
 商标分类
商标分类  商标转让
商标转让 
一种加强叉车用钢板表面印刷性的方法与流程
 2021-02-02 14:02:37|
2021-02-02 14:02:37| 286|
286| 起点商标网
起点商标网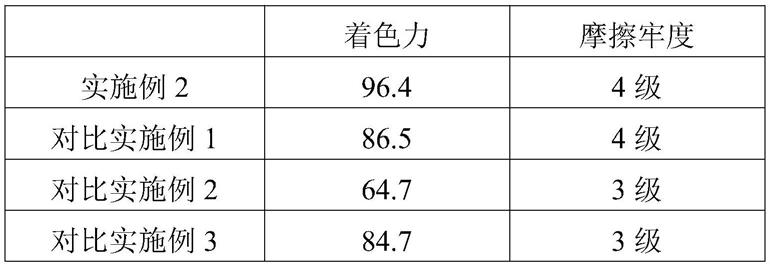
[0001]
本发明属于钢板加工处理技术领域,特别是一种加强叉车用钢板表面印刷性的方法。
背景技术:
[0002]
钢材是钢锭、钢坯或钢材通过压力加工制成的一定形状、尺寸和性能的材料。大部分钢材加工都是通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。由于钢材的性质,其化学稳定性较高,不易油墨溶剂所渗透和溶解,与油墨印刷的结合牢固度很低,所以印刷之前必须经过表面处理。表面处理的目的为了提高附着性而进行界面化学改性,能够使得钢材表层活化,生成新的化学键,从而提高油墨或粘合剂与塑料表面的结合牢度。
技术实现要素:
[0003]
本发明的目的是提供一种加强叉车用钢板表面印刷性的方法,以解决现有技术中的不足。
[0004]
本发明采用的技术方案如下:
[0005]
一种加强叉车用钢板表面印刷性的方法,包括如下步骤:
[0006]
(1)打磨冲洗:
[0007]
用砂纸对钢板表面进行打磨后,用高压枪对其进行冲洗后,烘干备用;
[0008]
(2)质子辐照处理:
[0009]
将步骤(1)中打磨冲洗后的钢板置于质子辐照箱内进行低能质子辐照处理,处理10~14min后,取出备用;
[0010]
(3)喷覆处理:
[0011]
将处理剂均匀的喷覆到步骤(2)质子辐照处理后的钢板表面,红外干燥后备用;
[0012]
(4)微波活化处理:
[0013]
将步骤(3)中喷覆处理后钢板置于微波环境中进行微波活化处理,处理6~10min,处理的过程中沿着钢板的轴心进行不断转动处理;
[0014]
(5)超声辅助清洗:
[0015]
待步骤(4)中微波活化处理后的钢板冷却至室温后,将其浸入清洗液中,在特定频率超声波的辅助作用下进行清洗,清洗4~6h后,滤出烘干即可。
[0016]
进一步的,步骤(2)中所述的质子辐照时低能质子辐照的能量控制为为6~8mev。
[0017]
进一步的,步骤(3)中所述的处理剂中各成分及对应重量百分比为:环氧树脂45~55%、虫胶15~19%、氯化钙0.8~0.9%、可得然胶5~8%、山梨酸0.4~0.8%、二氧化硅0.4~0.6%、纳米氧化锌0.4~0.8%,余量为去离子水。
[0018]
进一步的,步骤(3)中所述的处理剂的喷覆厚度为10~20μm。
[0019]
进一步的,步骤(3)中所述的红外干燥的技术参数为:控制红外的波长为100~300μm。
[0020]
进一步的,步骤(4)中所述的微波活化处理时微波的功率为700~800w。
[0021]
进一步的,步骤(5)中所述的清洗液中各成分及对应重量百分比为:单硬脂酸甘油酯10~14%、甘胆酸钠12~14%、脱氢乙酸0.6~0.8%、吐温208~12%,余量为纯水。
[0022]
进一步的,步骤(5)中所述的特定频率的超声波的频率为70~100khz。
[0023]
本发明具有如下有益效果:
[0024]
本发明针对现今钢材加工成品存在的印刷性问题,研究开发了一种加强叉车用钢板表面印刷性的方法,通过本发明方法处理后的钢板,其油墨的粘度、耐热性以及在60
°
的光泽度都有显著的改善,油墨的附着性好,着色力以及摩擦牢度均有所提高,有效的加强塑了钢板的表面印刷性,具有广泛的应用前景。具体的先对钢板进行打磨冲洗,一方面去除表面的污渍,油渍,另一方面提高钢材的表面粗糙度,提高比表面积,为后续的操作奠定一定的基础;然后进行质子辐照处理,进一步毛化组织,提高比表面积,并在钢材的表面产生微弱的刻蚀,此时将处理剂均匀的喷覆到钢板的表面,部分渗入刻蚀产生的刻纹内,大部分附着在毛化组织表面,采用红外干燥,处理剂快速作用于钢板表面,接着进行微波活化,熔化树脂、虫胶等,结合其他成分活化钢板表面,并在钢材的表面形成一层致密的保护膜层,最后在超声波的辅助作用下进行清洗处理,去除杂质的同时,细化保护膜层,促进印刷性改善的同时加强钢板的力学性能。
具体实施方式
[0025]
下面将结合本发明实施例的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0026]
实施例1
[0027]
一种加强叉车用钢板表面印刷性的方法,包括如下步骤:
[0028]
(1)打磨冲洗:
[0029]
用砂纸对钢板表面进行打磨后,用高压枪对其进行冲洗后,烘干备用;
[0030]
(2)质子辐照处理:
[0031]
将步骤(1)中打磨冲洗后的钢板置于质子辐照箱内进行低能质子辐照处理,处理10min后,取出备用;
[0032]
(3)喷覆处理:
[0033]
将处理剂均匀的喷覆到步骤(2)质子辐照处理后的钢板表面,红外干燥后备用;
[0034]
(4)微波活化处理:
[0035]
将步骤(3)中喷覆处理后钢板置于微波环境中进行微波活化处理,处理6min,处理的过程中沿着钢板的轴心进行不断转动处理;
[0036]
(5)超声辅助清洗:
[0037]
待步骤(4)中微波活化处理后的钢板冷却至室温后,将其浸入清洗液中,在特定频率超声波的辅助作用下进行清洗,清洗4~h后,滤出烘干即可。
[0038]
步骤(2)中所述的质子辐照时低能质子辐照的能量控制为为6mev。
[0039]
步骤(3)中所述的处理剂中各成分及对应重量百分比为:环氧树脂45%、虫胶
15%、氯化钙0.8%、可得然胶5%、山梨酸0.4%、二氧化硅0.4%、纳米氧化锌0.4%,余量为去离子水。
[0040]
步骤(3)中所述的处理剂的喷覆厚度为10μm。
[0041]
步骤(3)中所述的红外干燥的技术参数为:控制红外的波长为100μm。
[0042]
步骤(4)中所述的微波活化处理时微波的功率为700w。
[0043]
步骤(5)中所述的清洗液中各成分及对应重量百分比为:单硬脂酸甘油酯10%、甘胆酸钠12%、脱氢乙酸0.6%、吐温208%,余量为纯水。
[0044]
步骤(5)中所述的特定频率的超声波的频率为70khz。
[0045]
实施例2
[0046]
一种加强叉车用钢板表面印刷性的方法,包括如下步骤:
[0047]
(1)打磨冲洗:
[0048]
用砂纸对钢板表面进行打磨后,用高压枪对其进行冲洗后,烘干备用;
[0049]
(2)质子辐照处理:
[0050]
将步骤(1)中打磨冲洗后的钢板置于质子辐照箱内进行低能质子辐照处理,处理12min后,取出备用;
[0051]
(3)喷覆处理:
[0052]
将处理剂均匀的喷覆到步骤(2)质子辐照处理后的钢板表面,红外干燥后备用;
[0053]
(4)微波活化处理:
[0054]
将步骤(3)中喷覆处理后钢板置于微波环境中进行微波活化处理,处理8min,处理的过程中沿着钢板的轴心进行不断转动处理;
[0055]
(5)超声辅助清洗:
[0056]
待步骤(4)中微波活化处理后的钢板冷却至室温后,将其浸入清洗液中,在特定频率超声波的辅助作用下进行清洗,清洗5h后,滤出烘干即可。
[0057]
步骤(2)中所述的质子辐照时低能质子辐照的能量控制为为7mev。
[0058]
步骤(3)中所述的处理剂中各成分及对应重量百分比为:环氧树脂50%、虫胶17%、氯化钙0.85%、可得然胶6.5%、山梨酸0.6%、二氧化硅0.5%、纳米氧化锌0.6%,余量为去离子水。
[0059]
步骤(3)中所述的处理剂的喷覆厚度为15μm。
[0060]
步骤(3)中所述的红外干燥的技术参数为:控制红外的波长为200μm。
[0061]
步骤(4)中所述的微波活化处理时微波的功率为750w。
[0062]
步骤(5)中所述的清洗液中各成分及对应重量百分比为:单硬脂酸甘油酯12%、甘胆酸钠13%、脱氢乙酸0.7%、吐温2010%,余量为纯水。
[0063]
步骤(5)中所述的特定频率的超声波的频率为85khz。
[0064]
实施例3
[0065]
一种加强叉车用钢板表面印刷性的方法,包括如下步骤:
[0066]
(1)打磨冲洗:
[0067]
用砂纸对钢板表面进行打磨后,用高压枪对其进行冲洗后,烘干备用;
[0068]
(2)质子辐照处理:
[0069]
将步骤(1)中打磨冲洗后的钢板置于质子辐照箱内进行低能质子辐照处理,处理
14min后,取出备用;
[0070]
(3)喷覆处理:
[0071]
将处理剂均匀的喷覆到步骤(2)质子辐照处理后的钢板表面,红外干燥后备用;
[0072]
(4)微波活化处理:
[0073]
将步骤(3)中喷覆处理后钢板置于微波环境中进行微波活化处理,处理10min,处理的过程中沿着钢板的轴心进行不断转动处理;
[0074]
(5)超声辅助清洗:
[0075]
待步骤(4)中微波活化处理后的钢板冷却至室温后,将其浸入清洗液中,在特定频率超声波的辅助作用下进行清洗,清洗6h后,滤出烘干即可。
[0076]
步骤(2)中所述的质子辐照时低能质子辐照的能量控制为为8mev。
[0077]
步骤(3)中所述的处理剂中各成分及对应重量百分比为:环氧树脂55%、虫胶19%、氯化钙0.9%、可得然胶8%、山梨酸0.8%、二氧化硅0.6%、纳米氧化锌0.8%,余量为去离子水。
[0078]
步骤(3)中所述的处理剂的喷覆厚度为20μm。
[0079]
步骤(3)中所述的红外干燥的技术参数为:控制红外的波长为300μm。
[0080]
步骤(4)中所述的微波活化处理时微波的功率为800w。
[0081]
步骤(5)中所述的清洗液中各成分及对应重量百分比为:单硬脂酸甘油酯14%、甘胆酸钠14%、脱氢乙酸0.8%、吐温2012%,余量为纯水。
[0082]
步骤(5)中所述的特定频率的超声波的频率为100khz。
[0083]
对比实施例1
[0084]
本对比实施例1与实施例2相比,省去步骤(2)质子辐照处理的整个过程,除此外的方法步骤均相同。
[0085]
对比实施例2
[0086]
本对比实施例2与实施例2相比,省去步骤(3)喷覆处理的整个过程,除此外的方法步骤均相同。
[0087]
对比实施例3
[0088]
本对比实施例3与实施例2相比,省去步骤(4)微波活化处理的整个过程,除此外的方法步骤均相同。
[0089]
对比实施例4
[0090]
本对比实施例4与实施例2相比,在步骤(5)超声辅助清洗中省去超声波的处理,除此外的方法步骤均相同。
[0091]
为了对比本发明效果,选取同一批同一型号同一规格的钢板作为试验对象,将选取的对象随机分成等质等量的6组,其中5组试验组,1组空白对照组,然后分别用实施例2、对比实施例1~4的方法对应处理钢板,然后采用相同的方式对每组钢板进行印刷,印刷完成后进行性能测试,具体是:
[0092]
(1)测定油墨的粘度和在60
°
的光泽度,具体试验对比数据如下表1所示:
[0093] 粘度光泽度实施例26997.6对比实施例16399.5
对比实施例23978.5对比实施例34583.7对比实施例46389.5空白对照组2567.7
[0094]
由上表1以看出,通过本发明方法处理后的钢板,其油墨的粘度、耐热性以及在60
°
的光泽度都有显著的改善,油墨的附着性好。
[0095]
(2)测定每组样品的着色了和180
°
下摩擦牢度,具体试验对比数据如下表2所示:
[0096]
表2
[0097][0098][0099]
由上表2可以看出,本发明提供了一种加强叉车用钢板表面印刷性的方法,有效的加强塑了钢板的表面印刷性,具有广泛的应用前景。
[0100]
以上所述仅为本发明的较佳实施例,但本发明不以所示限定实施范围,凡是依照本发明的构想所作的改变,或修改为等同变化的等效实施例,仍未超出说明书所涵盖的精神时,均应在本发明的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 油墨

 热门咨询
热门咨询




tips