,从成型品的韧性和成型外观的方面出发,优选尽量不含有作为增强剂的无机填料。关于作为增强剂的无机填料,可以举出通常用于热塑性树脂的增强的无机填料,例如可以举出玻璃纤维、碳纤维、玻璃鳞片、滑石、云母等。
[0119]
本实施方式的聚苯醚系树脂组合物中,还可以根据需要在不会显著降低本实施方式中的效果的范围内添加紫外线吸收剂、防粘剂以及润滑剂等。
[0120]
相对于树脂组合物100质量%,这些成分的含量可以为0.001~3质量%。这些成分的含量优选为0.01~2质量%、更优选为0.2~1质量%的范围内。从表现出充分的添加效果的方面出发,该含量优选为0.001质量%以上,从保持物性的方面出发,该含量优选为3质量%以下。
[0121]
本实施方式的聚苯醚系树脂组合物在电炉中于650℃焚烧3小时后的残渣量小于焚烧前的聚苯醚系树脂组合物的质量的1质量%。该残渣量优选小于0.5质量%、更优选小于0.1质量%。
[0122]
[树脂组合物的物性]
[0123]
关于本实施方式的聚苯醚系树脂组合物的阻燃性等级(依据ul-94),从防止在薄壁成型品的装置内部等处因起火所致的火势蔓延的方面出发,在利用具有1.5mm的厚度的长条状试验片依据ul-94实施垂直燃烧试验时,该阻燃性等级优选为v-2~v-0。
[0124]
需要说明的是,聚苯醚系树脂组合物的阻燃性等级具体地说可利用后述的实施例中记载的方法进行测定。
[0125]
本实施方式的聚苯醚系树脂组合物在进行薄壁成型时优选在成型品表面不存在因阻燃剂的分解等而产生银纹等外观降低的情况。在成型品表面未产生银纹等、具有良好的外观时,能够适宜地用作电气/电子设备的壳体部件。
[0126]
从薄壁成型品在高温使用时的耐久性的方面出发,本实施方式的聚苯醚系树脂组合物的负荷变形温度(dtul)(依据iso75、平拉法、在1.82mpa负荷下进行测定)优选为70℃以上、更优选为100℃以上。
[0127]
需要说明的是,聚苯醚系树脂组合物的dtul具体地说可利用后述的实施例中记载的方法进行测定。
[0128]
从防止薄壁成型品在高速使用时发生破裂的方面出发,本实施方式的聚苯醚系树脂组合物的却贝冲击强度(依据iso179、在23℃以有缺口进行测定)优选为2.5kj/m
2
以上。更优选为5kj/m
2
以上。
[0129]
需要说明的是,聚苯醚系树脂组合物的却贝冲击强度具体地说可利用后述的实施例中记载的方法进行测定。
[0130]
从薄壁成型品的成型性的方面出发,本实施方式的聚苯醚系树脂组合物的熔体流动速率(mfr)(依据iso1133、在250℃、10kg负荷进行测定)优选为2.5g/10min以上、更优选为5g/10min以上。
[0131]
需要说明的是,聚苯醚系树脂组合物的mfr具体地说可利用后述的实施例中记载的方法进行测定。
[0132]
本实施方式的聚苯醚系树脂组合物中,从保持薄壁成型品使用时的形状和防止发生破裂的方面出发,拉伸强度(依据iso527、在23℃进行测定)优选为50mpa以上、更优选为70mpa以上。
[0133]
需要说明的是,聚苯醚系树脂组合物的拉伸强度具体地说可利用后述的实施例中记载的方法进行测定。
[0134]
从薄壁成型品保持充分的韧性的方面出发,本实施方式的聚苯醚系树脂组合物的拉伸伸长率(拉伸标称应变)(依据iso527、在23℃测定)优选为8%以上、更优选为15%以上。
[0135]
需要说明的是,聚苯醚系树脂组合物的拉伸伸长率具体地说可利用后述的实施例中记载的方法进行测定。
[0136]
本实施方式的聚苯醚系树脂组合物中,优选尽可能不会由于包含阻燃剂(c)而降低耐冲击性(却贝冲击强度)、韧性(拉伸伸长率)等物性。
[0137]
[树脂组合物的制造方法]
[0138]
本实施方式的聚苯醚系树脂组合物可以通过将(a)成分、(b)成分、(c)成分以及必要时的(d)成分、(e)成分、其他材料进行熔融混炼来制造。
[0139]
关于用于制造本实施方式的聚苯醚系树脂组合物的条件,可以通过但不限于例如
将(a)成分、(b)成分、(c)成分一并进行熔融混炼来制造聚苯醚系树脂组合物。另外,从提高机械物性和实现充分的效果的方面出发,优选预先将聚苯醚(a)与羧酸、酸酐等反应性化合物进行熔融混炼,使其反应来制造官能化聚苯醚成分,然后将其替换官能化前的聚苯醚(a)的一部分或全部来使用,在接下来的工序中与(b)成分、(c)成分以及必要时的(d)成分、(e)成分、其他材料熔融混炼,制造聚苯醚系树脂组合物。
[0140]
另外,从赋予充分的阻燃性的方面出发,优选在预先将(a)成分、(b)成分以及(c-2)成分、必要时的(d)成分、(e)成分、其他材料进行熔融混炼后,使用添液装置混配(c-1)成分来进行熔融混炼。
[0141]
本实施方式的聚苯醚系树脂组合物的制备方法中,为了大量稳定地制造聚苯醚系树脂组合物,从制造效率的方面出发优选但不限于使用双螺杆挤出机。
[0142]
双螺杆挤出机的螺杆径优选为25~90mm的范围内。更优选为40~70mm的范围内。例如可以举出下述方法作为适宜的方法:在使用zsk40mc双螺杆挤出机(德国werner&pfleiderer公司制造、机筒数13、螺杆直径40mm、l/d=50;具有2个捏和盘l、6个捏和盘r以及4个捏和盘n的螺杆模式)的情况下,在料筒温度270~330℃、螺杆转速150~450rpm、挤出速度40~220kg/h的条件下进行熔融混炼的方法;在使用tem58ss双螺杆挤出机(东芝机械公司制造、机筒数13、螺杆直径58mm、l/d=53;具有2个捏和盘l、14个捏和盘r以及2个捏和盘n的螺杆模式)的情况下,在料筒温度270~330℃、螺杆转速150~500rpm、挤出速度200~600kg/h的条件下进行熔融混炼的方法。
[0143]
此处,上述“l”是挤出机的“螺杆机筒长度”,上述“d”为“螺杆机筒的直径”。
[0144]
在使用双螺杆挤出机制造本实施方式的聚苯醚系树脂组合物时,从赋予材料耐热性和机械物性的方面出发,优选将(a)成分、(b)成分、(c-2)成分以及必要时的(d)成分、(e)成分、其他材料从挤出机的最上游部的供给口(顶部加料口)供给,将(c-1)成分从设于挤出机中途的供给口(添液喷嘴)供给。
[0145]
[成型品]
[0146]
包含本实施方式的聚苯醚系树脂组合物的成型品可以通过将上述聚苯醚系树脂组合物进行成型而得到。
[0147]
本实施方式的成型品优选厚度为0.5~2.0mm、且依据ul94实施垂直燃烧试验时的阻燃等级为v-2~v-0。这种情况下能够防止薄壁成型品的装置内部等处因起火所致的火势蔓延。
[0148]
作为聚苯醚系树脂组合物的成型方法没有特别限定,例如适宜举出注射成型、挤出成型、真空成型以及气压成型等方法,特别是从成型品的外观特性和大量生产性的方面出发,优选注射成型。
[0149]
作为适宜的成型品,出于成型外观、耐热性、机械强度优异且薄壁阻燃性也显著优异的原因,可以举出电气/电子设备的部件、特别是壳体部件。
[0150]
[实施例]
[0151]
以下举出具体的实施例和比较例对本实施方式进行说明。本实施方式并不限于这些示例。
[0152]
实施例和比较例中使用的物性的测定方法和原材料如下所示。
[0153]
(1.负荷变形温度(dtul))
[0154]
将由实施例和比较例制造的树脂组合物的粒料在90℃的热风干燥机中干燥1小时。
[0155]
使用干燥后的树脂组合物,利用具备iso物性试验片模具的注射成型机(is-80epn、东芝机械公司制造),在实施例1~3和比较例1~5中设定为料筒温度280℃、模具温度80℃,在比较例6和实施例4中设定为料筒温度260℃、模具温度60℃,在比较例7~9和实施例5、6中设定为料筒温度300℃、模具温度90℃,分别以注射压力50mpa(表压力)、注射速度200mm/sec、挤出时间/冷却时间=20sec/20sec的条件成型出iso3167的多用途试验片a型的哑铃形成型片。将所得到的多用途试验片a型的哑铃形成型片切断,制作出80mm
×
10mm
×
4mm的试验片。使用该试验片,依据iso75,利用平拉法以1.82mpa测定负荷变形温度(dtul)(℃)。
[0156]
测定值越高,判定为耐热性越优异。
[0157]
(2.却贝冲击强度)
[0158]
将上述1.中制造的iso3167的多用途试验片a型哑铃形成型片切断,制作80mm
×
10mm
×
4mm的试验片。使用该试验片,依据iso179在23℃测定却贝冲击强度(有缺口)(kj/m
2
)。
[0159]
测定值越高,判定为耐冲击性越优异。
[0160]
(3.成型流动性(mfr))
[0161]
将由实施例和比较例制造的树脂组合物的粒料在90℃的热风干燥机中干燥1小时。干燥后,使用熔体流动指数测定仪(p-111、东洋精机制作所制造)依据iso1133在料筒设定温度250℃、10kg负荷下测定mfr(熔体流动速率)(g/10min)。
[0162]
测定值越高,判定为成型流动性越优异。
[0163]
(4.拉伸强度)
[0164]
使用上述1.中制造的iso3167的多用途试验片a型哑铃形成型片,依据iso527在23℃测定拉伸强度(mpa)。
[0165]
测定值越高,判定为机械物性越优异。
[0166]
(5.拉伸伸长率)
[0167]
使用上述1.中制造的iso3167的多用途试验片a型哑铃形成型片,依据iso527在拉伸速度5mm/min的条件下在23℃测定拉伸伸长率(拉伸标称应变)(%)。
[0168]
测定值越高,判定为韧性越优异。
[0169]
(6.阻燃性)
[0170]
将由实施例和比较例制造的树脂组合物的粒料在90℃的热风干燥机中干燥1小时。
[0171]
使用干燥后的树脂组合物,利用具备1.5mm厚度的ul试验片模具的注射成型机(is-80epn、东芝机械公司制造),在实施例1~3和比较例1~5中设定为料筒温度280℃、模具温度80℃,在比较例6和实施例4中设定为料筒温度260℃、模具温度60℃,在比较例7~9和实施例5、6中设定为料筒温度300℃、模具温度90℃,分别以注射速度25%(面板设定值)、挤出时间/冷却时间=10sec/30sec的条件并将注射压力调整为ssp(短射压力)+5mpa(表压力),成型出1.5mm厚度的ul试验片。
[0172]
使用5片所得到的1.5mm厚度的长条状成型片,基于ul-94垂直燃烧试验法测定最
小燃烧秒数、最大燃烧秒数、合计燃烧秒数以及发生了有焰滴落的长条状成型片数,判定阻燃性等级。
[0173]
另外,测定长条状成型片分别在第一接焰时和第二接焰时的燃烧秒数(5片
×
2次,合计10次接焰),求出最小燃烧秒数、最大燃烧秒数以及合计燃烧秒数。
[0174]
另外,对在第一接焰时和第二接焰时发生了有焰滴落的长条状成型片的片数进行计数。
[0175]
(7.成型品外观(银纹产生))
[0176]
对于20片上述6.中制造的1.5mm厚度的ul试验片,目视计数在试验片表面产生的长度2mm以上的银纹的合计个数,判定成型外观的等级。
[0177]
银纹的计数个数为3个以上的情况下,即使阻燃性良好也禁不起作为电气/电子设备的壳体部件的使用,因此判定为“不合格”。
[0178]
[原材料]
[0179]
<聚苯醚(a)>
[0180]
(a-1)
[0181]
通过溶液聚合来制作比浓粘度为0.50dl/g(0.5g/dl氯仿溶液、30℃、利用乌氏粘度计测定)、数均分子量为18300、每100单元中的末端oh基为0.71个、每100单元中的n,n-二丁基氨基甲基为0.39个的聚(2,6-二甲基-1,4-亚苯基)醚粉体(a-1)(下文中有时也简称为“(a-1)”)。
[0182]
<聚苯乙烯(b)>
[0183]
使用(b-1)高抗冲聚苯乙烯(hips)(商品名:polystyrene h9302[注册商标]、ps japan公司制造(下文中有时也称为“(b-1)”)。
[0184]
使用(b-2)通用聚苯乙烯(gpps)(商品名:polystyrene 680[注册商标]、ps japan公司制造)(下文中有时也称为“(b-2)”)。
[0185]
<缩合型磷酸酯系阻燃剂(c)>
[0186]
使用(c-1)双酚a双(二苯基磷酸酯)(芳香族磷酸酯系阻燃剂、商品名:cr741[注册商标]、大八化学公司制造)(下文中有时也称为“(c-1)”)。
[0187]
使用(c-2)下述化学式(5)所表示的化合物(在常温(23℃)为固体状。商品名:px-200[注册商标]、大八化学公司制造)(下文中有时也称为“(c-2)”)。
[0188]
[化7]
[0189][0190]
<苯乙烯系热塑性弹性体(d)>
[0191]
使用(d-1)商品名:tuftec h1272[注册商标]、旭化成公司制造)(下文中有时也称为“(d-1)”)。
[0192]
<磷系抗氧化剂(e)>
[0193]
使用(e-1)有机磷系抗氧化剂(化学名:3,9-双(2,6-二叔丁基-4-甲基苯氧基)-2,4,8,10-四氧杂-3,9-二磷杂螺[5,5]十一烷。adeka公司制造、商品名:adkstab pep-36[注册商标])(下文中有时也称为“(e-1)”)。
[0194]
<其他材料>
[0195]
(tpp)芳香族磷酸酯系阻燃剂(大八化学公司制造、商品名:tpp[注册商标])。
[0196]
(cr733s)芳香族缩合磷酸酯系阻燃剂(大八化学公司制造、商品名:cr-733s[注册商标])。
[0197]
(tafmer)乙烯-丙烯共聚物(三井化学公司制造、商品名:tafmer p0680j[注册商标])。
[0198]
[比较例1]
[0199]
从德国werner&pfleiderer公司制造、机筒数13、螺杆直径40mm的zsk40mc双螺杆挤出机(具有2个捏和盘l、6个捏和盘r、4个捏和盘n的螺杆模式)的最上游部(顶部加料口)供给(a-1)60质量份、(b-1)22质量份和(b-2)8质量份,使用添液喷嘴从中途的机筒5添加(c-1)10质量份,在料筒温度300℃、螺杆转速300rpm、挤出速度100kg/h的条件下进行熔融混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0200]
[比较例2]
[0201]
使用上述比较例1中使用的双螺杆挤出机,将上述(c-1)10质量份中的0.5质量份置换成(c-2)并从最上游部(顶部加料口)进行供给,除此以外与上述比较例1同样地进行熔融混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0202]
[实施例1]
[0203]
使用上述比较例1中使用的双螺杆挤出机,将上述(c-1)10质量份中的1质量份置换成(c-2)并从最上游部(顶部加料口)进行供给,除此以外与上述比较例1同样地进行熔融混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0204]
[实施例2]
[0205]
使用上述比较例1中使用的双螺杆挤出机,将上述(c-1)10质量份中的2质量份置换成(c-2)并从最上游部(顶部加料口)进行供给,除此以外与上述比较例1同样地进行熔融混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0206]
[实施例3]
[0207]
使用上述比较例1中使用的双螺杆挤出机,将上述(c-1)10质量份中的3质量份置换成(c-2)并从最上游部(顶部加料口)进行供给,除此以外与上述比较例1同样地进行熔融混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0208]
[比较例3]
[0209]
使用上述比较例1中使用的双螺杆挤出机,将上述(c-1)10质量份中的4质量份置换成(c-2)并从最上游部(顶部加料口)进行供给,除此以外与上述比较例1同样地进行熔融混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0210]
[比较例4]
[0211]
使用上述比较例1中使用的双螺杆挤出机,将上述(c-1)10质量份中的7质量份置换成(c-2)并从最上游部(顶部加料口)进行供给,除此以外与上述比较例1同样地进行熔融
混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0212]
[比较例5]
[0213]
使用上述比较例1中使用的双螺杆挤出机,将上述(c-1)10质量份全部置换成(c-2)并从最上游部(顶部加料口)进行供给,除此以外与上述比较例1同样地进行熔融混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0214]
[比较例6]
[0215]
使用上述比较例1中使用的双螺杆挤出机,从最上游部(顶部加料口)供给(a-1)26质量份、(b-1)44质量份、(b-2)11质量份、(d-1)8质量份、以及(tafmer)1质量份,使用添液喷嘴从中途的机筒5添加(c-1)10质量份,在料筒温度280℃、螺杆转速300rpm、挤出速度100kg/h的条件下进行熔融混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0216]
[实施例4]
[0217]
使用上述比较例1中使用的双螺杆挤出机,将(c-1)10质量份中的2质量份置换成(c-2)并从最上游部(顶部加料口)进行供给,除此以外与上述比较例6同样地进行熔融混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0218]
[比较例7]
[0219]
使用上述比较例1中使用的双螺杆挤出机,从最上游部(顶部加料口)供给(a-1)77质量份、(b-2)6.5质量份、(d-1)5.5质量份、以及(tafmer)1质量份,使用添液喷嘴从中途的机筒5添加(c-1)10质量份,在料筒温度300℃、螺杆转速300rpm、挤出速度100kg/h的条件下进行熔融混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0220]
[比较例8]
[0221]
使用上述比较例1中使用的双螺杆挤出机,将(c-1)10质量份中的2质量份置换成(tpp)并从最上游部(顶部加料口)进行供给,除此以外与上述比较例7同样地进行熔融混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0222]
[比较例9]
[0223]
使用上述比较例1中使用的双螺杆挤出机,将(c-1)10质量份中的2质量份置换成(cr733s)并从最上游部(顶部加料口)进行供给,除此以外与上述比较例7同样地进行熔融混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0224]
[实施例5]
[0225]
使用上述比较例1中使用的双螺杆挤出机,将(c-1)10质量份中的2质量份置换成(c-2)并从最上游部(顶部加料口)进行供给,除此以外与上述比较例7同样地进行熔融混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0226]
[实施例6]
[0227]
使用上述比较例1中使用的双螺杆挤出机,将(b-2)6.5质量份中的0.5质量份置换成(e-1)并从最上游部(顶部加料口)进行供给,除此以外与上述与实施例5同样地进行熔融混炼,得到树脂组合物。将该树脂组合物的物性试验结果示于表1。
[0228]
需要说明的是,由实施例和比较例制造的树脂组合物均不包含无机填料,因此设焚烧前的质量为100质量%,在电炉中于650℃焚烧3小时后的残渣量均为0质量%。
[0229][0230]
根据表1,比较例1的树脂组合物中,阻燃剂为单独(c-1)成分、不包含(c-2)成分,因此阻燃性不充分。
[0231]
比较例2的树脂组合物中,由于(c-2)成分的含量低于本申请规定的下限,因此阻燃性不充分。
[0232]
实施例1~3的树脂组合物中,(c-1)、(c-2)成分的含量均为本申请的规定范围内,阻燃性、成型品外观、物性均良好。
[0233]
比较例3~5的树脂组合物中,(c-2)成分的含量均高于本申请规定的上限,因此阻燃性良好,但在薄壁成型品的表面观察到产生了多个银纹,外观等级不充分。
[0234]
比较例6的树脂组合物中,阻燃剂为单独(c-1)成分、不包含(c-2)成分,因此阻燃性不充分。另一方面,实施例4的树脂组合物中,(c-1)、(c-2)成分的含量为本申请的规定范围内,因此薄壁成型外观良好,阻燃性也观察到了显著优于比较例6的倾向。
[0235]
比较例7的树脂组合物中,阻燃剂为单独(c-1)成分、不包含(c-2)成分,因此阻燃性不充分。另一方面,比较例8和9的树脂组合物中,由于包含(c-2)以外的阻燃剂,因此阻燃性均良好,但在薄壁成型品的表面显著观察到产生了多个银纹,外观等级不充分。
[0236]
实施例5和6中,(c-1)、(c-2)成分的含量为本申请的规定范围内,阻燃性、成型品外观、物性均良好。特别是实施例6中,通过包含(e-1)成分,观察到性能平衡更优异的倾向。
[0237]
工业实用性
[0238]
本发明的聚苯醚系树脂组合物作为非增强系的聚苯醚系树脂组合物在保持良好的耐热性和机械物性的同时在薄壁成型品中赋予良好的阻燃性,并且在成型时在成型品表面产生银纹等的外观降低少,因此能够作为电气/电子设备的部件、特别是壳体部件有效地使用。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips