
 商标分类
商标分类  商标转让
商标转让 
一种异丁烷的回收方法与流程
 2021-02-02 10:02:11|
2021-02-02 10:02:11| 351|
351| 起点商标网
起点商标网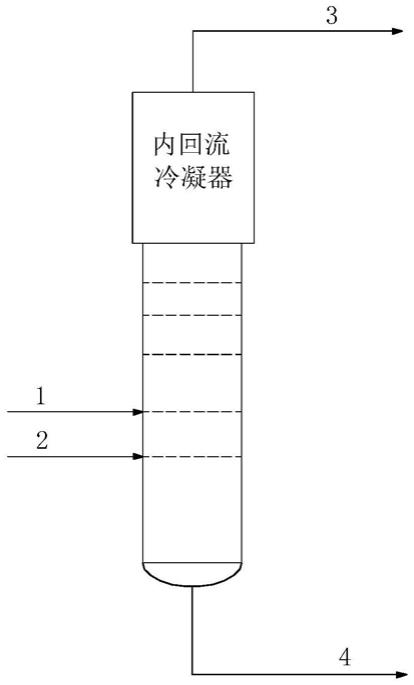
[0001]
本发明属于异丁烷技术领域,具体涉及一种异丁烷的回收方法,特别涉及一种制备叔丁基过氧化氢体系中异丁烷的回收方法。
背景技术:
[0002]
叔丁基过氧化氢(tbhp)是一种非常重要的商业化有机过氧化物,可以作为氧化剂与烯烃反应生产环氧烷烃,也可以用作聚合反应(如聚氯乙烯、聚丙烯酸类乳液聚合单体后消除等)的引发剂、不饱和聚脂的交联剂、天然生胶加硫、柴油添加剂、油漆行业等,亦广泛用作合成其他有机过氧化物的原料。
[0003]
现有的叔丁基过氧化氢的制备工艺常采用异丁烷氧化工艺,异丁烷与氧气在过氧化反应器中与120-160℃条件下进行反应,除生成tbhp并副产一定量叔丁醇(tba)外,还会生成微量的有机含氧化合物和水等。由于tbhp属于不稳定的化合物,在制备tbhp时,通常要求异丁烷过量,异丁烷的转化率控制不超过40%。为保证不将低沸点异丁烷带到下游的反应体系中,并尽可能实现原料利用完全,需对氧化产物中的异丁烷进行分离回收。
[0004]
异丁烷与氧化产物tbhp、tba等沸点相差较大,异丁烷氧化产物中未反应异丁烷通常采用常规精馏的方法进行分离回收。氧化反应产物中异丁烷的含量很大且tbhp易受热分解,为了节约塔顶冷媒,可以采用两个精馏塔回收异丁烷,第一分离塔顶冷凝器采用循环水冷凝回收80-90%的异丁烷,第二回收塔为了控制塔底温度,塔顶冷凝器需-10℃以下冷媒才能回收剩余的异丁烷。产物中微量的水会有一部分随异丁烷上升到塔顶蒸汽中,长时间运行后二级精馏塔塔顶列管式冷凝器中容易造成结冰堵塞,工业上常采用一开一备冷凝器的方式来解决此问题。
技术实现要素:
[0005]
为了改善现有技术的不足,本发明提供一种异丁烷的回收方法,特别涉及一种制备叔丁基过氧化氢体系中异丁烷的回收方法。所述回收方法可以采用带有内回流冷凝器精馏塔来回收异丁烷氧化产品中未反应的异丁烷,内回流冷凝器可以将精馏塔内上升蒸汽中的叔丁醇、部分异丁烷和少量的水等组分冷凝后返回塔底,这样即使在较低(0℃以下)冷凝温度下,塔顶气相中的水分在冷凝器中冷凝后,由于流动速度较快,可以有效克服结冰凝固问题而导致的冷凝器堵塞;也无需为防止凝冻在精馏塔中引入乙二醇等防冻剂,避免造成塔顶低温冷凝器的堵塞现象和引入额外的杂质,减少设备和公用工程投资费用。
[0006]
本发明目的是通过如下技术方案实现的:
[0007]
一种异丁烷的回收方法,所述方法包括如下步骤:
[0008]
(1)将异丁烷氧化制备叔丁基过氧化氢后的混合体系送入塔顶设置有内回流冷凝器的精馏塔进行精馏;
[0009]
(2)精馏过程中,轻组分异丁烷汽化上升至精馏塔塔顶的内回流冷凝器,上升蒸汽部分冷凝后回流,部分以气相形式采出;重组分叔丁基过氧化氢和叔丁醇从塔底分出。
[0010]
根据本发明,步骤(1)中,所述内回流冷凝器为本领域已知的内回流冷凝器。例如,所述内回流冷凝器优选为立式列管式冷凝器或立式u型管冷凝器,立式结构的内回流冷凝器可以进一步实现塔顶冷凝液的快速流动,避免由于凝液的聚集和冻结导致管路堵塞的问题;所述内回流冷凝器设置在精馏塔的塔顶内,示例性地,设置在精馏塔塔顶的第一块塔板上方。
[0011]
根据本发明,步骤(1)中,所述精馏塔内靠近内回流冷凝器的第一块塔板倾斜设置,其中,塔板倾斜的角度没有特别的限定,通常倾斜角度设定为3~5
°
,避免内回流冷凝器产生的凝液在第一块塔板上产生积液即可,此设置可以有效避免回流液在第一块塔板上结冰。
[0012]
根据本发明,步骤(1)中,所述异丁烷氧化制备叔丁基过氧化氢后的混合体系来源于异丁烷氧化制备叔丁基过氧化氢工艺。
[0013]
示例性地,所述异丁烷氧化制备叔丁基过氧化氢后的混合体系可以是异丁烷氧化后的产物,也可以是异丁烷氧化后的产物经初步分离出70-90%异丁烷后的含异丁烷的叔丁基过氧化氢溶液,还可以是异丁烷氧化后的产物经其他步骤处理后的含异丁烷的叔丁基过氧化氢溶液。
[0014]
根据本发明,步骤(1)中,所述异丁烷氧化制备叔丁基过氧化氢后的混合体系中包括异丁烷、叔丁基过氧化氢和叔丁醇。示例性地,所述异丁烷氧化制备叔丁基过氧化氢后的混合体系中异丁烷的含量为10-65wt%,叔丁基过氧化氢的含量为15-60wt%,叔丁醇的含量为10-40wt%。
[0015]
根据本发明,步骤(1)中,所述异丁烷氧化制备叔丁基过氧化氢后的混合体系中还包括水,所述水的含量为0.1-1wt%。
[0016]
根据本发明,步骤(1)中,所述精馏塔的塔底温度为75-106℃。
[0017]
根据本发明,步骤(1)中,还向精馏塔中额外加入叔丁醇。示例性的,额外加入的叔丁醇可以加入所述混合体系后再加入所述精馏塔,也可以与混合体系分别加入所述精馏塔。
[0018]
根据本发明,步骤(1)中,所述额外加入的叔丁醇优选为水含量≤500ppm的叔丁醇。
[0019]
根据本发明,步骤(1)中,所述额外加入的叔丁醇的加入量为精馏塔中混合体系总质量的10-70wt%,例如为10wt%、20wt%、30wt%、40wt%、50wt/60wt或70wt%。
[0020]
根据本发明,步骤(2)中,所述内回流冷凝器中的冷媒介质可以选择丙烯或者液氨,也可以选择其它冷媒。
[0021]
根据本发明,步骤(2)中,所述内回流冷凝器中的冷媒介质的温度为零下15至零下30℃,例如为零下20℃。
[0022]
示例性地,步骤(2)中,所述内回流冷凝器中的冷媒介质为零下20℃的丙烯或为零下20℃的液氨等。
[0023]
根据本发明,步骤(2)中,所述内回流冷凝器的温度为零下10℃至5℃,所述内回流冷凝器内的压力0.1-0.2mpa,所述内回流冷凝器的回流比1:(1-5)。
[0024]
根据本发明,步骤(2)中,采出的气相异丁烷经冷凝或压缩后回收利用。
[0025]
根据本发明,所述方法具体包括如下步骤:
[0026]
a)异丁烷经氧化反应得到反应产物,所述反应产物中包括未反应的异丁烷、叔丁基过氧化氢、叔丁醇、水和副产物;
[0027]
b)将步骤a)的反应产物送入塔顶设置有内回流冷凝器的精馏塔,通过塔底再沸器加热进料,控温塔底温度,汽化部分物料;
[0028]
c)控制塔顶内回流冷凝器的温度和压力,将塔顶上升蒸汽部分冷凝回流,剩余部分异丁烷气相直接从冷凝器内采出回收;
[0029]
d)塔底分离出异丁烷后的含tbhp产物通过采出管线采出。
[0030]
根据本发明,步骤b)中,还额外引入叔丁醇。示例性的,所述叔丁醇为水含量≤500ppm的叔丁醇。还例如,所述额外加入的叔丁醇的加入量为精馏塔中叔丁基过氧化氢和叔丁醇总质量的10-70wt%,例如为10wt%、20wt%、30wt%、40wt%、50wt%、60wt%或70wt%。
[0031]
本发明的有益效果:
[0032]
本发明提供了一种异丁烷的回收方法,所述回收方法是采用一个带有内回流冷凝器的精馏塔回收未反应的异丁烷。通过控制内回流冷凝器内的温度和压力,实现塔顶蒸汽的部分冷凝回流,避免了冷凝器因结冰造成的堵塞问题,减少了设备投资。
[0033]
本发明中,所述异丁烷氧化制备叔丁基过氧化氢后的混合体系中含有少量水分,采用传统的精馏塔和冷凝器(冷凝器外置,如图2所示)进行异丁烷的回收时,水分在冷凝器中冷媒的作用下极易结冰而使堵塞管路,造成塔顶冷凝器无法正常运行,进而导致精馏塔无法正常操作。同时,当塔顶冷凝器发生堵塞,精馏塔塔压容易上升,塔底温度随之升高,塔底tbhp出现分解的风险也会增加。虽然可以通过在异丁烷的回收工艺体系中引入如乙二醇等防冻剂的方式来降低混合体系的凝固点,以此来降低汽化产物的凝固点,避免水分在精馏塔塔外的冷凝器中冷凝、冻结而造成管路堵塞的问题。但是这样操作会导致体系中引入新的杂质,叔丁基过氧化氢和叔丁醇反应体系利用难度提高,水分在塔顶回流罐内沉降与异丁烷分层后,体系中引入的防冻剂进入水相中,增加了废水的处理难度。
[0034]
而采用本申请的塔顶设置有内回流冷凝器的精馏塔进行精馏时,既可以高效的实现异丁烷的回收,还能避免冷凝器因结冰造成的堵塞问题,同时由于没有引入任何杂质,不会对工艺成本造成影响。
附图说明
[0035]
图1为本发明的一种优选方案所述的异丁烷氧化产物精馏回收装置图;
[0036]
附图标记:1原料进料管路,2为tba进料;3为塔顶出料;4为塔底出料。
[0037]
图2为现有技术中的异丁烷氧化产物精馏回收装置图;
[0038]
附图标记:1原料进料管路,2为乙二醇进料;3为塔顶不凝气;4为塔顶液相出料。
[0039]
图3为本发明的另一种优选方案所述的异丁烷氧化产物精馏回收装置图;
[0040]
附图标记:1原料进料管路,2为tba进料;3为塔顶出料;4为塔底出料。
具体实施方式
[0041]
下文将结合具体实施例对本发明的制备方法做更进一步的详细说明。应当理解,下列实施例仅为示例性地说明和解释本发明,而不应被解释为对本发明保护范围的限制。
凡基于本发明上述内容所实现的技术均涵盖在本发明旨在保护的范围内。
[0042]
下述实施例中所使用的实验方法如无特殊说明,均为常规方法;下述实施例中所用的试剂、材料等,如无特殊说明,均可从商业途径得到。
[0043]
实施例1
[0044]
如图1所示,将22.81kg/h的异丁烷氧化产物(含有56.6wt%的异丁烷,26.97wt%的tbhp,15.72wt%的tba和0.15wt%的水)通过进料管线1进入其中设置有内回流冷凝器的精馏塔中,同时13kg/h的tba通过进料管线2进入精馏塔中,控制塔底温度100℃。
[0045]
塔顶内回流冷凝器温度-8.2℃,压力0.11mpa,13kg/hr的异丁烷气相产品通过管线3采出,气相产品含有99.34wt%的异丁烷、0.03wt%的tba、0.2wt%的水分及丙酮和其他惰性气体杂质。
[0046]
塔底的含tbhp的重组分以11.11kg/hr从管线4采出,其中含有55.31wt%的tbhp,43.9wt%的tba及微量的其他杂质。
[0047]
进一步的,如图3所示,所述精馏塔内靠近内回流冷凝器的第一块塔板倾斜设置,其中,塔板倾斜的角度没有特别的限定,通常倾斜角度设定为3~5
°
,避免内回流冷凝器产生的凝液在第一块塔板上产生积液即可,此设置可以有效避免回流液在第一块塔板上结冰。
[0048]
对比例1
[0049]
如图2所示,112.4kg/h的异丁烷氧化产物(含水0.4wt%,含异丁烷12.4wt%,含tbhp 40.63wt%,含丙酮1.89wt%)通过进料管线1进入精馏塔中,控制塔顶压力110kpa,控制塔底温度98℃。塔顶冷凝器以-30℃防冻液作为冷媒,将塔内上升气相冷凝后送入回流比分配器,回流比分配器控制回流速率和塔顶产品采出速率。设备运行初期,塔顶管线2投入0.5kg/h乙二醇,设备运行正常,未发现有设备或管线出现凝冻现象。冷凝器气相采出管线3采出约1.1kg/h不凝气,回流比分配器通过管线4采出约14.8kg/h液体物料,分析回流比分配器采出物料组成异丁烷含量87.4wt%,丙酮含量7.12wt%,tba含量4.5wt%,水含量0.13wt%。
[0050]
塔顶管线投入乙二醇正常运行24小时后,停止投入乙二醇,其他操作条件不变。再运行7小时后,塔顶压力升至120kpa,塔底温度升至100℃,冷凝器冷媒使用量变少,塔顶物料采出困难,判断塔顶冷凝器、回流比分配器或管线出现凝冻现象,精馏塔停止运行。
[0051]
以上,对本发明的实施方式进行了说明。但是,本发明不限定于上述实施方式。凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips