
 商标分类
商标分类  商标转让
商标转让 
一种低温快速胶化抗黄变塑粉及其制备方法与流程
 2021-02-02 15:02:16|
2021-02-02 15:02:16| 349|
349| 起点商标网
起点商标网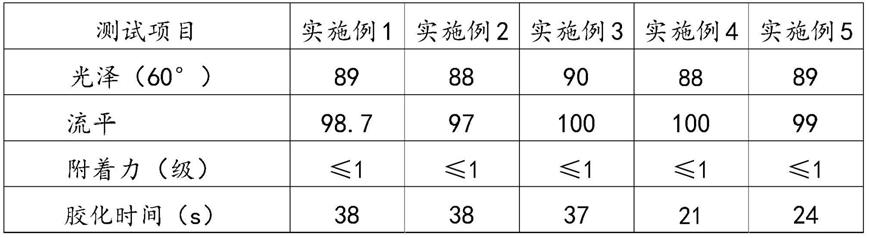
[0001]
本发明属于粉末涂料技术领域,特别涉及一种低温快速胶化抗黄变塑粉及其制备方法。
背景技术:
[0002]
传统的热固性塑粉在进行喷涂时,固化温度需要控制在200℃左右,固化10-20min成膜,在固化时,浅色的塑粉易发生黄变,附着力随膜厚的增加而减弱,并且200℃的温度会让很多底衬承受不住,易发生变形,因而限制了施工的范围。另外对于大型工件,因为外观或重量的问题很难在生产线上完成喷塑,需要将此类工件在行车上吊装进入到预热炉中进行预热,预热到合适温度后,再从预热炉中吊装到喷房中进行喷塑,升温固化成膜。在此过程中、喷涂挂具和工件之间的接触点无法喷涂上涂层,需要摘件后对工件进行修补,因修补时只能采用液体涂料,在色差和相容性上都不如一次成型不用修补的效果好,并且液体涂料含有大量的挥发物,刺激性气味大,对环境和工作人员都具有不好的影响。
技术实现要素:
[0003]
本发明的目的在于,提供一种可以利用工件的余热进行低温快速固化的、并且耐黄变的塑粉,无需用挂具将工件吊装到固化炉例加热,从而不会形成挂点,并且喷塑后的涂层达到正反50kg/cm的冲击和一级以内的附着力,无需二次加温,减少吊装的难度和挂点的修补。
[0004]
为了实现上述目的,本发明提供了一种低温快速胶化抗黄变塑粉,按照以下重量份数配比组成:环氧树脂25-35份、羧基树脂a 10-20份、羧基树脂b 10-20份、促进剂0.2-0.4份、抗氧化剂2-5份、钛白粉15-25份、沉淀钡10-15份、混合助剂2-5份。
[0005]
优选地,所述环氧树脂为双酚a型环氧树脂,环氧值为0.1-0.18eq/100g,软化点为75-100℃。
[0006]
优选地,所述羧基树脂a的粘度为3000-6000mpa.s/200℃,酸值为65-80mg
·
koh/g,所述羧基树脂b的粘度为4000-9000mpa.s/200℃,酸值为30-40mg
·
koh/g。
[0007]
优选地,所述促进剂为苯氨基甲酰基咪唑,所述抗氧化剂为酚类抗氧化剂、所述混合助剂包括流平剂、增光剂、脱气剂、光稳定剂、紫外吸收剂、增电剂、分散剂。
[0008]
另外,本发明还提供了一种低温快速胶化抗黄变塑粉的制备方法,5、包括以下步骤:
[0009]
(1)将沉淀钡、钛白粉按质量份数投入到高速混料缸中,再将混合助剂、抗氧化剂、促进剂、环氧树脂、羧基树脂a、羧基树脂b依次投入混料缸中,启动混料电机,使物料能充分混合均匀;
[0010]
(2)将(1)混合好的物料取出,倒入挤出机喂料仓中,进行熔融挤出。
[0011]
熔融挤出料经过冷却压片、破碎、粉碎、空气旋风分级、160目筛分、灌装、包装,得到成品。
[0012]
优选地,所述步骤(1)混料电机的搅拌速度为800r/min,开启混料3次,每次的混料时间为3min。
[0013]
优选地,所述步骤(2)中挤出机喂料速度15hz,挤出机主机频率49hz,熔融段温度100-110℃,混炼段温度105-118℃。
[0014]
本发明的有益效果:本发明选用活性更好的羧基树脂a和羧基树脂b与环氧树脂进行反应,选用苯氨基甲酰基咪唑促进剂让聚合物更快的打开分子链,聚合为多极性分子链,从而降低塑粉喷涂后的烘烤温度,并且成膜物的分子链因极性端的增加膜的柔韧性和附着力,可利用工件的余热进行低温快速固化,无需二次加温,减少吊装的难度和挂点的修补。
具体实施方式
[0015]
下面结合具体实施例对本发明进行进一步描述,但是本发明不局限于这些实施例。
[0016]
实施例和对比例中涉及到的树脂对应的生产商如下:
[0017]
gh1153:浙江光华科技股份有限公司;
[0018]
gh1152:浙江光华科技股份有限公司;
[0019]
gh1156:浙江光华科技股份有限公司;
[0020]
p5050:新中法高分子材料股份有限公司;
[0021]
p5086:新中法高分子材料股份有限公司;
[0022]
hh2581:广州擎天材料科技有限公司;
[0023]
hh2583:广州擎天材料科技有限公司;
[0024]
hh2783:广州擎天材料科技有限公司;
[0025]
p4055:帝斯曼(中国)有限公司;
[0026]
p5127:帝斯曼(中国)有限公司;
[0027]
sj3at:安徽神剑新材料股份有限公司;
[0028]
sj4c:安徽神剑新材料股份有限公司;
[0029]
sj3c:安徽神剑新材料股份有限公司;
[0030]
sj4a:安徽神剑新材料股份有限公司;
[0031]
环氧树脂e-12:安徽恒远新材料有限公司。
[0032]
实施例1
[0033]
本发明提供了一种低温快速胶化抗黄变塑粉,按照以下重量份数配比组成:环氧树脂e-12 26份、gh1152 12份、sj4c 19份、苯氨基甲酰基咪唑0.2份、抗氧化剂1010 3份、钛白粉25份、沉淀钡11.4份、混合助剂3.4份。
[0034]
本发明的一种低温快速胶化抗黄变塑粉按照以下步骤制备:
[0035]
(1)将沉淀钡、钛白粉按质量份数投入到高速混料缸中,再将混合助剂、抗氧化剂1010、苯氨基甲酰基咪唑、环氧树脂e-12、gh1152、sj4c依次投入混料缸中,启动混料电机,设定参数是800r/min,开启混料3次,设定每次的混料时间为3min,保证多种物料能充分混合均匀;
[0036]
(2)将(1)混合好的物料取出,倒入挤出机喂料仓中,喂料速度15hz,挤出机主机频率49hz,熔融段温度110度,混炼段温度118℃。
[0037]
(3)熔融挤出料经过冷却压片、破碎、粉碎、空气旋风分级、160目筛分、灌装、包装,得到成品。
[0038]
实施例2
[0039]
本发明提供了一种低温快速胶化抗黄变塑粉,按照以下重量份数配比组成:环氧树脂e-12 33份、gh1152 16份、p2783 15份、苯氨基甲酰基咪唑0.2份、抗氧化剂1010 3份、钛白粉18份、沉淀钡11.7份、混合助剂3.1份。
[0040]
本发明的一种低温快速胶化抗黄变塑粉按照以下步骤制备:
[0041]
(1)将沉淀钡、钛白粉按质量份数投入到高速混料缸中,再将混合助剂、抗氧化剂1010、苯氨基甲酰基咪唑、环氧树脂e-12、gh1152、p2783依次投入混料缸中,启动混料电机,设定参数是800r/min,开启混料3次,设定每次的混料时间为3min,保证多种物料能充分混合均匀;
[0042]
(2)将(1)混合好的物料取出,倒入挤出机喂料仓中,喂料速度15hz,挤出机主机频率49hz,熔融段温度105℃,混炼段温度115度。
[0043]
(3)熔融挤出料经过冷却压片、破碎、粉碎、空气旋风分级、160目筛分、灌装、包装,得到成品。
[0044]
实施例3
[0045]
本发明提供了一种低温快速胶化抗黄变塑粉,按照以下重量份数配比组成:环氧树脂e-12 30份、sj3c 15份、sj4a 15份、苯氨基甲酰基咪唑0.2份、抗氧化剂1010 3份、钛白粉20份、沉淀钡13份、混合助剂3.8份。
[0046]
本发明的一种低温快速胶化抗黄变塑粉按照以下步骤制备:
[0047]
(1)将沉淀钡、钛白粉按质量份数投入到高速混料缸中,再将混合助剂、抗氧化剂1010、苯氨基甲酰基咪唑、环氧树脂e-12、sj3c、sj4a依次投入混料缸中,启动混料电机,设定参数是800r/min,开启混料3次,设定每次的混料时间为3min,保证多种物料能充分混合均匀;
[0048]
(2)将(1)混合好的物料取出,倒入挤出机喂料仓中,喂料速度15hz,挤出机主机频率49hz,熔融段温度105℃,混炼段温度118℃。
[0049]
(3)熔融挤出料经过冷却压片、破碎、粉碎、空气旋风分级、160目筛分、灌装、包装,得到成品。
[0050]
实施例4
[0051]
本发明提供了一种低温快速胶化抗黄变塑粉,按照以下重量份数配比组成:环氧树脂e-12 30份、sj3c 15份、sj4a 15份、苯氨基甲酰基咪唑0.4份、抗氧化剂1010 3份、钛白粉20份、沉淀钡12.8份、混合助剂3.8份。
[0052]
本发明的一种低温快速胶化抗黄变塑粉按照以下步骤制备:
[0053]
(1)将沉淀钡、钛白粉按质量份数投入到高速混料缸中,再将混合助剂、抗氧化剂1010、苯氨基甲酰基咪唑、环氧树脂e-12、sj3c、sj4a依次投入混料缸中,启动混料电机,设定参数是800r/min,开启混料3次,设定每次的混料时间为3min,保证多种物料能充分混合均匀;
[0054]
(2)将(1)混合好的物料取出,倒入挤出机喂料仓中,喂料速度15hz,挤出机主机频率49hz,熔融段温度105℃,混炼段温度118℃。
[0055]
(3)熔融挤出料经过冷却压片、破碎、粉碎、空气旋风分级、160目筛分、灌装、包装,得到成品。
[0056]
实施例5
[0057]
本发明提供了一种低温快速胶化抗黄变塑粉,按照以下重量份数配比组成:环氧树脂e-12 30份、sj3at 11份、sj4a 18份、苯氨基甲酰基咪唑0.4份、抗氧化剂1010 5份、钛白粉18份、沉淀钡13份、混合助剂4.8份。
[0058]
本发明的一种低温快速胶化抗黄变塑粉按照以下步骤制备:
[0059]
(1)将沉淀钡、钛白粉按质量份数投入到高速混料缸中,再将混合助剂、抗氧化剂1010、苯氨基甲酰基咪唑、环氧树脂e-12、sj3at、sj4a依次投入混料缸中,启动混料电机,设定参数是800r/min,开启混料3次,设定每次的混料时间为3min,保证多种物料能充分混合均匀;
[0060]
(2)将(1)混合好的物料取出,倒入挤出机喂料仓中,喂料速度15hz,挤出机主机频率49hz,熔融段温度105℃,混炼段温度118℃。
[0061]
(3)熔融挤出料经过冷却压片、破碎、粉碎、空气旋风分级、160目筛分、灌装、包装,得到成品。
[0062]
对比例1
[0063]
按照实施例4,将sj3c用p4055替代,sj4a用p5127替代,其余组份一致,制备方法一致。
[0064]
对比例2
[0065]
按照实施例4,将sj3c换为p5050,sj4a用p5086替代,其余组份一致,制备方法一致。
[0066]
对比例3
[0067]
按照实施例4,将sj3c换为gh1153,sj4a用gh1152替代,其余组份一致,制备方法一致。
[0068]
对比例4
[0069]
按照实施例4,将sj3c换为hh2581,sj4a用hh2583替代,其余组份一致,制备方法一致。
[0070]
将实施例1-5和对比例1-5制得的样粉喷塑与经过处理的铝板上,涂层厚度50um,热烘箱烘烤温度为200℃、180℃、160℃,烘烤时间5min,对不同烘烤温度固化的涂膜样板进行测试,得到测试结果如表1-表2
[0071]
表1实施例1-5的测试结果
[0072]
[0073][0074]
表2实施例4与对比例1-5的测试结果
[0075][0076]
从测试结果可知,本发明的低温快速胶化抗黄变塑粉可以在160℃的温度下烘烤5min就可以使涂层的耐冲击能力和一级以内的附着力,并且表面性能良好,对于大型工件,可以利用工件的余热进行固化,不需要进行吊装到烘烤炉中进行烘烤,也适用于耐热性差的材料的喷塑。
[0077]
以上所述,仅是本申请的几个实施例,并非对本申请做任何形式的限制,虽然本申请以较佳实施例揭示如上,然而并非用以限制本申请,任何熟悉本专业的技术人员,在不脱离本申请技术方案的范围内,利用上述揭示的技术内容做出些许的变动或修饰均等同于等效实施案例,均属于技术方案范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips