
 商标分类
商标分类  商标转让
商标转让 
一种高温纳米复合涂料及其制备方法,以及小袋软包装涂料与流程
 2021-02-02 14:02:23|
2021-02-02 14:02:23| 256|
256| 起点商标网
起点商标网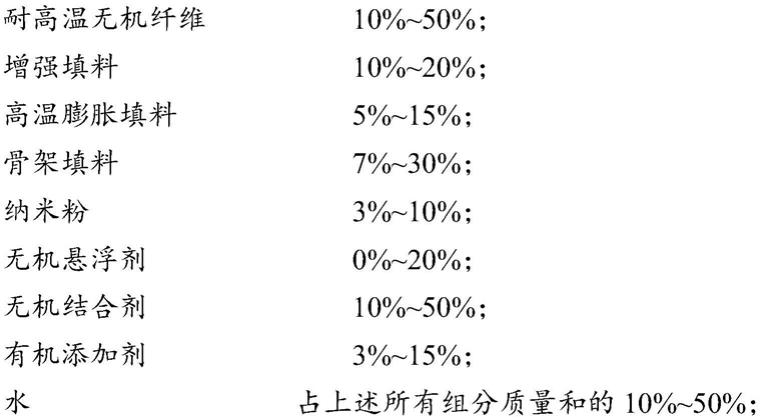
[0001]
本发明涉及高温炉涂料领域,特别涉及一种高温纳米复合涂料及其制备方法,以及小袋软包装涂料。
背景技术:
[0002]
石化行业的乙烯裂解炉尤其是底部三米,使用温度高,既有底烧、侧烧、顶烧烧嘴,气流冲刷和气氛的影响,对炉衬强度要求极高,所以该部位一直使用砖墙结构,砖墙结构虽然能够抵挡气流冲涮和气氛的侵蚀,但是由于其导热率高,热震性差,导致炉外壁温度偏高,而且也极易断裂掉落。
[0003]
由于国家对环保要求越来越高,所以很多高温窑炉厂家为了提高能效,延长窑炉使用寿命,逐渐采用全纤维炉衬来替代砖墙和浇注料结构,为抵卸炉内各种恶劣环境对纤维炉衬的侵蚀;而保温性能好,耐热震的纤维模块却因为其受环境气氛影响容易粉化,不能抵挡气流冲涮而不能较好的在风速较大的高温窑炉上应用,需要在纤维炉衬表面喷涂一层强度高,渗透性好,与炉衬结合牢固的高温热防护涂料进行保护;为使高温热防护涂料与纤维炉衬更进一步牢固结合不掉落,还要在将高温热防护涂料在纤维炉衬进行生根锚固,干燥、高温烧后将涂料牢牢的锚固在纤维炉衬表面。另外,还需要对一些炉衬损坏的裂纹缝隙进行修补,这些施工部位比较狭小,且有一定深度,用普通的涂料施工方式进行施工,无法将涂料充分灌注到一定的深度,达不到施工效果,只能使用一种的打胶枪来进行施工,但是在耐火保温行业用的耐高温的涂料一般都是塑料桶或铁桶包装,如果开启桶装涂料会比较麻烦,容易造成浪费,客户使用起来非常不方便。另外使用打胶枪进行施工时,都得需要现场手工灌装,费时费力,现场卫生也无法保持,非常不方便。如果使用小袋软包装,这些问题将得以解决。
[0004]
现有的耐高温涂料的高温力学性能在乙烯裂解炉上使用仍然欠佳,不能抵御裂解炉超强的冲刷力,无法满足保护全纤维炉衬不受炉内恶劣环境侵蚀的目的。而且由于是耐高温材料,多使用无机耐高温的粉料填料或纤维,涂料没有细腻感,所以,放置一段时间后,小袋软包装中的涂料会沉淀,分离出一层液体,用打胶枪施工时,液体很快出来,只剩下干涩的长纤维和颗粒粉料,用打胶枪很难挤出来,如图1所示,图1为现有耐高温涂料在放置一段时间后的浆料状态示意图。
技术实现要素:
[0005]
有鉴于此,本发明的目的在于提供一种高温纳米复合涂料及其制备方法,以及小袋软包装涂料。本发明提供的高温纳米复合涂料强度高,良好的渗透性使其与炉衬结合更牢固,涂料的均匀稳定、细腻柔滑、长久放置不会出现沉淀,通过对纤维长度及粉料粒度的级配控制,能够提高高温力学性能、减少高温收缩,以及提高与炉衬的结合牢度。
[0006]
本发明提供了一种高温纳米复合涂料,以质量比计,包括以下组分:
[0007][0008]
所述耐高温无机纤维的长度为0.01~1mm。
[0009]
优选的,所述纳米粉选自纳米二氧化硅和纳米氧化铝粉中的一种或几种。
[0010]
优选的,所述耐高温无机纤维选自高铝纤维、含锆纤维和氧化铝晶体纤维中的一种或几种。
[0011]
优选的,所述增强填料选自针状微硅粉和叶腊石粉中的一种或几种。
[0012]
优选的,所述高温膨胀填料选自蓝晶石粉和硅线石中的一种或几种。
[0013]
优选的,所述骨架填料选自氧化铝粉、莫来石粉、锆英粉和刚玉粉中的一种或几种。
[0014]
优选的,所述无机悬浮剂为膨润土;
[0015]
所述无机结合剂选自铝溶胶、磷酸二氢铝和硅溶胶中的一种或几种。
[0016]
优选的,所述有机添加剂选自有机结合剂、防腐剂和防冻剂中的一种或几种。
[0017]
本发明还提供了一种上述技术方案中所述的高温纳米复合涂料的制备方法,包括:
[0018]
s1、将耐高温无机纤维、无机结合剂和水混合,得到纤维分散液;
[0019]
s2、将所述纤维分散液与高温膨胀填料、增强填料及骨架填料混合,得到浆料;
[0020]
s3、将所述浆料与纳米粉、无机悬浮剂和有机添加剂混合,得到涂料。
[0021]
本发明还提供了一种小袋软包装涂料,所述涂料为上述技术方案中所述的高温纳米复合涂料或上述技术方案中所述的制备方法制得的高温纳米复合涂料。
[0022]
本发明提供了一种高温纳米复合涂料,对纤维预处理控制纤维长度,引入高温增强填料、高温膨胀填料、纳米粉、无机悬浮剂、及其它添加剂,通过这些改进,得到的高温纳米复合结构涂料具有以下特点:
①
高温下具有超高强度和密实度,收缩小,高温下不会产生裂纹,能够抵御石化行业裂解炉超强的气流冲刷和气氛的侵蚀;
②
纳米粉的引入,使得涂料的粒度级配更丰富,喷施到纤维炉衬表面时渗透性更强,从而达到与纤维炉衬结合更牢固的目的;
③
通过对纤维长度及粉料粒度的级配控制,引入无机悬浮剂及其它添加剂,使涂料状态均匀稳定,细腻柔滑,挤压能达到类似牙膏的浆体流动状态,放置过程不会出现沉淀分层,可实现小包装方式,在纤维模块打孔底部锚固生根时能形成倒锤形;
④
涂料渗透性好,喷涂后与炉衬的结合性好,特殊的锚固生根性能,使涂料与炉衬结合双重牢固,有效的抵抗
气流冲刷,延长炉衬使用寿命。
[0023]
实验结果表明,本发明提供的高温纳米复合涂料放置6-12个月无沉淀,保持均匀的膏体状,烧后耐压强度≥3mpa,烧后抗折强度≥2mpa,加热线收缩(1300℃
×
24h)≤2%。
附图说明
[0024]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
[0025]
图1为现有耐高温涂料的稳定性测试图;
[0026]
图2为本发明实施例1-2所得涂料的稳定性测试图;
[0027]
图3为本发明实施例1的涂料打胶的结构示意图。
具体实施方式
[0028]
本发明提供了一种高温纳米复合涂料,以质量比计,包括以下组分:
[0029][0030]
所述耐高温无机纤维的长度为0.01~1mm。
[0031]
本发明对纤维预加工来控制纤维为特定长度,同时引入了高温增强填料和高温膨胀填料,使其在高温下既有超高强度又不会高温收缩而产生裂纹;达到抵御裂解炉超强的冲刷力,满足保护全纤维炉衬不受炉内恶劣环境侵蚀的目的;引入纳米粉,使得涂料的粒度级配更丰富,喷施到纤维炉衬表面时渗透性更强,从而达到与纤维炉衬结合更牢固的目的;通过对纤维长度及粉料粒度的级配控制,并引入无机悬浮剂及其它添加剂,使涂料状态均匀稳定,达到类似牙膏的浆体状态,放置过程不会出现沉淀分层,可实现小包装方式,方便施工操作;同时,其与炉衬的结合性好,不会与炉衬脱落,从而延长炉衬使用寿命。
[0032]
本发明中,所述耐高温无机纤维的原料优选为高铝纤维、含锆纤维和氧化铝晶体纤维中的一种或几种。其中,所述氧化铝晶体纤维优选为72氧化铝晶体纤维、80氧化铝晶体纤维和95氧化铝晶体纤维中的一种或几种。
[0033]
本发明中,所述耐高温无机纤维为二次加工纤维,本发明通过加工处理控制纤维
的长度。本发明中,所得耐高温无机纤维的长度为0.01~1mm;所述耐高温无机纤维的直径优选为1~6um。
[0034]
本发明中,所述耐高温无机纤维在涂料中的质量百分比为10%~50%,优选为15%~30%;在本发明的一些实施例中,所述质量比为15%、20%、25%或30%。
[0035]
本发明中,所述增强填料为耐高温增强填料,优选为针状微硅粉和叶腊石粉中的一种或几种。其中,所述针状微硅粉的长径比优选为(15~20)∶1。所述叶腊石粉的粒度优选为200~300目。本发明对所述高温增强填料的来源没有特殊限制,为一般市售品即可。
[0036]
本发明中,所述增强填料在涂料中的质量百分比为10%~20%;在本发明的一些实施例中,所述质量比为10%、13%、15%或20%。
[0037]
本发明中,所述高温膨胀填料优选为蓝晶石粉和硅线石中的一种或几种。本发明对所述高温膨胀填料的来源没有特殊限制,为一般市售品即可。本发明中,所述高温膨胀填料在涂料中的质量百分比为5%~15%;在本发明的一些实施例中,所述质量比为5%、8%或12%。
[0038]
本发明中,所述骨架填料为耐高温骨架填料,优选为氧化铝粉、莫来石粉、锆英粉和刚玉粉中的一种或几种。本发明中,所述骨架填料的粒度优选为300~1000目。本发明对所述骨架填料的来源没有特殊限制,为一般市售品即可。
[0039]
本发明中,所述骨架填料在涂料中的质量百分比为7%~30%;在本发明的一些实施例中,所述质量比为7%、10%或15%。
[0040]
本发明中,所述纳米粉优选为纳米二氧化硅和纳米氧化铝粉中的一种或几种。本发明中,所述纳米粉的粒度优选为1~100nm。本发明对所述纳米粉的来源没有特殊限制,为一般市售品即可。
[0041]
本发明中,所述纳米粉在涂料中的质量百分比为3%~10%;在本发明的一些实施例中,所述质量比为3%、5%或8%。
[0042]
本发明中,所述无机悬浮剂优选为膨润土。本发明中,所述无机悬浮剂在涂料中的质量百分比为0%~20%;在本发明的一些实施例中,所述质量比为0%或5%。
[0043]
本发明中,所述无机结合剂优选为铝溶胶、磷酸二氢铝和硅溶胶中的一种或几种。本发明中,所述无机结合剂在涂料中的质量百分比为10%~50%;在本发明的一些实施例中,所述质量比为25%、37%、40%或41%。
[0044]
本发明中,所述有机添加剂优选为有机结合剂、防腐剂和防冻剂中的一种或几种;更优选为有机结合剂、防腐剂和防冻剂。其中,所述有机结合剂优选为淀粉、糊精和纤维素中的一种或几种。所述防腐剂优选为百杀得。所述防冻剂优选为乙二醇。
[0045]
本发明中,所述有机添加剂在涂料中的质量百分比为3%~15%;在本发明的一些实施例中,所述质量比为3%或5%。
[0046]
本发明中,上述耐高温无机纤维、增强填料、高温膨胀填料、骨架填料、纳米粉、无机悬浮剂、无机结合剂和有机添加剂的质量和优选为100%。除上述组分外,涂料体系还包括水;本发明中,所述水的用量为除水之外上述所有组分用量和的10%~50%;在本发明的一些实施例中,所述水的用量为15%、25%、30%或35%。
[0047]
本发明提供的高温纳米复合涂料,控制纤维长度及分散方式,并引入特定增强填料和高温膨胀填料,使其在高温下既有超高强度又不会高温收缩而产生裂纹,同时引入一
定的骨架填料和纳米结构的材料,上述材料之间协同作用,使涂料状态均匀稳定,放置过程中不会出现沉淀分层;高温使用过程中,与炉衬结合牢固,高温收缩小,并具有超高强度的硬壳屏障;高温烧后收缩小,不裂纹,与炉衬结合牢固,高温烧后强度大,其作用是能有效地抵挡底烧、侧烧和顶烧的气流冲涮和气氛侵蚀,从而保护纤维模块,使其不会受外部环境侵蚀而粉化变脆,还会阻挡窑炉在高温运行过程中的热量散失,从而实现延长炉衬使用寿命,降低炉外壁温度,达到节能降耗的目的。本发明提供的高温纳米复合涂料能够作为乙烯裂解炉全纤维结构专用涂料,具有超高强度,与纤维炉衬上牢固结合性,以及特殊的锚固状态,从而实现施工便捷性,尤其是在乙烯裂解炉全纤维结构替代砖墙结构的应用中,对纤维起到关键性的保护作用,使其不会粉化变脆,从而达到延长纤维炉衬使用寿命,降低炉外壁温度的最终目的。
[0048]
本发明还提供了一种上述技术方案中所述的高温纳米复合涂料的制备方法,其特征在于,包括:
[0049]
s1、将耐高温无机纤维、无机结合剂和水混合,得到纤维分散液;
[0050]
s2、将所述纤维分散液与高温膨胀填料、增强填料及骨架填料混合,得到浆料;
[0051]
s3、将所述浆料与纳米粉、无机悬浮剂和有机添加剂混合,得到涂料。
[0052]
其中,步骤s1中,所述混合优选为搅拌混合;所述搅拌的时间优选为10~30min。所述步骤s2中,所述混合优选为搅拌混合;所述搅拌的时间优选为3~5min。所述步骤s3中,混料顺序优选为:向浆料中先加入纳米粉,搅拌混合3~5min;再加入无机悬浮剂,搅拌混合5~10min;最后加入有机添加剂搅拌混合10~20min,得到涂料。
[0053]
本发明还提供了一种小袋软包装涂料,所述涂料为上述技术方案中所述的高温纳米复合涂料或上述技术方案中所述的制备方法制得的高温纳米复合涂料,即除了用塑料桶进行大包装外,还可以将涂料进行小袋软包装,形成小袋涂料,方便特殊部位的施工。
[0054]
本发明还提供一种上述技术方案中所述的小袋软包装涂料的包装方法,包括:将涂料装入小袋软包装袋内,封口,得到小袋软包装涂料。其中,所述涂料上述技术方案中所述的高温纳米复合涂料或上述技术方案中所述的制备方法制得的高温纳米复合涂料。
[0055]
本发明提供的高温纳米复合涂料具有以下有益效果:
[0056]
1、高温烧后强度高、收缩小、无裂纹,能在全纤维炉衬外层形成一层坚硬密实的硬壳,有效抵抗乙烯裂解炉内部的恶劣环境,将外部面喷的涂料牢固锚固在纤维炉衬上,不会掉落。
[0057]
2、涂料均匀稳定,呈膏状,保质期内放置不会沉淀和分离出液体,既能用大塑料桶包装,还能满足了小袋软包装的要求,能够做成软袋小包装,方便施工。
[0058]
3、涂料为均匀膏状,且本发明组分的搭配使膏体细腻、渗透性好,大面积喷涂与纤维炉衬结合牢固,用打胶枪往炉衬内部打胶的过程中,在打孔炉衬的底部自动形成一个倒挂的锤形,通过这种锚固结构的形成,使涂料与炉衬结合更牢固,达到双重保险的效果。
[0059]
实验结果表明,本发明提供的高温纳米复合涂料达到以下技术指标:
[0060]
化学成分:sio
2 20~60%;
[0061]
al2o
3 30~80%;
[0062]
zro
2 5~20.0%;
[0063]
fe2o3<0.3%。
[0064]
常温干燥后容重:650~850kg/m3;
[0065]
烧后耐压强度:≥3mpa;
[0066]
烧后抗折强度:≥2mpa;
[0067]
加热线收缩:1300℃
×
24h≤2%。
[0068]
放置时间:6-12个月无沉淀。
[0069]
为了进一步理解本发明,下面结合实施例对本发明优选实施方案进行描述,但是应当理解,这些描述只是为进一步说明本发明的特征和优点,而不是对本发明权利要求的限制。以下实施例中,所用原料的尺寸为前文所述各种原料的尺寸参数范围。
[0070]
实施例1
[0071]
1.1涂料配方
[0072][0073]
其中,耐高温无机纤维的原料纤维为高铝纤维,加工成短纤维,所得纤维的长度为0.01~1mm,直径为1~5um。
[0074]
1.2制备
[0075]
秤取耐高温无机纤维加入搅拌机内,秤量无机结合剂和水加入,搅拌20min,使纤维充分润湿分散;再依次加入高温膨胀填料、增强填料、骨架填料,加完后搅拌5min,使其充分分散;再加入纳米粉,搅拌5min;加入无机悬浮剂,搅拌10min,使其充分膨胀,起到悬浮作用;最后加入有机添加剂,搅拌20min;得到涂料。
[0076]
实施例2
[0077]
1.1涂料配方
[0078][0079]
其中,耐高温无机纤维的原料纤维为含锆纤维,加工成短纤维,所得纤维的长度为0.01~1mm,直径为2~6um。
[0080]
1.2制备:同实施例1。
[0081]
实施例3
[0082]
1.1涂料配方
[0083][0084]
其中,耐高温无机纤维的原料纤维为72氧化铝晶体纤维,加工成短纤维,所得纤维的长度为0.01~1mm,直径为3~6um。
[0085]
1.2制备:同实施例1。
[0086]
实施例4
[0087]
1.1涂料配方
[0088][0089]
其中,耐高温无机纤维的原料纤维为95氧化铝晶体纤维,加工成短纤维,所得纤维的长度为0.01~1mm,直径为3~6um。
[0090]
1.2制备:同实施例1。
[0091]
实施例5
[0092]
(1)将实施例1-2所得涂料装入小袋软包装,于室温下放置10个月后,观测涂料状态。同时,以现有耐高温涂料(型号为1600高温热防护涂料,由山东鲁阳节能材料股份有限公司提供)作为对照进行上述测试。
[0093]
结果分别参见图2和图1,图2为本发明实施例1-2所得涂料的稳定性测试图;图1为现有耐高温涂料的稳定性测试图。可以看出,久置后,现有涂料沉淀分离,无法打胶使用;而本发明涂料仍然呈现均匀细腻的膏体状,无沉淀和液体分离现象。对其它实施例所得涂料进行同样的测试,效果与图2类似,也达到优异的均匀稳定性。
[0094]
(2)将实施例1所得涂料装入打胶枪对炉衬进行打胶,涂料所形成的结构如图3所示,图3为本发明实施例1的涂料打胶的结构示意图;其中,左侧为在模块上生根和涂覆涂料后的示意图,右侧为清除模块后涂料形状示意图。通过在模块上生根并涂抹涂料,烘干后在1300℃的高温炉内煅烧,随后清除模块,露出了生根和喷涂的涂料,由于涂料特有的膏状均匀状态,使得涂料在生根底部自然形成了狼牙棒的鼓槌形状,从而使生根更牢固。可以看出,涂料在打孔炉的底部自动形成一个倒挂的锤形结构,从而与炉衬结合更牢固。而且还可以看出,与纤维模块分离后,涂料表面粘着有纤维,证明了本发明提供的涂料与纤维炉衬结合性较好。
[0095]
(3)对实施例1~4所得涂料进行性能测试,结果参见表1。
[0096]
其中,常温干燥后容重的测试参照yb/t5200。烧后强度测试中的煅烧条件为1300℃
×
3h;将涂料成型为长160mm
×
宽40mm
×
厚40mm的试块,参照标准yb/t5202进行性能测试。
[0097]
表1实施例1-4的涂料性能
[0098][0099]
通过以上测试结果可以看出,本发明提供的涂料具有优异的均匀稳定性,久置不沉淀分离;同时,其在打胶时能形成倒挂锤形结构,从而提高与炉衬的结合牢度;而且其高温烧后强度高、收缩小,能够更好的抵御恶劣环境。
[0100]
以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips