
 商标分类
商标分类  商标转让
商标转让 
双面胶包裹泡棉组件及其精确定位包裹设备的制作方法
 2021-02-02 14:02:35|
2021-02-02 14:02:35| 362|
362| 起点商标网
起点商标网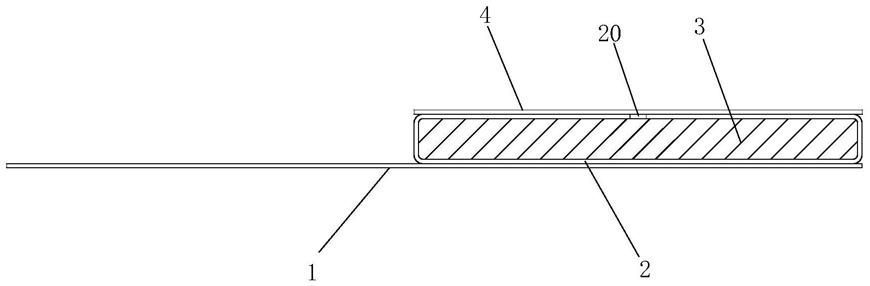
:
[0001]
本实用新型涉及电子产品周边复合模切材料技术领域,特指一种双面胶包裹泡棉组件及其精确定位包裹设备。
背景技术:
:
[0002]
目前电脑、手机、平板电脑等电子产品的设计越来越精密,尺寸要求越来越高,因此对其内部使用的各种复合模切组件的要求也越来越高。在某些电子产品中,需要采用双面胶包裹泡棉组件实现粘接以及缓冲,在传统双面胶包裹泡棉组件中,往往会出现包裹后双面胶边缘间距难以控制,要么间距过大,包覆效果差,要么容易出现交叠的现象,导致成品厚度出现偏差,均影响整体效果;此外,目前包裹组件的生产工序也较为复杂,生产效率较低。
技术实现要素:
:
[0003]
本实用新型的目的是克服现有技术的上述不足之处,提供一种双面胶包裹泡棉组件及其精确定位包裹设备。
[0004]
本实用新型采用的技术方案是:一种双面胶包裹泡棉组件,该双面胶包裹泡棉组件依次包括底层离型膜、附着在底层离型膜上的双面胶、附着在双面胶上的泡棉,所述双面胶沿所述泡棉两侧朝上翻折包裹泡棉的上表面,双面胶的两侧边缘翻折后贴合于泡棉中线处并且双面胶两边缘端面之间形成0.2mm
±
0.2mm的间隙;于双面胶的翻折面上表面覆盖有面层离型膜。
[0005]
本实用新型同时提供一种上述双面胶包裹泡棉用精确定位包裹设备,其包括治具台面,其中:于治具台面上、沿复合料带运行轴线两侧依次设有分别成对的侧定位导向块、双面胶翻折滚轮、第一导向压块、第二导向压块;其中,两个侧定位导向块之间的距离与双面胶主材料带和白色离型膜料带的宽度相当,两个双面胶翻折滚轮之间的间距小于双面胶主材料带的宽度并大于泡棉主材料带的宽度,两个第一导向压块之间形成第一翻折通道,第一翻折通道的两侧面之间的距离相当于泡棉主材料带宽度与白色离型膜料带厚度的两倍与双面胶料带厚度的两倍之和,第一翻折通道的顶面距离治具台面的高度大于白色离型膜料带厚度的两倍与泡棉主材料带的厚度与双面胶料带厚度的两倍之和;所述第二导向压块之间形成一条渐缩式的第二翻折通道以及与之衔接连通的定型通道;第二翻折通道的入口处宽度和高度分别大于包裹后双面胶泡棉组件的宽度和高度,第二翻折通道的末端与定型通道的宽度和高度分别与包裹后双面胶泡棉组件的宽度和高度相当。
[0006]
于治具台面上、沿复合料带运行轴线上、在侧定位导向块、双面胶翻折滚轮、第一导向压块之间设有抽真空吸附孔。
[0007]
于第二导向压块的后方还设有压轮。
[0008]
双面胶翻折滚轮的轴线垂直于治具台面,且通过可调节滚轮支架安装在治具台面上。
[0009]
本实用新型采用上述包裹设备,能使双面胶主材与泡棉主材实现精确定位包裹,尤其可以使包裹后形成精确的微小间隙,包覆效果好且又能避免双面胶边缘交叠或者皱褶等而使产品产生厚度误差,从而使产品更适合精密装配,而且本实用新型治具能使产品的生产效率明显提升。
附图说明:
[0010]
图1、图2是本实用新型双面胶包裹泡棉组件的结构示意图;
[0011]
图3是本实用新型中生产双面胶泡棉复合料带的工艺流程图;
[0012]
图4、图5是分别本实用新型实施例中第一模切辊组、第二模切辊组的刀刃展开示意图;
[0013]
图6、图7是本实用新型中定位包裹设备的整体结构示意图;
[0014]
图8、图9分别是定位包裹设备中第一导向压块、第二导向压块的结构示意图(仰视角度);
[0015]
图10、图11分别是本实用新型实施例中第一平刀模切模组、第二平刀模切模组的刀模示意图;
[0016]
图12是图10、图11中刀模重合叠加的效果图。
具体实施方式:
[0017]
如图1-图2所示,本实用新型所述的是一种双面胶包裹泡棉组件,该双面胶包裹泡棉组件依次包括底层离型膜1、附着在底层离型膜1上的双面胶2、附着在双面胶2上的泡棉3,所述双面胶2沿所述泡棉3两侧朝上翻折包裹泡棉3的上表面,双面胶2的两侧边缘翻折后贴合于泡棉3中线处并且双面胶3两边缘端面之间形成 0.2mm
±
0.2mm的间隙20;于双面胶3的翻折面上表面覆盖有面层离型膜4。
[0018]
上述双面胶包裹泡棉组件的生产工艺包括如下步骤:
[0019]
步骤a:结合图3-图5所示,采用旋转模切机生产泡棉双面胶复合料带:将单面附胶的泡棉料卷p1的自带离型纸p11剥离放料泡棉料带p2使胶面朝下与蓝色离型膜料带l1的离型面通过第一复合辊组f1复合,同时在蓝色离型膜料带l1的非离型面也通过第一复合辊组f1复合第一pet保护膜料带b1,三层复合后的料带经过第一模切辊组q1模切后排除两侧泡棉废料、保留中间泡棉主材的三层复合料带m1;第一模切辊组q1的刀刃切断泡棉两侧,外侧为废料 p3,未切断蓝色离型膜料带l1,中间为所需的具有设定宽度的泡棉主材料带;
[0020]
同时,将自带离型层的双面胶带开卷与白色离型膜料带l2、第二pet保护膜料带b2通过第二复合辊组f2复合后形成双面胶带自带离型纸料带s11、双面胶料带s12、白色离型膜料带l2、第二pet 保护膜料带b2的四层复合料带,该四层复合料带通过第二模切辊组 q2模切后排除两侧双面胶料带废料和白色离型膜料带废料并剥离双面胶带自带离型纸料带s11,再转向后使双面胶主材料带与泡棉主材料带通过第三复合辊组f3复合,形成自上而下依次为第二pet 保护膜料带b2、白色离型膜料带l2、双面胶主材料带、泡棉主材料带、蓝色离型膜料带l1、第一pet保护膜料带b1的六层复合料带,最后再排除第二pet保护膜料带b2、第一pet保护膜料带b1,形成自上而下依次为白色离型膜料带l2、双面胶主材料带、泡棉主材料带、蓝色离型膜料带l1的四层复合料带即泡棉双面胶复合料带 m2,且该泡棉双面胶复
合料带中,双面胶主材料带的宽度比泡棉主材料带宽且二者对中复合;本实施例中,同时形成两条泡棉双面胶复合料带m2进行收卷;
[0021]
步骤b:结合图6-图9所示,利用包裹设备对步骤a生产的泡棉双面胶复合料带进行包裹,其中,包裹设备包括治具台面5,于治具台面5上、沿复合料带运行轴线两侧依次设有成对的侧定位导向块51、双面胶翻折滚轮52、第一导向压块53、第二导向压块54;其中,两个侧定位导向块51之间的距离与双面胶主材料带的宽度相当,两个双面胶翻折滚轮52之间的间距小于双面胶主材料带的宽度并大于泡棉主材料带的宽度,两个第一导向压块53之间形成第一翻折通道530,第一翻折通道530的两侧面之间的距离相当于泡棉主材料带宽度与白色离型膜料带l2厚度的两倍与双面胶主材料带厚度的两倍之和,第一翻折通道530的顶面距离治具台面5的高度大于白色离型膜料带l2厚度的两倍与泡棉主材料带的厚度与双面胶主材料带厚度的两倍之和;所述第二导向压块54之间形成一条渐缩式的第二翻折通道540以及与之衔接连通的定型通道541;第二翻折通道540的入口处宽度和高度分别大于包裹后双面胶泡棉组件的宽度和高度,第二翻折通道540的末端与定型通道541的宽度和高度分别与包裹后双面胶泡棉组件的宽度和高度相当;先将泡棉双面胶复合料带m2的白色离型膜料带l2在下、蓝色离型膜料带l1在上的方向,剥离蓝色离型膜料带l1,将白色离型膜料带l2、双面胶主材料带、泡棉主材料带通过侧定位导向块51导向定位,然后将料带两侧的双面胶料带通过双面胶翻折滚轮52向上翻折,再进一步翻折进入第一导向压块53的第一翻折通道530,通过第一翻折通道530后,双面胶主材料带的两侧与泡棉主材料带两侧形成粘接定位,但双面胶主材料带的翻折面内表面未与泡棉主材料带上表面贴合,双面胶主材料带两侧形成一定的初步弯折;然后再通过第二导向压块54的渐进式包裹方式使双面胶主材料带与泡棉主材料带实现精准定位包裹;于第二导向压块54的后方还设有压轮55;通过压轮55与治具台面5对从第二导向压块54出来的包裹后的料带进行进一步压合定型,形成由外向内依次为白色离型膜料带l2、双面胶主材料带、泡棉主材料带的包裹料带,且双面胶主材料带翻折面的两边缘端面之间形成0.2mm
±
0.2mm的间隙;
[0022]
步骤c:结合图10-图11所示,采用平刀模切模组制备底层离型膜料带,底层离型膜料带与第三pet保护膜料带复合后通过第一平刀模切模组冲切,冲切后形成四角倒角的矩形底层离型膜和两条宽度与包裹料带宽度相当的定位刀痕线,同时在料带边缘处冲出套位孔;第一平刀模切模组有三组刀刃,一种带倒角的矩形刀刃r11切断底层离型膜料带形成底层离型膜,另一种两条直线刀刃r12未切断底层离型膜料带,只在其上形成定位刀痕线;还有一组在第三pet 保护膜料带边缘冲切套位通孔的圆形刀刃r13,并设有一对套位用的定位柱;
[0023]
步骤d:结合图11-图12,将包裹料带分切成条状,并将外层的白色离型膜料带l2剥离后,将双面胶包裹泡棉料带沿底层离型膜料带的定位刀痕线复合在底层离型膜料带表面,且双面胶的间隙朝上,再于双面胶的上表面贴合一层面层离型膜4,送入第二平刀模切模组进行套位模切,第二平刀模切模组具有一组与所需双面胶包裹泡棉形状相对应的大致呈方形的带倒角方形刀刃r21,并设有一对套位用的定位柱;第二平刀模切模组冲切完全切断面层离型膜和包裹料带,包裹料带留在矩形底层离型膜内的部分保留,底层离型膜1之外的废料排除,最后将每个底层离型膜1以及其上的包裹料带、面层离型膜4整体取下即为成品。
[0024]
上述生产工艺中,步骤a中,泡棉料带p2、蓝色离型膜料带l1、第一pet保护膜料带b1复合后经过第一模切辊组q1后形成两条或两条以上的泡棉主材料带,对应地,双面胶带自带离型纸料带s11、双面胶料带s12、白色离型膜料带l2、第二pet保护膜料带b2形成的四层复合料带经过第二模切辊组q2后亦形成对应数量和位置的双面胶主材料带,分别与相应位置的泡棉主材料带复合;并在末端形成两条或两条以上的泡棉双面胶复合料带;即第一模切辊组 q1、第二模切辊组q2上分别设置两组或两组以上的刀刃进行模切,如图4、图5所示,第一模切辊组q1的刀刃为5条直线刀刃,上下各一组分别切出一条泡棉主材料带,中间的一条则分切隔开两边的泡棉主材料带,对应地,第二模切辊组q2的刀刃为3条直线刀刃,在刀刃范围内切出两条双面胶主材料带,外侧则为废料排除,且中间的刀刃与第一模切辊组q1中间的刀刃位置对应,从而可以使二者准确对位复合,并能成倍地提升泡棉双面胶复合料带的生产效率,提升材料的使用率,减少浪费;同时,对应的步骤c、d中平刀模切模组上也设置两组或两组以上刀刃,同样可以实现成品生产效率的提高。
[0025]
本实用新型所采用的定位包裹设备在步骤b中详述,因此不再赘述。进一步地,于治具台面5上、沿复合料带运行轴线上、在侧定位导向块51之间、双面胶翻折滚轮52之间、第一导向压块53之间设有抽真空吸附孔50,便于料带运行过程中准确定位,提高包裹定位精度。
[0026]
双面胶翻折滚轮52的轴线垂直于治具台面,且通过可调节滚轮支架521安装在治具台面5上;同时,侧定位导向板51、第一导向压块53、第二导向压块54之间的距离也可根据需要进行调节控制。
[0027]
本实用新型采用上述生产工艺以及包裹设备,能使双面胶主材与泡棉主材实现精确定位包裹,尤其可以使包裹后形成精确的微小间隙,包覆效果好且又能避免双面胶边缘交叠或者皱褶等而使产品产生厚度误差,从而使产品更适合精密装配。而且本实用新型工艺和治具能使产品的生产效率明显提升。
[0028]
可以理解的是,以上实施方式仅仅是为了说明本实用新型的原理而采用的示例性实施方式,然而本实用新型并不局限于此。对于本领域内的普通技术人员而言,在不脱离本实用新型的精神和实质的情况下,可以做出各种变型和改进,这些变型和改进也视为本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips